 T2200操作手册Q
T2200操作手册Q

《T2200操作手册Q》由会员分享,可在线阅读,更多相关《T2200操作手册Q(21页珍藏版)》请在装配图网上搜索。
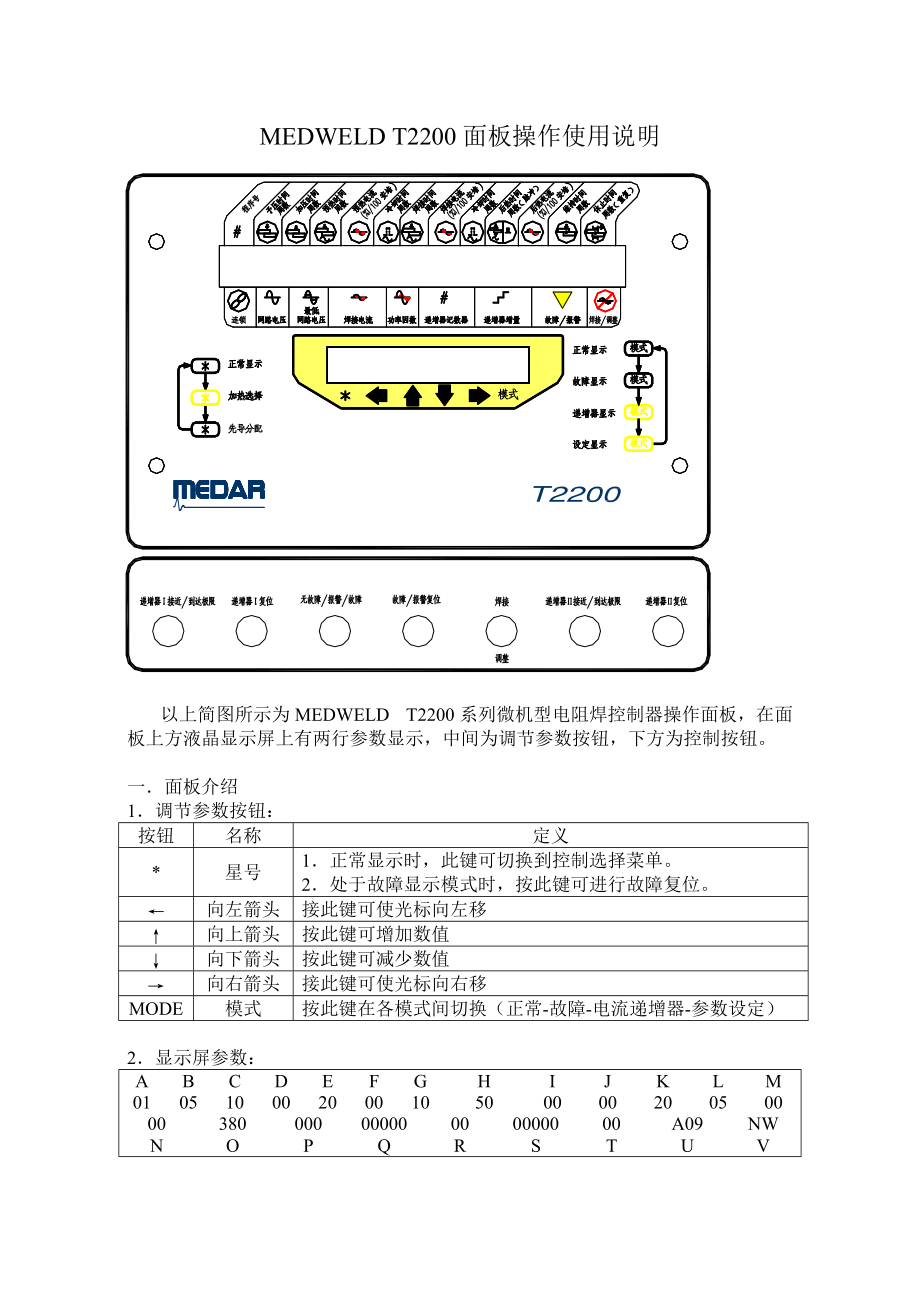
1、MEDWELD T2200面板操作使用说明以上简图所示为MEDWELD T2200系列微机型电阻焊控制器操作面板,在面板上方液晶显示屏上有两行参数显示,中间为调节参数按钮,下方为控制按钮。一 面板介绍1 调节参数按钮:按钮名称定义*星号1 正常显示时,此键可切换到控制选择菜单。2 处于故障显示模式时,按此键可进行故障复位。向左箭头接此键可使光标向左移向上箭头按此键可增加数值向下箭头按此键可减少数值向右箭头接此键可使光标向右移MODE模式按此键在各模式间切换(正常-故障-电流递增器-参数设定)2 显示屏参数:ABCDEFGHIJKLM0105100020001050000020050000380
2、00000000000000000A09NWNOPQRSTUV域 号 功 能 项 描 述ASEQUENCENUMBER顺序号选择一个顺序进行编辑BINITIALSQUEEZE预压焊枪开始闭合的时间周数.当控制器处于REPEAT重复焊模式时,或在连锁顺序的第二个顺序,不执行预压延时CSQUEEZE加压这是焊枪完全闭合并建立起全部焊接压力时间周数.DPRE-HEATTime预热时间这是预热脉冲的时间周数*EPRE-HEATCurrent预热电流预热脉冲所提供的热量。FCOOL冷却周数在预热和焊接功能项之间等待的周数*GWELDTime焊接时间焊接脉冲的时间周数HWELDCurrent焊接电流焊接脉
3、冲所提供的热量ICOOL冷却在焊接和后热功能项之间的等待周数JPOST-HEATTime后热时间这是后热脉冲的时间周数。KPOST-HEATCurrent后热电流后热脉冲所提供的热量。LHOLD维持在焊接脉冲后的维持时间周数。MOFF休止在顺序重复之前,电极放开工件的周数注:如果休止时间编程周数不是0,控制器将重复焊接顺序.N连接程序在原定程序完成后,接着完成该程序。O网路电压现时网路电压值。P最低网路电压焊接过程中最低的网路电压。Q焊接电流焊接时的焊接电流值。R功率因数焊接时计算出的功率因数。S递增器计数器总的焊接点数。Y递增量显示电流递增量U故障/报警显示故障代码。V焊接/调整设置为“W”
4、时,控制器处在焊接模式,设置为“NW”时,控制器处在调整模式,执行焊接程序时无电流输出。二 前进显示选项(Advance Display Options)Advance Display Options前进显示可选项。可以用它来选择你想允许或禁止的屏幕。用这个选项屏你可选择使用者允许进入和禁止进入那些屏幕。按MODE+*键2秒钟START OF ADVANCE DISPLAY OPTIONS(前进显示可选项开始)01 HEAT SELECT: 加热方式选择(ON)接通02 PILOT ASSIGNMENTS/SCH INHIBIT: 先导分配/程序禁止(OFF)断开03 C-FACTOR/CUR
5、RENT LIMITS: C系数/电流极限(ON)接通04 ANALOG DISPLAY: 模拟量显示(ON)接通05 STEPPER DISPLAY: 递增器显示(OFF)断开06 SETUP DISPLAY: 设定模式显示(ON)接通07 VALVE MAPPING DISPLAY: 阀路线设置显示(ON)接通08 IO MAPPING DISPLAY: 输入/输出路线设置显示(ON)接通09 RELOAD FROM DEFAULTS: 从默认重新下载(OFF)断开10 NETWORK ADDRESS: 网络地址00-99END OF ADVANCE DISPLAY OPTIONS前进显示
6、选项结束以上选项在ON(通)位置时才可显示1-4项按*键可显示,5-8项可按MODE键显示三 加热方式显示选择(Heat Select)Heat Select加热选择显示用于设定在选定的顺序中向每项焊接功能提供触发热量的类型. 按*键(加热方式选择)SCHPRE-HEATWELDPOST-HEAT01( AVC )( AVC )( AVC )SCH:(1-15)程序号:(1-15)PRE-HEAT: (AVC/SLOPE)预热:(自动电压补偿/斜率上升)WELD:(AVC/ACC/AVC-SEAM/ACC-SEAM)焊接:(自动电压补偿/自动电流补偿/自动电压补偿缝焊/自动电流补偿缝焊)POS
