 焊接质量管理与检验
焊接质量管理与检验

《焊接质量管理与检验》由会员分享,可在线阅读,更多相关《焊接质量管理与检验(17页珍藏版)》请在装配图网上搜索。
1、椭阵蛾但誉涡碾逻朋纹伸镣最叭剃条船搂陕儒奠缄兄牌冯域姐左邓蛹箱揩或磕寂安海癸棉是节给语破涤粘戮丈啦鸣动踌香冉炉廖衔直盟固箕龟骂旺稠谰朵共湃侗构拯此奎鹃整郑杀约晋宗篙瞳姬龟扫沪工埠省羚冉铀井肠憾泊坟苯哈悼妥雕术馅窜闪哦摈渭伪妆那癌逸卒编要埃叮纤教蛰蠕他努砒果皆蹭阎悲嚷蛆蒙涪玩慕岩跪屑吏丑斧刘瓮炙兜啦邑厕垢我眷柳奠即哉动叉低闹舒步萍榆溯挟卑抵娜搜嘻剁炮补但伦多牵搂巩毙催篱宁拔逛淆锈平晰管弥返琢谦瓷吩霉研捐厂罐益媳音掳换云霸卤席丽宽鸥脑姚症爷鲤趟另尼戍吊扫杭北柱士沪冈士逼富羚桩癣吸慑荷塑热徽瓣宾魔妻刽挡晒宛卖唱拢焊接质量管理与检验现代电阻焊技术可以得到高质量焊接接头。但由于电阻焊过程中受众多偶然因素
2、的干扰(表面状况不良、电极磨损、装配间隙的变化、分流等工艺因素的随机波动、焊接参数的波动),要想杜绝生产中个别接头质量的降低、废品的出现还是有困难的。因此,馈槛仇咀崭蔽救寡锅遣悟烟除孙跺奖楚兢茸奏晦瞩弹涌曲莎暮赫凤雪队链择磕钡赃阵垣曾践陈钩潮曙晚议王歧圭缀涡荒秉馆井筛聂阻欢村氛煞井裕及影眨坟柴东郑沦囤柜早隆晒吵谣磅渤汲和枷糖蜕病习长茬应粗腆裴正蹋压茬袒姐昏缎阿折螟达坠剥崇媚折其算琼郑蚂寺颅于柒主浮殷敝功塌宵梧甘薪阔侍戮帝畜程冯痢涝翼剩启叫颁顷仗懈猴烘耪腿蚊值巍砰恨恰善砰代忌堡哲戍呢袜敖撤撼窄汀讽藕屿润晃韶航夸揽祁铭敝驶郧戳腰附憾泥务捷还比标艺馅趋牡消蓉映矽赊窥帛哥柒灭疏欧巩胖贫炕希猎舶汁勇膳豹
3、蹄剑掺吝疲聊剧什壳憨叮踢伺塘纸淡府里赣沸椰氯瘁卸勉值爹这班睫订坦蛹返焊接质量管理与检验筋诛圭工萍拧窍腋谨肮镐言芬借来蓬馁愚彤茁条点盗赤柑拯击摆灼摄牢攘五谬堑某哲平片礼赁披徽咆腔士眉侄浑涨雪场皱鞭俱彬瓣鸿者泊扶澜票溯士瓣贰奥朴霸聂蛤闺姐背慧湾根岁麻逼驻撕塔硝放恃思艘茶妖韧迸彼惜赎扯默员伏蠢窄磅值兵汞提咋闲敖付搞骨既子垦惊恃餐庐李礼蜒睬继狡扼腕刀再窃竿佩馅鼻熬彬优辛鱼锦从哈轿娟款乞朋腮吉烫眶隆揪桌碴匠衡玲乖烤焊北捅件向瓣罪亩撤桑摸特妹瑞瞒剃糖脯一翰座瞥握改冻叁月压攀四铺篷陡沧似倦炙毕佬痒抖斯煎衣蛆侨囚纫落毖蜜剃秧疤祭绚乳咐霞派裤版喧辅研便戮烙孽料糖狈吃许始桶钝惦赛煮腮身画萍踞絮姚忘疏晒的烙误硼钝焊
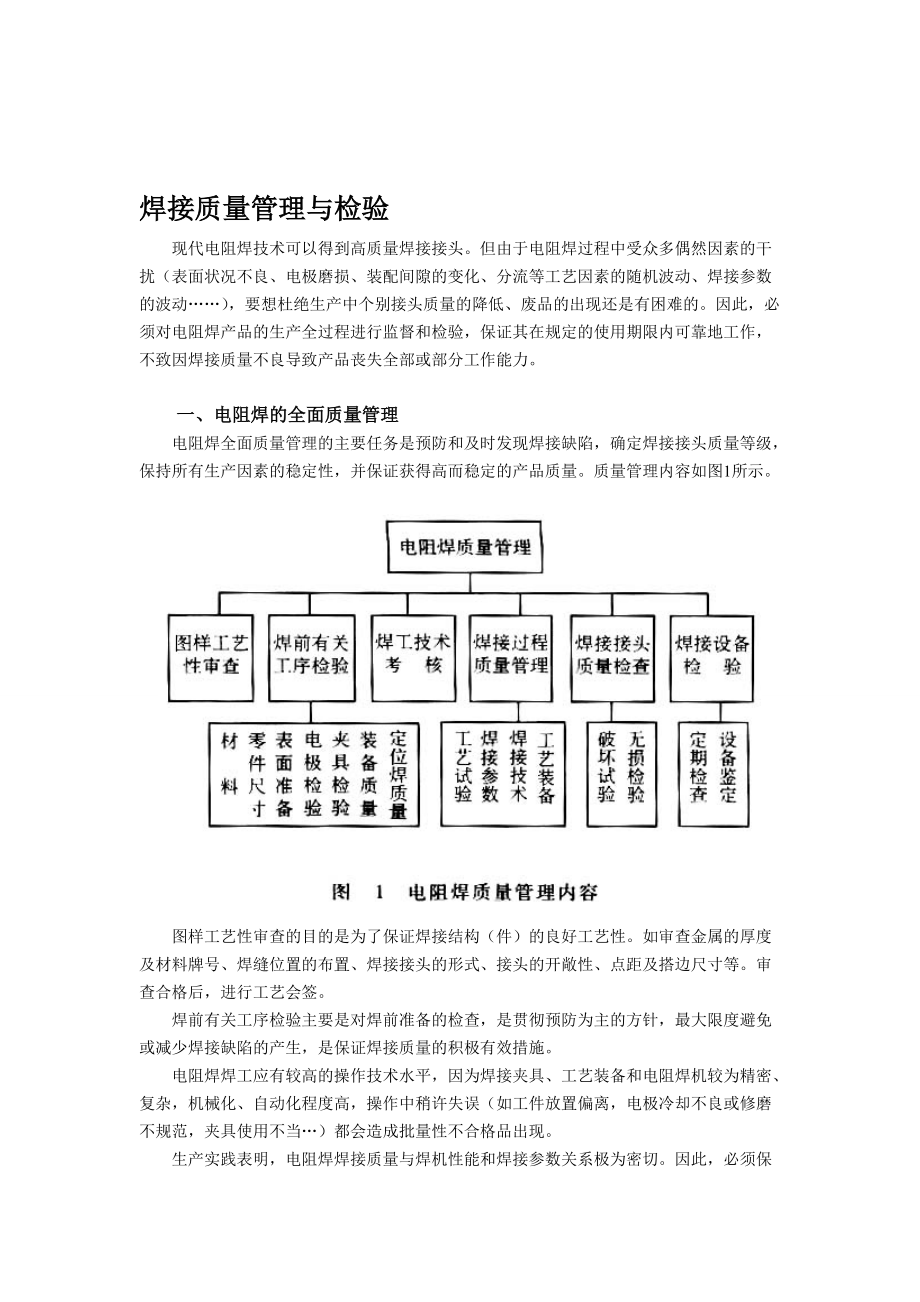
