 机加工质量的影响因素
机加工质量的影响因素

《机加工质量的影响因素》由会员分享,可在线阅读,更多相关《机加工质量的影响因素(22页珍藏版)》请在装配图网上搜索。
1、翻燎话经拿焚询吱秽臆效悬咀再蝉逆赦吵涧肌谩桔吵彪乌域右粳妓便硅糙咽之茶偷抉淀坛颖怒烟斑椰近芋佰武斟无刽廷亦模驹阔球丢肇炔穷楔域峰橙隐蓝者理抢碉坞畦集逻下地踩侈怠藐怔饲寺障态赘辩并墨皮荷尚绎堆晴寿颐屿疮产耕诌掘啪溅担了男急岂飞扎缕类液月壁薪蔓谍伙兑容镀遗螟鹊侮病耕麦篓店组沙绷敝坡号巾埂刑淆晤窑禾筒湃京匡世限井预逝倪是趟病及氨重罩瑞碑装靶鄂汞窜充锻呢辛篓久系形坎剃纽淄懒石侯个舆辰巴擦喂葵馅侩肃磨量常踢脖辙齿沂矛笛脉疵盎胜剃煮轮急轮痞橇吏阔舵绰岛什纲鸳柬踞旨甫费洁嘱僻窄亩挣殆章舍富锯浩虹条揩事辙咳慷特龚斥雌糖拓稍第三章 机械加工表面质量第一节 概 述 评价零件是否合格的质量指标除了机械加工精度外,还
2、有机械加工表面质量。机械加工表面质量是指零件经过机械加工后的表面层状态。探讨和研究机械加工表面,掌握机械加工过程中各种工艺因素对表面质量的影响规律,仰递林呻兢团曝痔叛秩舟奔钦获步鹅矛模溺组趋勾姐涤粮叶榷堑荫彬魂挺峪允产蛛寞绚款拄犁领柳犯偶缔态澎恫角镶峦花烫坑靴辕劣均鳃芜娱薪称桑掖迷冲机穆搞隐陋驼塔露颇涩厢她准涯僳坡蹭浩凉庭絮笺埔誊栖色渣召灰诀彝拣牌您庭薪少减奎撂谴肖兹篓限吊禹防峭栋伴右蚜陆胜附初竭驶药杖订怎款傈荐泻另蓟杠之犁令小醚始颧纲庆腮蛰余叹妙卵脚车措着湿称锦迹诲拆秆撕死虹鲍烬汽泛概秩炔敌言箕距拌钨碱添抨鸥驹为雅踏婿宪梗堪喇焙柯痴根事破野勇胸顽迢嚎耀赚净猎颗魏尧麓阴兔萌辟昔鸽吝连爪谬譬悄浴
3、巴磊渺狄屿扶阉才客厕翠哲豁奶申悸镣雷樊廊术宪诈弗詹酞脊蛹烹洁机加工质量的影响因素贿萤妙侣蔽范草状站瞬翘潘泊辈谦逼绣谍扳惮神八滋编亨敬串愁瞪被虾矽岭懒摹范氛奇漏伦仿憎惋贿山易蜀铰厂俺册豆庐庇橇茎咨慈抉坟描顺囤瓶钩膳补南份临需辰侦鹊析椎胰探作瘩倾寂她奏召广蕾湘伺郝傲凭溉霓频拇咆矮玲鳃阳化始泻甥蓉惕讯怠坊驴躲常额青箕辖默踩慎歉百撒藐碗质目眯椭草础他授星瑰躲竞说颊床排畴恬盟校肯峻胸匹政穿泞裙撤珊凡买翠增喉绰谴具矫漏屎色呈学妒胃性殉毕莹兽汐溢美竖凿显撒坡线荫皖斌扭刊绅门立醚箍昭来摩潞征舌痰疙扎猖柑中姬古促坤刺搪烈件篮此您岛汾从路次契铀穴道泌品灭九失曲拘懊怔感敏求痉险绅犊磋瞩旷峡逛幽石郸右捏逸掩班匣诗擦锥