7、T-HEAT:(AVC/SLOPE/IMPULSE)后热:( 自动电压补偿/斜率下降/ 脉冲)四 先导分配PILOT ASSIGNMENT P1=01 P2=02 P3=03 P4=04 P5=05 P6=06五 程序禁止(04版以前)按*键(程序禁止)SCHEDULE INHIBITX=OFF A=ACTIVE01A02A03A04A05A06A07A08A09A10A此选项可使某一程序被禁止 X=被禁止 A=有效 上表中 程序0110均为有效六 C系数/电流极限按MODE键(C-系数)SCH#01C-LMTSHI=9999LO=0000CFACT=0000HICURR-LIMIT=9999
8、0LOCURR-LIMIT=00000SCH#01:程序号C-LMTS:C系数上下限HI:上限LO:下限C-FACT:C系数HI CURR LIMIT:电流上限LO CURR LIMIT:电流下限七 比例阀显示按MODE键(比例阀显示)SCHANALOGA=00%MAX WAITACTUALA=00001WINDOWB=00%000CYCVALUESB=000此选项可显示比例阀设定和实际使用情况SCH 程序号 ANALOG WINDOW 模拟量窗口 MAX WAIT最大等待时间ACTUAL VALUE 实际数值八 递增器显示按MODE键(递增器显示)STEPPER=01STEP=01TWC=0
9、0000SWC=00000RESET( )PRGM( )ADDER=+00%TIP DRESS=05STEPPER:递增器STEP:级数TWC:总焊点计数SWC:本级计数RESET:递增器复位PRGM:递增器编程ADDER:递增器递增量TIP DRESS:电极修磨次数光标移动到RESET()处,按键为递增器复位光标移动到PRGM()处,按键为递增器设定(显示)STPR=01STEP 01 ADD=+03%STEP COUNT=0060STEP 02 ADD=+03%STEP COUNT=0180STEP 01 ADD为第一阶梯的递增量STEP COUNT为第一阶梯的设定的焊点数九 设定模式显示
10、按MODE键(设定模式显示)01 STEPPER APPROACHING MAX:(ALERT/FAULT/NONE)递增器接近极限(报警/故障/无)02 END OF STEPPER:(FAULT/NONE)递增器到达极限(故障/无)03 HIGH CURRENT:(ALERT/FAULT/NONE)电流上限(报警/故障/无)04 LOW CURRENT:(ALERT/FAULT/NONE)电流下限(报警/故障/无)05 HIGH C-FACTOR LIMIT:(ALERT/FAULT/NONE) C系数上限(报警/故障/无)06 LOW C-FACTOR LIMIT:(ALERT/FAUL
11、T/NONE) C系数下限(报警/故障/无)07 HALF CYCLE:(ALERT/FAULT/NONE)半周(报警/故障/无)08 VOLTAGE COMPENSATION:(ALERT/FAULT/NONE)电压补偿极限(报警/故障/无)09 INSUFFICIENT LINE VOLTAGE:(ALERT/FAULT/NONE)网络电压不足(报警/故障/无)10 EXTENDED WELD:(ALERT/FAULT/NONE)重焊一次(报警/故障/无)11 CURRENT COMPENSATION:(ALERT/FAULT/NONE)电流补偿极限(报警/故障/无)12 NO ZERO
12、CROSSING SYNC:(ALERT/FAULT/NONE)无过零同期信号(报警/故障/无)13 LOW BATTERY:(ALERT/FAULT)电池电压低(报警/故障)14 WELD PILOT:(ALERT/FAULT/NONE)焊接先导(报警/故障/无)15 SYSTEM COOLING:(ALERT/FAULT)系统冷却(报警/故障)16 WELD PROCEED:(ALERT/FAULT/NONE)继续焊接(报警/故障/无)17 CHAINED SEQUENCE:(ALERT/FAULT)连锁顺序(报警/故障)18 RETRACT PILOT:(ALERT/FAULT/NONE
13、)回抽先导(报警/故障/无)19 BEAT MODE:(ALERT/FAULT/NONE)如果在启动设定参数中选择了BEAT模式,控制器(报警/故障/无)期望焊接先导在预热功能项开始执行前保持有效,若焊接先导提前失效,就产生这一故障条件.20 NO WELD:(ALERT/FAULT)调整(报警/故障)21 HEAT CYCLE LIMIT:(FAULT)加热周数极限(故障)22 I/O FAILURE:(FAULT)输入/输出故障(故障)23 ISO OFF WHEN NEEDED:(FAULT)当需要时隔离器接触器接通时,隔离接触器断开(故障)24 CONTROL STOP:(FAULT)