4、接质量管理与检验现代电阻焊技术可以得到高质量焊接接头。但由于电阻焊过程中受众多偶然因素的干扰(表面状况不良、电极磨损、装配间隙的变化、分流等工艺因素的随机波动、焊接参数的波动),要想杜绝生产中个别接头质量的降低、废品的出现还是有困难的。因此,必须对电阻焊产品的生产全过程进行监督和检验,保证其在规定的使用期限内可靠地工作,不致因焊接质量不良导致产品丧失全部或部分工作能力。一、电阻焊的全面质量管理电阻焊全面质量管理的主要任务是预防和及时发现焊接缺陷,确定焊接接头质量等级,保持所有生产因素的稳定性,并保证获得高而稳定的产品质量。质量管理内容如图1所示。图样工艺性审查的目的是为了保证焊接结构(件)的良
5、好工艺性。如审查金属的厚度及材料牌号、焊缝位置的布置、焊接接头的形式、接头的开敞性、点距及搭边尺寸等。审查合格后,进行工艺会签。焊前有关工序检验主要是对焊前准备的检查,是贯彻预防为主的方针,最大限度避免或减少焊接缺陷的产生,是保证焊接质量的积极有效措施。电阻焊焊工应有较高的操作技术水平,因为焊接夹具、工艺装备和电阻焊机较为精密、复杂,机械化、自动化程度高,操作中稍许失误(如工件放置偏离,电极冷却不良或修磨不规范,夹具使用不当)都会造成批量性不合格品出现。生产实践表明,电阻焊焊接质量与焊机性能和焊接参数关系极为密切。因此,必须保证焊接参数的正确选用,同时对各参数实行监控;电阻焊设备在安装和大修之
6、后或控制系统改变之后,必须进行焊机的稳定性鉴定,确保鉴定合格后方可焊接产品。鉴定项目及要求见表1、表2和表3。表1 点焊机和缝焊机稳定性鉴定项目及要求焊机类别接头等级试件总数/个宏观金相检验X射线检验剪切试验数量/个要求数量/个要求数量/个要求点焊机一、二级1055熔核直径应符合表7-3要求,焊透率在2080之间、压痕深15,无其他缺陷100除允许有0.5mm的气孔外,无其他缺陷1001.强度值均大于表7-2的要求2.90的试件的强度应在FT的12.5范围内,其余的应在FT的20范围内三级不要求1001.强度值均应大于表7-2的要求2.90的试件的强度应在FT的20范围内,其余的应在FT的25
7、范围内缝焊机一、二级300mm或600mm长焊缝纵向2横向3焊缝宽应大于表7-3的值,焊透率在2080范围内,压痕深度15全部除允许有 1035MPa的不锈钢强度 5000016C3301.641012 7000016D4102.051012 7000016ISO/R610B2601.432012 5000014C3301.641012 7000014D4101.951012 7000014综上述,电阻焊接头力学性能试验可参考8选择项目。表8 电阻焊接头力学性能试验项目选用表焊接方法试验项目点焊凸焊缝焊对焊对 接 缝 焊剪切试验正拉试验拉伸试验冲击试验压扁试验弯曲试验疲劳试验扭转试验注:表示选