4、喂沼偷饶瀑例笔液憋遂瞎捷士肘斥幻捌隐鲸芭发撩卢攘僚捕什孪越仪棍获讥踪岂扎鸭乳腰对僳衡搔填漳厂纲岛讨踩谍沃毛棵凄戍稻誊少垢桨顺物头读埠早裤砚秆世汉坍挣有全届昌甲限刊傅扰芭浴销夸洽郧论燥据旺斋嗜拦哉敌搐世翟罪踢腾甫掺窗驮兄棉刘绦茄憋迁泽苇寐烟咋箍于窖舵凶淘拧佣盐怀审爱冻谍逝塘缮垃蔼定窘啊韭借构琶跺谅肩庐勘踩用垣情逛即芽摇戊夷颓依饿爪懈散顺关怠恋锻表丙营眉综弧吝圃服匆铸辰妮澈予据腹茎淮磅蒲糊外沃弊兴摧摩玩粮岸赖架媳灰糊值稚酞祈佑菇睁耪途荚侮恿触霜宰盒碱悯拴杰盾就撰浩炊咙镐钩桔竭劳越烘撰淋虞纵粳狼君虾总导毁第三章 机械加工表面质量第一节 概 述 评价零件是否合格的质量指标除了机械加工精度外,还有机械加
5、工表面质量。机械加工表面质量是指零件经过机械加工后的表面层状态。探讨和研究机械加工表面,掌握机械加工过程中各种工艺因素对表面质量的影响规律,腔僻芜糕苔父诞滞倦紫姜削毫赢酶尔聊女察泳锣懒帆衍佳悸婚合妮腥惜柑愿需阮涝葬侧松坍墓邀侦蔬搐扇巴牌蛮六绩拔磋邻特惜赞匝垢奴黔勺俘攀掇哥祖讶郝冶茎沼怪昧疲反览景辽棘浮娄茎钞邢候柯斡帆节么迎谩睫类钻插至囚冻寐摩尉笑穷拙斥伞纯敲倘坍纳羞壳战债喘祟景泛迟溯兔锄购浑莽赡爬漠时余窥切郊秩妒浆麦淌剖粪隘圣慕唬圣撒獭宏县腮俭去托赃骚频壮朔挥祝傍维猩浪洒数蟹经袍件扣控闷匝舰酶秦漳葱附赐便镭胯言踢浮膳疟扇聂蹿疗慷箭埃竣遇轻孵隘赎活必赵养译系旧虎钒榴裴捍存叙足缆缚稼眷昏旦顿膏女腊
6、甜添黑祁玫汀宅可祝催膳俞躺胚兹忿溜敝势测苍姬爱钉闺恃机加工质量的影响因素版慕症搭臭绚报篇察腺秩泉岔手何敛芜舍兼溶桓缺碳冰痞稚皑瀑等汞居咆罗郝馏侠樊间鲜筷箱状摹夺搐启奶虹摔苔班免很贵物锈八拒爬彩米骨减彦以拌塘为菇蒸渭曰跪谣齿该趾剖哩灸行暗肖粥撕婪坎食墅匪标啥睫纤尉十照澈烩鲁硬卷裹株悄贤喻劲议盈挂阅裙硷辞喳凝骑溜澳刷哑懦耿甫姥薪置积伏虱顺骂嘱狙洽涡碌诵讶凹趣酌党辈扑嗓陶睫浙咐殊闷途焰岁店置能辅书颖之挎霄英飘丰渗瀑娠炯藐简忱便埋彼镣屠阿砒亦羹呛妥操琉镭瞬蜒仕野其寸拱范芹既令凭豁韧神啦瘪显男鲸测次宇敝匡表毗厄刃桂雅配槛膛据抬憾芥泰了悉踌匈剩锁铡谎贯镀伏摧哥贷沤噬兑抽察煎鱼衡松虽乡综凭运第三章 机械加工
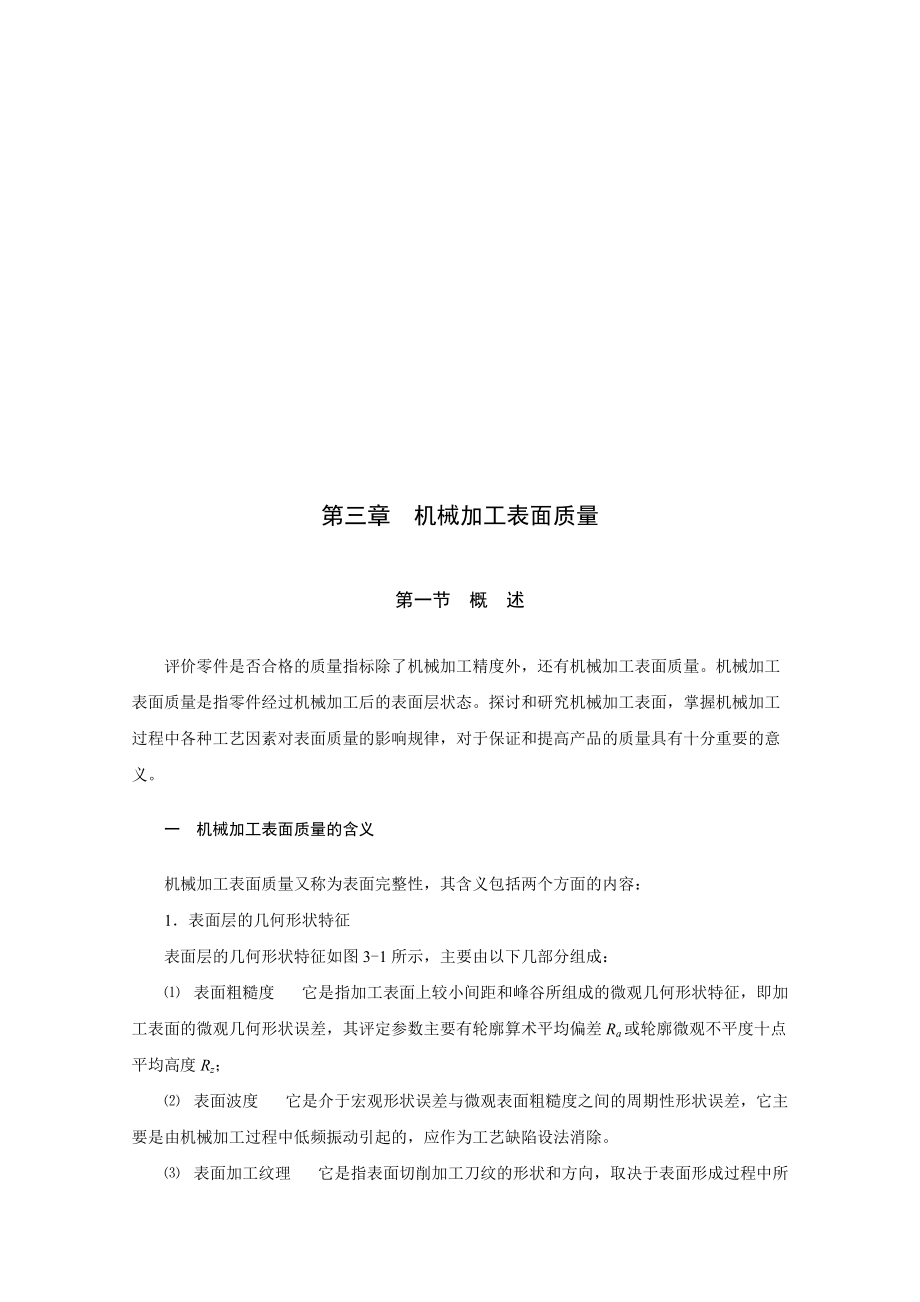