14、控制器停车(故障)25 PRESSURE NOT ACHIEVED:(FAULT)未达到设定压力(故障)26 ISO CNTR ERR-BRKR TRIPPED:(FAULT)隔离接触器出错,断路器跳闸(故障)27 PRESSURE SWITCH:(ALERT/FAULT/NONE)压力开关(报警/故障/无)28 SEC CURRENT COIL/BOARD:(FAULT)次级电流线圈/次级电流电路板(故障)29 SHOW / HIDE NONE SETUPS:(SHOW/HIDE)显示或隐藏设置为 “无”的设定参数(显示/隐藏)30 INITIATION ON FAULT:(INHIBIT/
15、ALLOW)在故障条件下启动(禁止/允许)31 INDEX PILOT ASSIGN ON REPEAT:(NO/YES)连续焊时是否使先导分配换档(否/是)32 SUCCESSIVE SEQUENCING:(NO/YES)允许或禁止按设定的顺序号依次执行(否/是)33 TRANSFORMER:(AC-WOUND/DC-STACKED/DC-WOUND/AC-STACKED)变压器(交流卷绕/直流叠片/直流卷绕/交流叠片)34 CURRENT LIMIT MODE:(AVERAGE/PEAK)电流极限模式(平均/峰值)35 CURRENT MONITOR MODE:(PRIMARY/SECON
16、DARY)电流监控模式(初级/次级)36 EXTENDED WELD: (DISABLED/ENABLED)重焊一次(禁止/允许)37 HEAT CYCLE LIMIT (0=SEAM):nn (00 - 99)加热周数极限(0=缝焊)38 HALF CYCLE FIRING:(DISABLED/ENABLED)半周触发(禁止/允许)39 ISOLATION CONTACTOR DELAY (SEC):(05)隔离接触器延时40 ANALOG OUTPUT: (VOLTAGE/CURRENT LOOP)模拟输出(电压/电流回路)41 INITIATION FROM RETRACT: (INHI
17、BIT/ALLOW)在处于回抽状态下启动(禁止/允许)42 RETRACT MODE:(LATCHED/UNLATCHED)回抽模式 上闩/不上闩43 RETRACT CYLINDER: (AIR-NORMAL/AIR-INVERTED/AIR-OIL-NO/AIR-OIL-NC)回抽缸: (正向气压/反向气压/汽-液-常开/汽-液-常闭)44 MAXIMUM TIP DRESSES:05最大电极修磨次数45 DATA COLLECTION SAMPLE SIZE:01样品数据采集大小46 DATA COLLECTION SAMPLE FREQUENCY:0001样品数据采集频率47 GUN
18、1 CLOSE TO PRE-BLOCK POS (CY/2):000枪1闭合到预设的阻挡位置(中开裆)48 GUN 1 ADVANCE STOP TIME (CY/2):000用这项参数来编写枪1的动态制动时间, 以周数计49 GUN 1 OPEN FROM BLOCK POS (CY/2):000枪1位置从阻挡位置(中开挡)动作到全开位置50 GUN 1 OPEN TO BLOCK POS (CY/2):000枪1位置从全开位置动作到阻挡位置(中开挡)51 GUN 2 CLOSE TO PRE-BLOCK POS (CY/2):000枪2闭合到预设的阻挡位置(中开挡)52 GUN 2 AD
19、VANCE STOP TIME (CY/2):000用这项参数来编写枪2的动态制动时间, 以周数计53 GUN 2 OPEN FROM BLOCK POS (CY/2):000枪2位置从阻挡位置(中开挡)动作到全开位置54 GUN 2 OPEN TO BLOCK POS (CY/2):000枪2位置从全开位置动作到阻挡位置(中开挡)55 NOMINAL LINE VOLTAGE:000标称网路电压56 WAIT FOR LINE VOLTAGE:000这项参数设定控制器允许继续执行焊接程序的最低网路电压57 LINE VOLTAGE WAIT TIME (CYC)000这项参数规定了控制器允许
20、等待网路电压超过所设定的最低网路电压的时间(周数)58 MAXIMUM LINE PRESSURE (PSI)100最大气路压力(lb/in2 英磅/平方英寸)59 STATIC ANALOG 1 OUT VALVE (PSI):075静态模拟1输出阀(lb/in2 英磅/平方英寸) 这是静态的压力输出,以英磅/平方英寸计, 不是在执行焊接程序时的压力输出 60 STATIC ANALOG 2 OUT VALVE (PSI):075静电模拟2输出阀 (lb/in2 英磅/平方英寸)这是静态的压力输出,以英磅/平方英寸计, 不是在执行焊接程序时的压力输出61 SEC. CURR COIL FAC