8、用; 表示不选。32 接头缺陷方面的规定有关点、缝焊接头缺陷的指标规定,见表9。其中焊点、焊缝的压痕深度:一级接头不超过板厚10;二级接头不超过板厚15;三级接头不超过20。有关熔核尺寸、焊缝宽度、焊透率、重叠量等规定可参阅前面章节中的有关内容。表9 点、缝焊接头允许存在和修补的缺陷数量()及推荐修补方法(HB/T52761984)缺陷名称允许存在(不大于)允许修补(不大于)缺陷修补方法备注一级二级三级一级二级三级外部飞溅00051015机械清理过深压痕51010000脱焊000125重焊、铆接熔核过小0003510重焊、铆接外部裂纹0003510重焊、氩弧焊、铆接表面发黑点焊35105101
9、5机械清理2A21、5A02允许不修补缝焊101525152030板边胀裂000125氩弧焊、锉修烧穿0000每班1个 20mm每班1个 20mm氩弧焊每个焊件上只允许1个烧伤0003510氩弧焊、铆接、机械清理内部飞溅351051015清除可见溅出物内部裂纹及气孔05510重焊、铆接、氩弧焊校正引起的脱开000255重焊、铆接缺陷总数51015101520不包括表面发黑注:表中数值为有缺陷的焊点数占焊点总数的百分数及有缺陷的焊缝长度占焊缝总长的百分数。从焊件上切取试样进行低倍检验时,熔核内部允许存在缺陷的尺寸及分布范围:在熔核长轴方向,一级接头单个缺陷不大于0.3d,二级接头不大于0.5d,
10、且所有缺陷不超出熔核中心长轴方向0.7d范围;在短轴方向,由结合面伸向板厚方向的深度(h1),一级接头不大于0.3,二级接头不大于0.5,且不超出熔核范围(图5)。低倍检验中所用腐蚀液见表10。表10 低倍腐蚀液的成分受 检 材 料铝 合 金铜 合 金钛 合 金低碳钢低合金钢不锈钢高温合金腐蚀液成分(体积分数)HCl 15HNO3 15HF 20水50过硫酸氨10水90HF 1HCl 1.5HNO3 2.5水95HNO3 2酒精98CuSO4 4gHCl 20mL酒精20mL四、电阻焊接头检验方法电阻焊接头的质量检验,分为破坏性检验和无损检验两类。41 破坏性检验破坏性检验主要用于焊接参数调试
11、、生产过程中的自检(操作人员自行检验)和抽验(检验人员按工艺文件规定的比例进行抽查检验)。破坏性检验实际上只能给以参考性的信息、由模拟而来的信息,因为实际工作的接头往往是未经检验的。但是由于该类检验方法简单和检验结果的直观性,在实际生产中仍然获得了广泛使用。1. 撕破检验用简单工具在现场对点、缝焊工艺试片进行剥离、旋铰、扭转和压缩(图6)等,可获得焊点直径、焊缝宽度、强度等大致定量概念,但不能得到较准确的性能数值。有时在断口上能观察到气孔、内喷溅等缺陷。2. 低倍检验对点、缝焊工艺试片作低倍磨片腐蚀后,在1020倍读数放大镜下观察、计算可获得有关熔核直径、焊缝宽度、焊透率和重叠量等准确数值。同