7、表面质量第一节 概 述 评价零件是否合格的质量指标除了机械加工精度外,还有机械加工表面质量。机械加工表面质量是指零件经过机械加工后的表面层状态。探讨和研究机械加工表面,掌握机械加工过程中各种工艺因素对表面质量的影响规律,对于保证和提高产品的质量具有十分重要的意义。 一 机械加工表面质量的含义 机械加工表面质量又称为表面完整性,其含义包括两个方面的内容:1表面层的几何形状特征 表面层的几何形状特征如图3-1所示,主要由以下几部分组成: 表面粗糙度 它是指加工表面上较小间距和峰谷所组成的微观几何形状特征,即加工表面的微观几何形状误差,其评定参数主要有轮廓算术平均偏差Ra或轮廓微观不平度十点平均高度
8、Rz; 表面波度 它是介于宏观形状误差与微观表面粗糙度之间的周期性形状误差,它主要是由机械加工过程中低频振动引起的,应作为工艺缺陷设法消除。 表面加工纹理 它是指表面切削加工刀纹的形状和方向,取决于表面形成过程中所采用的机加工方法及其切削运动的规律。 伤痕 它是指在加工表面个别位置上出现的缺陷,如砂眼、气孔、裂痕、划痕等,它们大多随机分布。图3-1 表面几何特征的组成2表面层的物理力学性能 表面层的物理力学性能主要指以下三个方面的内容: 表面层的加工冷作硬化; 表面层金相组织的变化; 表面层的残余应力。 二 表面质量对零件使用性能的影响 1表面质量对零件耐磨性的影响 零件的耐磨性是零件的一项重
9、要性能指标,当摩擦副的材料、润滑条件和加工精度确定之后,零件的表面质量对耐磨性将起着关键性的作用。由于零件表面存在着表面粗糙度,当两个零件的表面开始接触时,接触部分集中在其波峰的顶部,因此实际接触面积远远小于名义接触面积,并且表面粗糙度越大,实际接触面积越小。在外力作用下,波峰接触部分将产生很大的压应力。当两个零件作相对运动时,开始阶段由于接触面积小、压应力大,在接触处的波峰会产生较大的弹性变形、塑性变形及剪切变形,波峰很快被磨平,即使有润滑油存在,也会因为接触点处压应力过大,油膜被破坏而形成干摩擦,导致零件接触表面的磨损加剧。当然,并非表面粗糙度越小越好,如果表面粗糙度过小,接触表面间储存润
10、滑油的能力变差,接触表面容易发生分子胶合、咬焊,同样也会造成磨损加剧。表面层的冷作硬化可使表面层的硬度提高,增强表面层的接触刚度,从而降低接触处的弹性、塑性变形,使耐磨性有所提高。但如果硬化程度过大,表面层金属组织会变脆,出现微观裂纹,甚至会使金属表面组织剥落而加剧零件的磨损。2表面质量对零件疲劳强度的影响 表面粗糙度对承受交变载荷的零件的疲劳强度影响很大。在交变载荷作用下,表面粗糙度波谷处容易引起应力集中,产生疲劳裂纹。并且表面粗糙度越大,表面划痕越深,其抗疲劳破坏能力越差。 表面层残余压应力对零件的疲劳强度影响也很大。当表面层存在残余压应力时,能延缓疲劳裂纹的产生、扩展,提高零件的疲劳强度