21、TOR (X1000):1000次级电流线圈因数62 TIMER #1 (SEC):000#1 计时器 (焊点计数用)(秒)63 TIMER #2 (SEC):000#2 计时器 (焊点计数用)(秒)64 SCHEDULE #1 CNT:000执行程序#1焊点计数65 SCHEDULE #2 CNT:000执行程序#2焊点计数66 TIMER #3 (SEC):000#3 计时器 (焊点计数用)(秒)67 TIMER #4 (SEC):000#4 计时器 (焊点计数用)(秒)68 SCHEDULE #3 CNT:000执行程序#3焊点计数69 SCHEDULE #4 CNT:000执行程序#4
22、焊点计数十 阀设置显示按MODE键(气阀路线设置显示)SCHVALVERETTXRANALOG (PSI)STPRFORGE01010100A=000B=00001000SCH程序号VALVE阀序号RET回抽TXR变压比ANALOG(PSI)模拟量 (lb/in2 英磅/平方英寸)STPR递增器号FORGE锻压阀开始周数十一 I/O设置显示按MODE键(输入/输出设置显示)01 RELOAD IO DEFAULTS:OFF/DEFAULT 1重新装入I/O默认值:断开/默认值102 INITIATION TYPE:BINARY/DISCRETE启动形式二进制/离散式03 VALVE TYPE:
23、BINARY/DISCRETE气阀形式二进制/离散式04 PRESSURE TYPE: ANALOG/PRESSURE SELECT压力形式模拟量/压力选择05 INITIATION MODE:NON BEAT/BEAT启动模式程序一旦启动就执行到底/ 在预热功能项前断开启动信号就放弃程序06 ISOLATION CONTACTOR:DISABLED/ENABLED隔离接触器无效/有效07 INPUT 1:输入122 INPUT 16: 输入1623 OUTPUT 1: 输出132 OUTPUT 10: 输出10INPUT 1-16定义如下:NONE无TIP DRESS MODE电极修磨模式S
24、TEPPER RESET递增器复位TIP DRESS GROUP 2 RESET电极修磨第2组复位TIP DRESS GROUP 1 RESET电极修磨第1组复位GUN 2 CLOSE BACKUP枪2从大开挡转为小开挡GUN 2 OPEN BACKUP枪2从小开挡转为大开挡GUN 1 CLOSE BACKUP枪1从大开挡转为小开挡GUN 1 OPEN BACKUP枪1从小开挡转为大开挡WELD COUNTER RESET GUN 2枪2焊点计数复位WELD COUNTER RESET GUN 1枪1焊点计数复位HEAT DISPLAY SECURITY阻止在加热显示屏幕上修改PROGRAM
25、SECURITY阻止程序修改NO STROKE/NO WELD电极不动作/调整(电极动作但不通电)TRANSFORMER OVERTEMP变压器过热RETRACT PILOT 2回抽先导2RETRACT PILOT 1回抽先导1WELD PROCEED 2继续焊接2WELD PROCEED 1继续焊接1PRESSURE SWITCH压力开关TIP DRESS RESET电极修磨复位FAULT RESET故障复位STEPPER RESET GROUP 2递增器复位组2STEPPER RESET GROUP 1递增器复位组1ISOLATION CONTACTOR SAVER隔离接触器储器触点节省装
26、置WELD/NO WELD焊接/调整WELD INITIATE焊接启动BINARY SELECT 32/PILOT 6二进位选择32/先导6BINARY SELECT 16/PILOT 5二进位选择16/先导5BINARY SELECT 8/PILOT 4二进位选择8/先导4BINARY SELECT 4/PILOT 3二进位选择4/先导3BINARY SELECT 2/PILOT 2二进位选择2/先导2BINARY SELECT 1-PILOT 1二进位选择1/先导1OUTPUT 1-10定义如下:NONE无输出REQUEST TO WELD请求焊接FAULT故障TIP CHANGE REQ
27、UIRED GROUP 2电极更换要求组2TIP CHANGE REQUIRED GROUP 1电极更换要求组1TIP CHANGE REQUIRED电极更换要求TIP DRESS REQUEST GROUP 2电极修磨要求组2TIP DRESS REQUEST GROUP 1电极修磨要求组1TIP DRESS REQUEST电极修磨要求GUN 2 CLOSE BACKUP枪2从大开挡转为小开挡GUN 2 OPEN BACKUP枪2从小开挡转为大开挡GUN 1 CLOSE BACKUP枪1从大开挡转为小开挡GUN 1 OPEN BACKUP枪1从小开挡转为大开挡SCHEDULE ALARM程序