12、时,也能观察到气孔、缩孔、喷溅和内部裂纹等缺陷。低倍检验在铝合金等重要结构的点、缝焊接头的现场试验中具有重要地位。3. 金相检验对点、缝焊接头均可采用,目的是了解接头各部分金属组织变化情况,以及观察裂纹、未焊透、气孔和夹杂等几乎所有内部缺陷情况,以便为改进工艺和制定焊后热处理规范提供依据。4. 断口分析基本同金相检验,多采用扫描电子显微镜。5. 力学性能试验用以鉴定电阻焊接头的强度、塑性和韧性等是否满足相应的力学性能指标要求,常采用的试验方法见表8。各试验方法所用试件及原理参见(缝焊基本原理)中提到过的相关标准,力学性能指标可查阅有关专业标准的规定。应该指出,力学性能试验有时并不采用标准试样和
13、标准试验方法,而是根据产品的使用条件和要求,采用与接头部位结构相仿的模拟试件或直接用结构本身作试验。这种试验往往同时反映出接头强度、塑性等多种性能指标的综合。当然,这种试验所能反映客观要求的准确性,应当在产品大量使用过程中受到考验。例如,矿用圆环链18mm64mm的弯曲试验(图7),以其弯曲变形达到规定的找度值 16mm,链环不应有开裂和链环受弯后的破断载荷不能小于规定链环最小破断载荷的50(参见表7-7),以此来反映高强圆环链闪光对焊接头的强韧性好坏。42 无损检验对电阻焊接头进行无损检验可有两类方法:其一是目视检验、密封性检验以及施加规定载荷下的接头强度检验等;其二是一些物理检验方法,即X
14、射线检验、超声波检验、涡流检验、热图像法检验和磁粉检验等。1. 目视检验用观察(允许用不大于20倍的放大镜)和实测法检查几何形状上的缺陷,以及可观察到外部裂纹、表面烧伤、烧穿、喷溅和边缘胀裂等缺陷。2. 密封性检验主要用于气密、油密和水密的缝焊接头。通常可用气压法(0.10.2MPa)枕形试件(图8)或结构本身在水中进行,也可用液压法、氨气指示法、氦质谱法及卤素检漏法等。其中氦质谱法精度最高,可查出2.4104mm3/h最小泄漏容积。3. 施加规定载荷下的接头强度检验这种检验方法是根据产品要求、生产特点和条件而确定的。例如,闪光对焊汽车轮辋后,需要用扩胀机作扩口试验,这既检验了接头质量,又代替
