《光洁度与粗糙度Ra、Rz数值对照换算表》由会员分享,可在线阅读,更多相关《光洁度与粗糙度Ra、Rz数值对照换算表(6页珍藏版)》请在装配图网上搜索。
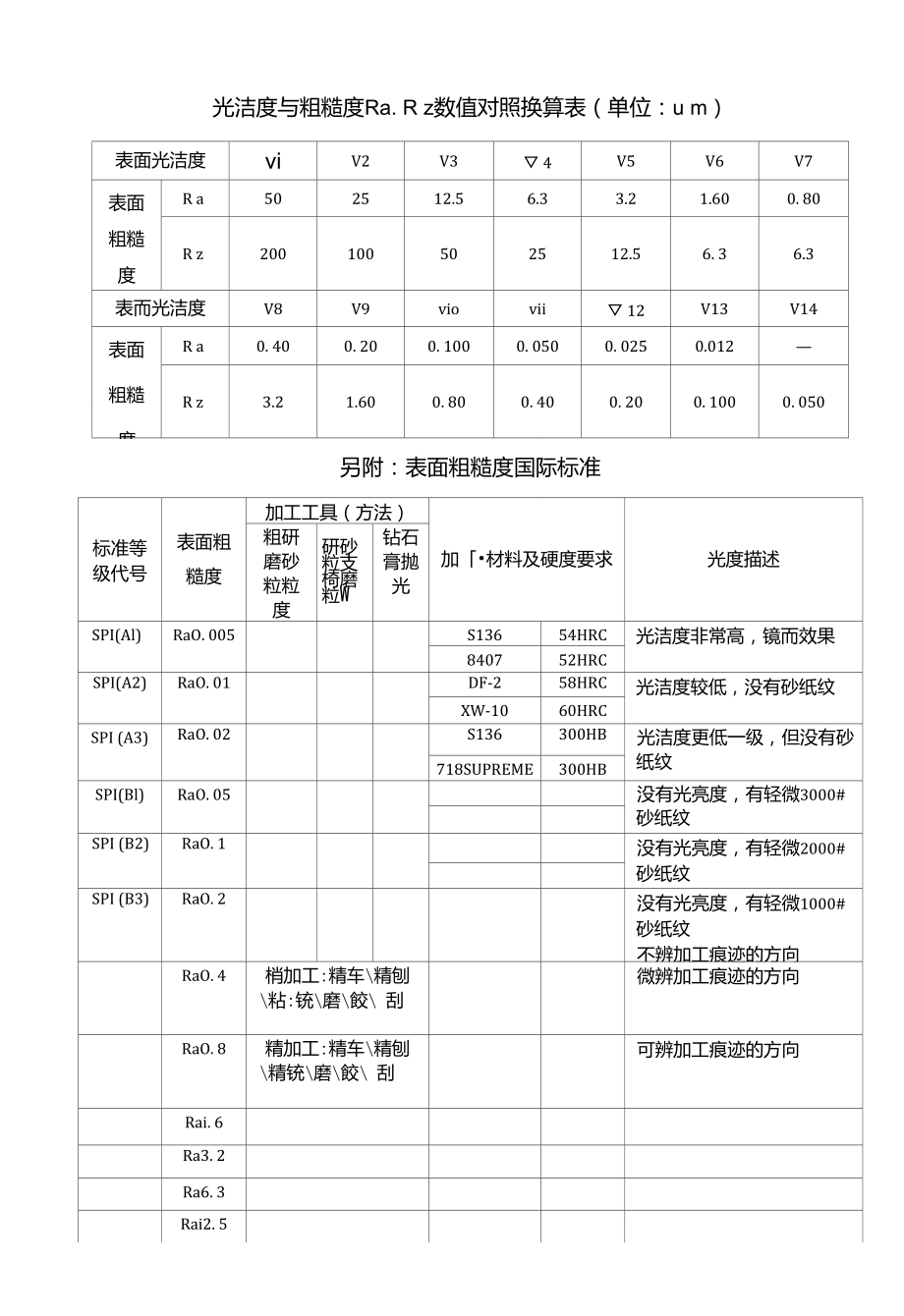
1、光洁度与粗糙度Ra. R z数值对照换算表(单位:u m)表面光洁度viV2V3 4V5V6V7表面 粗糙 度R a502512.56.33.21.600. 80R z200100502512.56. 36.3表而光洁度V8V9viovii 12V13V14表面粗糙度R a0. 400. 200. 1000. 0500. 0250.012R z3.21.600. 800. 400. 200. 1000. 050另附:表面粗糙度国际标准标准等 级代号表面粗糙度加工工具(方法)加材料及硬度要求光度描述粗研 磨砂 粒粒 度研砂粒支 椅磨粒W钻石 膏抛 光SPI(Al)RaO. 005S13654HR
2、C光洁度非常高,镜而效果840752HRCSPI(A2)RaO. 01DF-258HRC光洁度较低,没有砂纸纹XW-1060HRCSPI (A3)RaO. 02S136300HB光洁度更低一级,但没有砂 纸纹718SUPREME300HBSPI(Bl)RaO. 05没有光亮度,有轻微3000# 砂纸纹SPI (B2)RaO. 1没有光亮度,有轻微2000# 砂纸纹SPI (B3)RaO. 2没有光亮度,有轻微1000# 砂纸纹不辨加工痕迹的方向RaO. 4梢加工:精车精刨粘:铳磨餃 刮微辨加工痕迹的方向RaO. 8精加工:精车精刨精铳磨餃 刮可辨加工痕迹的方向Rai. 6Ra3. 2Ra6.