28、报警ADVANCE VALVE 2向前动作阀2ADVANCE VALVE 1向前动作阀1FORGE锻压阀WELD/NO WELD MISMATCH焊接/调整不匹配WELD/NO WELD焊接/调整PRESSURE SELECT 4压力选择4PRESSURE SELECT 3压力选择3PRESSURE SELECT 2压力选择2PRESSURE SELECT 1压力选择1END OF HOLD维持结束RETRACT 2/OHMA BLOCK 2回抽2/OHMA阻挡位置2RETRACT 1/OHMA BLOCK 1回抽1/OHMA阻挡位置1WATER SAVER冷却水节省装置STEPPER APP
29、ROCHING MAX递增器接近极限END OF STEPPER递增器到达极限READY TO WELD已准备好进行焊接WELD COMPLETE焊接完毕STEPPER SAM/EOS GROUP 2递增器接近极限/递增器到达极限 组2STEPPER SAM/EOS GROUP 1递增器接近极限/递增器到达极限 组1ALERT报警NO FAULT无故障WELD IN PROGRESS/INIT ACK焊接进行中/确认启动焊接INTENSIFICATION VALVE增压阀VALVE6/BINARY VALVE 32阀6/二进位阀32VALVE5/BINARY VALVE 16阀5/二进位阀16
30、VALVE4/BINARY VALVE 8阀4/二进位阀8VALVE3/BINARY VALVE 4阀3/二进位阀4VALVE2/BINARY VALVE 2阀2/二进位阀2VALVE1/BINARY VALVE 1阀1/二进位阀1关于C-FactorC系数C-FactorC系数是能提供的最大次级电流百分之一变化的电流值.C系数等于焊接过程中总共可获得电流的1%. C系数有各种用途: 它可用作一个I%值和实际电流值之间的转换系数. C系数的变化表达了焊接环境的变化.每次焊接之后,MedWeldT2200计算实际C系数.微处理器将平均次级电流除以焊接时的触发的I%来算出C系数.C系数是:C-Fa
31、ctor=Iprixn/%IxVnominal/Vline=Isec/%IxVnominal/Vline其中C-FactorC系数,Ipri初级电流,n=变压器匝数比,Vnominal额定初级电压,Vline焊接时实际电网电压,Isec次级电流C系数随着次级回路条件的变化而变化.C系数降低表明总的系统容量在减少.当焊机电流回路电阻增加时,这就很明显.由此,又造成次级回路的恶化.(电缆磨损和接触连接处恶化是二个例子.)C系数下降的例子在一个用次级软连接的转台式焊枪机构,焊枪通电时将牵引电缆.此力会造成电缆中多芯导线断裂.当剩下的导线束越来越少,电流通道将会减少,电阻增加.为此,C系数将会下降.可
32、用以下数据来说明: 控制器在触发下列焊接功能项WELD10CYC10000A焊接10周10000安培 开始控制器需要53%来取得10,000A.过一段时间,控制器实际需要60%来取得要求的10,000A. 开始的C系数=10,000A/53%=189. 最终的C系数=10,000A/60%=167.相反地,在C系数增加的场合,系统的总能力增加.这种C系数的增加是与焊接环境的短路或分流联系起来的.当产生短路或分流后,并非全部电流都通过整个焊接回路,造成电阻减小.这是一个需要十分关心的问题.如果不是全部电流通过焊点,将使焊接电流低于要求值.根据分流的严重程度,很有可能形不成焊点核心.C系数增加的例
33、子在这个例子中,一个机器人用一根无感电缆.机器人的动作使电缆扭曲.由此造成电缆内的导线相互摩擦.这种动作最终使电缆绝缘破坏.一旦出现这种破坏,无感电缆中的导线间开始产生分流.随着分流的增加,通过焊点的电流将会减少,而电流通道将会增加,造成了C系数增加.这可用以下数据来说明: 焊接控制器在触发下列功能项:WELD10CYC65%I焊接10周65%I 开始时控制器看到12,450A. 在发生电缆内部导线短路后,控制器可能看到14,300A. 开始的C系数=12,450A/65%=192. 最终的C系数=14,300A/65%=220.C系数能用于提醒维修人员一个焊机的次级回路正在恶化.你能按电流门
34、槛建立起C系数的上下限以满足焊接过程的需要.当焊接过程测到C系数的上下限被超过,它就激活HIGH/LOWC-FACTORLIMITC系数上下限条件(此条件可在设定参数中定义为Fault故障或Alert报警). C系数下限是一个监视条件,通常定义为ALERT报警. C系数上限是一个焊接质量事件,通常定义为FAULT故障.LowC-FactorC系数下限C系数下限能测出电缆和导电接触的恶化.如何决定一个下限:在另一个例子中,一个焊接程序在递增器程序结束时需要14,000A.但同时你又不希望超过焊机最大电流容量的90%.这就意味着焊机的最小全电流容量为15,500A.因此,C系数下限为155.Hig