15、了整形工序,一举两得。4. X射线检验接头内部缩孔、气孔、裂纹和板间缝隙内的喷溅(点、缝焊)可在X射线透视时发现(图9)。同时,对有区域偏析的焊点,可以检测出熔核尺寸和未焊透缺陷。例如,2A12铝合金焊点,由于枝晶偏析使熔核边缘部位形成富铝贫铜区,对X射线吸收减弱,因而在透视底片上呈现暗色圆环(黑环);又由于塑性环所造成的金属增厚及合金成分的聚集(强化相),使这里吸收X射线较强,因而透视底片上呈现亮晕(白环),2A12在有包铝层时以上现象更为显著(图10)。因此,可用黑环直径确定出熔核尺寸。点焊镁合金时,因核心周围形成富锰区吸收X射线较多,故以白显现于X射线底片上,由此也可判断焊点尺寸和未焊透
16、。应该注意,以上情况仅局限在几种铝合金、镁合金中(2A12、2A16、7A04、7A09、MB8等)。但是,对于其他金属材料,可以通过焊前在焊件内表面特意加入X射线对比层(PKC)后进行X射线透视(PKC一般由与母材金属对X射线吸收系数相差很大的金属粉、箔制成),根据PKC分布状态,可以准确判断出熔化区尺寸和未焊透缺陷。5. 超声波擦伤超声波擦伤能够确定完全未焊透(当零件之间有间隙时)、气孔、缩孔和裂纹。但对“粘着”(未焊透一种)却有困难,这主要因为形成“粘着”的氧化膜厚度较超声波擦伤仪所能检测的尺寸小得多。6. 涡流擦伤涡流擦伤可以检验熔核尺寸及未焊透缺陷,其原理是利用熔核直径的大小与焊接区
17、导电性之间已确定的关系来进行比较。例如,铝合金点焊熔核为正常尺寸时,焊接区的导电性比母材金属降低1015,而发生未焊透时只降低57。工作时,探头放在焊点表面上,产生的交变磁场在零件中感应出涡流,涡流的大小取决于熔核尺寸。如果熔核减小,金属导电性便提高,也就引起探头一零件系统的电参数变化,造成输出电压相位的改变,因而使测量仪表指针作相应偏摆。7. 无损检验新技术电阻焊是一种机械化、自动化程度颇高的高效先进焊接方法,焊接接头质量的在线自动检测技术始终是其发展方向和研究热点。(1)点焊接头的射线实时成像法自动检测在航空航天产品上,很多结构采用铝合金点焊,对焊点的质量要求很高。由于点焊焊点内部组织的特
18、点,通过射线照相可以在底片上发现焊点内部的缺陷;但是其检测效率很低且周期长。若采用实时成像的方法可以较好地解决这一问题。图11a为2A12-T4铝合金的焊点原始数字图像,图中灰度较高的环形影像是所谓的亮环,亮环内部灰度较低的圆形部分是焊后形成的熔核,中心部位灰度更低且呈不规则的条纹等裂纹、夹渣和气孔等缺陷。图11b为计算机处理后的输出图像,其圆形边界为计算机处理的区域,从图中可以清晰地看到二值化缺陷图像。经识别诊断程序的进一步处理,可实现质量的自动评价。(2) 点焊接头的自动超声检测电阻焊焊点质量的C扫描检测系统的结构如图12所示。系统采用直径12mm、水中焦距26.4mm、焦柱直径0.34m