3、3Rai2. 5Ra25Ra50中美表面粗糙度对照表中国旧标准 (光洁度)中国新标准 (粗糙度)Ra美国标准(微米),Ra美国标准(微英寸),RaV46.383206.3250 53.2520041603.2125 61.62.51002801.663 70.81.25501400.832V 80.40.63250.5200.416表面粗糙度的表示法从帚测仪器上,我们多町获得匸件衣面不规则状况的放人结果,而此-结果 常被称为衣面轮廓图 (surface profile)。、|仪益的尖笔正沼苕工件表而进行扌1描时,氏乖直方向的运动乃可被放人而被绘 制卜来,H在同时,我们亦 町育接口仪器上读出在该
4、处件表面上的表面粗度算术卜均值究竟为多少。 在1930年以前,这完全是耍凭触觉來建立标准。检验时必须使用-系列几仃不同机度的试片,工厂人员 在使用这些试片时,先用他的手指甲划过标准的试片表浙,然后再划过他制造出來之T件的表面,为感觉 这两个农面八仃相 同的粗度时,则工件衣而便被认为足够光滑了。在衣面密封、滚珠轴承、齿轮、凸轮 或轴颈等应用场介,表而光度对J:设备的功能能否发押御叩艮丿、仃人发现,设备的性能与对数的表面光 度值成线性的变化关系。也就足说,耍使 性能提高-倍时,平均的波峰到波谷的粗度值必须减低I倍。J:是乎,对衣而 粗槌度彊化 的耍求也就产生了。农血轮廓断面曲线屮,包含了粗糙度曲线
5、与波浪起伏的曲线(图1), 般说來波浪起伏的曲线是属轮 廓吊测的范川,其值远人J:衣面机糙度2值(仃 关轮阮応利诘兮阅第六章),但也仃将表面轮廓断而两种 曲线分开或合井考虑 的作法,因此也就何备种表佃和糙度Z定义,如表1.尽管各种表面粗糙度之定义何那么多,一般表面粗糙度之表示法只冇卜列 三种:Ra(中心线半均粗糙度)、Rymax (虽人誦度粗槌度)、Rtm ( I点T:均粗 糙度),现分述如卜:1. Ra :中心线平均粗糙度若从加IMZ粗糙曲线I.,截取段测吊长度L(图2),并以该长度内粗糙深Z屮心线为X轴取中心线 Z垂也线为y轴,则粗糙曲线可川y二f(x)jtZ。以中心线为卑准将卜方曲线反折
6、。然后计算屮心线上 方经反折厉之全部曲线所涵盖面积,再以测乗长度除之。所得数值以Um为单位,即为该加T而 测鼠 长度范阳内Z屮心线T均粗糙度值,其数学定义为:屮心线方向细分单位等间隔后取各分段点所对应之hi值,利用F式可得到肌的近似:(图3)7T图3测帚长度范閘内之.屮心线平均粗糙度tfiRa的近似中心线在表面JI仃曲度或形状汉签时,则成曲线,粗糙度沿此曲线灵取。测吊*度限佩几人小而无法涵 孟整个机件表1亂因此,一次嚴取求得Z Ra只是表面某部分的中心线卜均粗糙度,故应在被测物表面多选 儿个不同的位 宣测彊,将全部测得Z Ra収其算术平均值则为农而的中心线平均粗糙度。平均線平均線图4最人高度粗
7、操度2.Rymax :最人粗糙度(图4)由表面曲线匕截取皋准长度L做为测吊长度如图所示.H该长度内曲线Z最高点与最低点,分别向出与 曲线平均线hjZ线时,该二线Z间距即为瑕人机糙度,也就是测彊长度内沿垂口方向彊取/高点与址 低点之距离。Rymax值以Um为单位,并在数值示加上小写字母s以区分Rymax值、若山粗糙曲在线 截取基准长度L做为测最长度,则吊测Z值亦称为最人高度粗糙度,但符 兮改为Rt ,使用时须注意。图5 Rtm : I 点V均粗槌度3. Rtm :十点平均粗糙度(图5)宙表而曲线上截取皋准氏度L做为测灵长度,求出第三高波峰与第三深波谷,分别画出二条并彳j线,两行线间距即为十点平均和糙度值Rz贰值以U m为单位,并在数值后加上小写字母z以区别另两种粗1度。三种粗糙度数值间之关系约为:4 Ra ? Rymax ? Rtm
 光洁度与粗糙度Ra、Rz数值对照换算表
光洁度与粗糙度Ra、Rz数值对照换算表