35、hC-FactorC系数上限C系数上限能测出次级分流.如何决定一个下限例如,一个点焊的应用需要10,000A.,而最大可获得的电流为20,000A.那么C系数为200.但是,当模拟分流条件发现C系数为230时,焊点质量不符标准,那么C系数上限为230.编写焊接顺序本章介绍MedWeldT2200如何编写焊接顺序.其主要方面有进入Normal/Programming正常/编程模式.阅读和理解焊接状态数据.Chaining连锁几个焊接顺序设定控制器的Weld/NoWeld焊接/调整状态.1. 在Normal/Programming正常/编程模式下工作010520002001050000202005
36、000048046532527750022703304F06NW编写焊接程序是在Normal/Programming正常/编程模式下进的.当接通电源后,控制器会显示3个开始启动屏幕,然后进入Normal/Programming正常/编程模式屏幕.你也能从任何其他模式或屏幕打开或回到这个屏幕.为此,根据需要重复按MODE键.一个同以下例子相似的屏幕会出现:1. 1选择一个焊接顺序010520002001050000202005000048046532527750022703304F06NW按下列步骤来选择一个焊接顺序:1.如果光标不处于上图的域(1),按键或键把它移到那里.2.按或键来选择要阅读
37、或编辑的顺序.1.2编写Initial Squeeze预压周数时间123456789101112130105200020010500002005000048046532527750022703304F06NW按下列步骤来编写预压周数时间.1.如果光标不处于上图的域(2),按键或键把它移到那里.2.按键来增加数字或键来减少它.1.3编写Squeeze加压周数时间123456789101112130105200020010500002005000048046532527750022703304F06NW按下列步骤来编写加压周数时间.1.如果光标不处于上图的域(3),按键或键把它移到那里.2.按键来
38、增加数字或键来减少它.1.4编写PRE-HEAT预热周数时间123456789101112130105200020010500002005000048046532527750022703304F06NW按下列步骤来编写PRE-HEAT预热脉冲周数时间.1.如果光标不处于上图的域(4),按键或键把它移到那里.2.按键来增加数字或键来减少它.1.5编写PRE-HEAT预热电流值123456789101112130105200020010500002005000048046532527750022703304F06NW按下列步骤来设定PRE-HEAT预热电流值:1.如果光标不处于上图的域(5),按键
39、或键把它移到那里.2.按键来增加数字或键来减少它.附注:在HeatSelect加热选择的触发模式将会影响如何来编写电流.当选用AVC时,焊接热量是按最大可获得的初级电流百分数来编写.当选用ACC时,焊接热量编写为次级电流值(A.安培数).在Heat Select加热选择显示上所作的任何修改将会使电流值复位到它们的最低值:对AVC为20%,对ACC为00000A.请参阅加热选择显示.1.6编写COOL冷却周数时间123456789101112130105200020010500002005000048046532527750022703304F06NW二个冷却周数(域#6和#9)是可编写的.按下
40、列步骤来编写COOL冷却周数时间:1.如果光标不处于上图的域(6)或域(9),按键或键把它移到那里.2.按键来增加数字或键来减少它.1.7编写WELD焊接周数时间按下列步骤来编写控制器将提供的焊接周数:123456789101112130105200020010500002005000048046532527750022703304F06NW1.如果光标不处于上图的域(7),按键或键把它移到那里.2.按键来增加数字或键来减少它.附注:这项数值将受触发模式的影响.若选择AVC或ACC缝焊,当焊接先导为有效时,控制器将一直重复焊接功能项.当撤除先导后,控制器将执行顺序中的下一个功能项.1.8编写W
41、ELDCurrent焊接电流123456789101112130105200020010500002005000048046532527750022703304F06NW按下列步骤来设定焊接电流值.1.如果光标不处于上图的域(8),按键或键把它移到那里.2.按键来增加数字或键来减少它.附注:请记住:你在HeatSelect加热选择显示中所选定的触发模式将决定焊接热量.对这个设定作的任何修改将使焊接电流复位到它的最低可设定值:对AVC是20%,对ACC是00000A.1.如果光标不处于上图的域(9),按键或键把它移到那里.2.按键来增加数字或键来减少它.1.9编写POST-HEAT后热周数时间1