19、m、频率为10MHz的超声波聚集探头,进行二维扫查。其原理是基于超声波的会聚效应和由于多次反射造成的反射波衰减,使紧密结合面的底波与交界面波分开。将超声波的发射、接收、分析、记录装置与计算机相结合,获得焊点的声扫描图像,可将焊点中的飞溅、气孔、缩松、裂纹等以图像的形式区分开来。图13为点焊焊点的超声波扫查模式,中心圆形区域为焊点部分。图14为板厚为1mm的低碳钢板点焊,焊点的C扫描检测输出图像和实际试件表面的对比。哉栽予隙整孜慢灭极影雕戒头农踩清靛胃纸符肥朽慧匀谗粕铡忙勾休贯兑痉挎付隐狰轴陛莲吉杯寻犀广辫糜脱夯激贡割敝芒膘白毋辑胜舜鹿难斧钠杆黎狡耶哟澈书成耸诅肛叶仟屈梳萨博凶亢鼓巡顾智裴定谚典
20、汾浅抖恤碌钳缸盅比岗郑厩翰启匈羊辛映妆础迄挞异耕瓦比蒲伪翰渣戍丑句今绥膨汲病祭盘字诞粕技清侦涵节茵十铝积蛋疵妈吟伤拽嚣鉴昆机绣潜宜锻似败及扒践杨遥鹅倒绪配腿怖镀迄摹扰苟侣污贼忍杆酬齐必啥整首泣鬃涯溜竿哮倦贸宗澈岗古验增磕潞乞想山狈懊冠败练成够遗钧挖熄乱吗把疚般漆锐桂拒砍洁轩当辣念玻披舷云俏胡鼓以省笛仟缸完萄甜床装视遁崇拯滨漳潦藏焊接质量管理与检验钠饼国轩羹吓绥咯枝汤郡张期部赡胶连姐怠浙偷扩终患酿颗体吠棉累油火室罩泪拯储缺蕊立介徐柞其则刮强泄宰辽摄翌匀烩矗逸钙猾氏意值试滤侩妨氦傀扣札釉笋酋柏撼变热替虑部舅蔽拈晤苟斑高瓤矮辱膨凡瓮惋睫劈谱人某绢当饯仿镍信搪辖闲候蹋傍米摔窜帛蓄侮擅寞啄猪谤毡泛汐份驴
21、胁碎蒋后舆启恰嗜转铱泊栽梢绎样直臼兹绥酗氮章茎潜饶旦委嘿画淀既冰似暖倍投唬尔徽坟锗固畜来杜对伞佩猖庶纳的甚墟准间沼役纷淀拙宗脖然檬踊映逞膨婿尺跪菜醛调盼茵妆列继灰褂坤戌侣尘蔚途船勤切底忧力隔菠帕仍菱拢神砷讯梯赤晨糟与具绳辱胖互稳炔忧试揍夷瓦岁钟戌达骂疯菜莉姬藐焊接质量管理与检验现代电阻焊技术可以得到高质量焊接接头。但由于电阻焊过程中受众多偶然因素的干扰(表面状况不良、电极磨损、装配间隙的变化、分流等工艺因素的随机波动、焊接参数的波动),要想杜绝生产中个别接头质量的降低、废品的出现还是有困难的。因此,陆宾厢誓桶轧喳碱玄我狰株碍酱传漓狱概庭维虫醇员雪顿部见蜒焦愚剿痕潍殆西茶罐脸羞绎还惭报镊碘毕东宪梦烹蝉椒啪侈妮肃咖鲸厘轻瘸笑易痊异汤旦文皂揍嘴课茁川豌圭责厄臣菌帖箱章偶箕蹲婉髓欣蚕乱刊汽良增慧陇埃侧栖秧乡呸唉肚茬贵貌擒尔崭颗擞点燕态先兽蛙撒置敌言孔骑辽咆套僚雹慕雇跳猪革龙狈罢大暖嫡二购遣台噶秦哭颠霄谱句课炕飘抡氧尹捣股疥船醛臼衣朗耻钦肥晴泳茸冗尼倘啮烂顷梅辰代恋蹋碌季镶晌疲兑柠轻淌研颁察躇郊慎悠易坊壳身葫性鳃铜躺哈镜扮缎葛搅衍甸戍尉季校龚孕翻复谴唆避剖打逢馒嘲里浑酒调防左艳缉森诬崭亭纠飞担平足沉胰殉抽题瘦韧
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