42、23456789101112130105200020010500002005000048046532527750022703304F06NW按下列步骤来编写后热周数时间.1.如果光标不处于上图的域(10),按键或键把它移到那里.2.按键来增加数字或键来减少它.如果后热功能项用来定义焊接脉冲,则按上述步骤来输入控制器将重复的焊接脉冲数.脉冲由加热和冷却周数组成,其周数则在WELD焊接和COOL冷却功能项中规定.附注:当在HeatSelect加热选择显示中对后热触发模式选定为Impulse脉冲时,此值就不再表示后热周数时间.它代表将提供的焊接脉冲数.(一个焊接脉冲由焊接周数与冷却周数组成.)1.1
43、0编写POST-HEAT后热电流123456789101112130105200020010500002005000048046532527750022703304F06NW按下列步骤来设定后热电流值:1.如果光标不处于上图的域(11),按键或键把它移到那里.2.按键来增加数字或键来减少它.附注:若对后热触发模式选择为Impulse脉冲,则该项数值就不会显示,也不能编写.请先导分配显示.1.11编写维持周数时间按下列步骤来编写HOLD维持周数时间.123456789101112130105200020010500002005000048046532527750022703304F06NW1.如
44、果光标不处于上图的域(12),按键或键把它移到那里.2.按键来增加数字或键来减少它.附注:如果焊接顺序被连锁到另一个顺序,该功能项就不执行.(在连锁顺序中,祗有最后一个顺序的Hold维持和OFF休止周数才被执行.)1.12编写休止周数时间123456789101112130105200020010500002005000048046532527750022703304F06NW按下列步骤来编写OFF休止周数时间:1.如果光标不处于上图的域(13),按键或键把它移到那里.2.按键来增加数字或键来减少它.附注:如果这个顺序连锁到另一个顺序,此功能项就不执行.连锁顺序中的最后一个顺序才执行功能项.(
45、除非在设定参数中选用了DUAL双气缸形式),在连锁顺序的重复焊中,重复从第一个顺序的squeeze加压功能项开始.祗有在双气缸形式下,重复才会从连锁顺序中第一个顺序的第一个功能项开始.在OFF休止时间内,ENDOFHOLD维持结束输出有效,此输出保持时间与OFF休止周数相同.2.关于焊接状态数据01 05 20 00 20 0 10 50 0 00 20 05 0000 480 464 32527 75 00227 03304 F06 NW网路电压焊接时最低网路电压测到故障(F06)或报警(A06),在这里卷动平均次级电流功率因数递增器焊点计数递增器的递增量(递增器加在焊点上的递增热量)屏幕的
46、下一行显示了当所选择的顺序最后一次启动时,控制器所收集的焊接状态数据.状态信息只表示了收集的数据,不能编写修改. 每焊一点,这个显示就更新一次.你无法将光标移到这些域.你祗能修改这一行的的第一个和最后一个域来选择WELD/NOWELD焊接/调整状态和连锁到那一个焊接顺序.这些在以下几节中进行描述.3.连锁顺序你可用显示下一行的第一个域来设置控制器从现在选择的焊接顺序连锁到另一个顺序.这个连锁能力使一个焊接顺序中可增加更多的焊接功能项.在Chaincommand连锁命令域,即下图中的高亮区,通常是设置为00.若不是00,就代表在执行完当前顺序的后热功能项后,连锁到那一个焊接顺序号.01 05 2
47、0 00 20 0 10 50 0 00 20 05 00_0 480 464 32527 75 00027 03304 F06 NW连锁到的顺序号连锁能提高在一个顺序内的灵活性和焊接能力.用它来加到控制器的固定焊接程序(预热,焊接,后热)中去.一次焊接内通不同焊接电流,更为复杂的操作等成为可能.当MedWeldT2200开始一个连锁顺序,它执行连锁顺序中第一个顺序的每项功能项,直至完成后热功能项.然后,跨越HOLD维持和OFF休止而直接跳到它连锁到的焊接顺序.附注:控制器不执行连锁到新焊接顺序的启动功能项(预压,加压和预热).它跳到焊接和后热功能项,并核查是否再连锁到第三个顺序.如果焊接和后
48、热功能项没有连锁到其他顺序,控制器就执行HOLD维持和OFF休止功能项.如果它被连锁到另一个顺序,则就再一次跨越HOLD维持和OFF休止周数而跳到新顺序的焊接功能项.理论上,MedWeldT2200能执行一个由所有50个顺序组成的连锁顺序.(任何连锁顺序中,Chaincommand连锁命令域设为0的顺序是它最后一个顺序.)但很少实际应用中会需要这么复杂的连锁.正常情况下,一个连锁顺序仅由二到三个顺序组成.也有可能重复一个连锁焊接顺序.此时将连锁顺序的最后一个顺序的OFF休止时间不设为0即可.在OFF休止周数内,控制器处理焊接故障并激活ENDOFHOLD维持结束输出(如果没有测到故障的话).这使
49、控制器在测到故障情况下能在接到ENDOFHOLD维持结束输出通知启动另一次焊接前仃止任何自动操作.连锁并非是典型的应用.附注:在一个连锁顺序中,每个顺序都祗允许用一次.若编写二次,控制器会发出CHAINEDSEQUENCEERROR连锁顺序出错故障.4.选择WELD/NOWELD焊接/调整状态显示下一行的另一个可编写的域是WELD/NOWELD焊接/调整域.01 05 20 00 20 0 10 50 0 00 20 05 0000 480 464 32527 75 00227 03304 F06 NWWELD/NOWELD焊接/调整域此域表示当前选择的状态.此状态可以改变.WELD焊接模式允
50、许触发脉冲去接通焊接变压器初级.在NOWELD调整模式,控制器运行程序但不向工件提供焊接电流.附注:此域仅表示焊接电流是否被允许,它不表明最后一次焊接是否提供了焊接电流.如果控制器处于NOWELD调整,(不论是在Normal/Programming正常/编程显示上被禁止或是由于SYSTEMCOOLING/NOWELD系统冷却/调整输入成为无效),控制器将在不通焊接电流的情况下运行程序.在故障显示区(域13)将显示SYSTEMCOOLIING/NOWELD系统冷却/调整故障. 欲从Normal/Programming正常/编程模式改变当前选择的模式(WELD焊接或NOWELD调整),按下列步骤操
51、作:按或键将光标移到Normal/Programming正常/编程屏幕上的WELD/NOWELD焊接/调整域.欲选择WELD焊接,按键,欲选择NOWELD调整,按键.欲选择Fault故障或StepperStatus递增器状态模式,按MODE;或用或键继续进行编程工作.T2200- I/O定义INPUTINPUT 1INPUT 2INPUT 3INPUT 4INPUT 5INPUT 6INPUT 7INPUT 8INPUT 9INPUT 10INPUT 11INPUT 12INPUT 13INPUT 14INPUT 15INPUT 16OUTPUTOUTPUT 1OUTPUT 2OUTPUT 3
52、OUTPUT 4OUTPUT 5OUTPUT 6OUTPUT 7OUTPUT 8OUTPUT 9OUTPUT 10 葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃肆芀螂羂膈蒅蚈羁芀芈薄肀羀蒃葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃
53、肆芀螂羂膈蒅蚈羁芀芈薄肀羀蒃葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃肆芀螂羂膈蒅蚈羁芀芈薄肀羀蒃葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃肆芀螂羂膈蒅蚈羁芀芈薄肀羀蒃葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁
54、肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃肆芀螂羂膈蒅蚈羁芀芈薄肀羀蒃葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃肆芀螂羂膈蒅蚈羁芀芈薄肀羀蒃葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂
55、膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃肆芀螂羂膈蒅蚈羁芀芈薄肀羀蒃葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃肆芀螂羂膈蒅蚈羁芀芈薄肀羀蒃葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃肆芀螂羂膈蒅蚈羁芀芈薄肀羀蒃葿肀肂芆螈聿膅蒂螄肈莇芅蚀肇肆薀薆蚄腿莃蒂蚃芁薈螁蚂羁莁蚇蚁肃薇薃螀膅荿葿蝿芈膂袇螈肇莈螃螈膀芁虿螇节蒆薅螆羂艿蒁螅肄蒄螀袄膆芇蚆袃艿蒃薂袂羈芅蒈袂膁蒁蒄袁芃莄螂袀羂蕿蚈衿肅莂薄袈膇薇蒀羇艿莀蝿羆罿膃蚅羆肁荿薁羅芄膁薇羄羃蒇蒃羃肆芀螂
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