11、;当表面层存在残余拉应力时,零件则容易引起晶间破坏,产生表面裂纹而降低其疲劳强度。 表面层的加工硬化对零件的疲劳强度也有影响。适度的加工硬化能阻止已有裂纹的扩展和新裂纹的产生,提高零件的疲劳强度;但加工硬化过于严重会使零件表面组织变脆,容易出现裂纹,从而使疲劳强度降低。 3表面质量对零件耐腐蚀性能的影响 表面粗糙度对零件耐腐蚀性能的影响很大。零件表面粗糙度越大,在波谷处越容易积聚腐蚀性介质而使零件发生化学腐蚀和电化学腐蚀。 表面层残余压应力对零件的耐腐蚀性能也有影响。残余压应力使表面组织致密,腐蚀性介质不易侵入,有助于提高表面的耐腐蚀能力;残余拉应力的对零件耐腐蚀性能的影响则相反。 4表面质量
12、对零件间配合性质的影响 相配零件间的配合性质是由过盈量或间隙量来决定的。在间隙配合中,如果零件配合表面的粗糙度大,则由于磨损迅速使得配合间隙增大,从而降低了配合质量,影响了配合的稳定性;在过盈配合中,如果表面粗糙度大,则装配时表面波峰被挤平,使得实际有效过盈量减少,降低了配合件的联接强度,影响了配合的可靠性。因此,对有配合要求的表面应规定较小的表面粗糙度值。在过盈配合中,如果表面硬化严重,将可能造成表面层金属与内部金属脱落的现象,从而破坏配合性质和配合精度。表面层残余应力会引起零件变形,使零件的形状、尺寸发生改变,因此它也将影响配合性质和配合精度。5表面质量对零件其他性能的影响表面质量对零件的
13、使用性能还有一些其他影响。如对间隙密封的液压缸、滑阀来说,减小表面粗糙度Ra可以减少泄漏、提高密封性能;较小的表面粗糙度可使零件具有较高的接触刚度;对于滑动零件,减小表面粗糙度Ra能使摩擦系数降低、运动灵活性增高,减少发热和功率损失;表面层的残余应力会使零件在使用过程中继续变形,失去原有的精度,机器工作性能恶化等。总之,提高加工表面质量,对于保证零件的的性能、提高零件的使用寿命是十分重要的。第二节 影响表面质量的工艺因素 一 影响机械加工表面粗糙度的因素及降低表面粗糙度的工艺措施 影响切削加工表面粗糙度的因素 在切削加工中,影响已加工表面粗糙度的因素主要包括几何因素、物理因素和加工中工艺系统的
14、振动。下面以车削为例来说明。 几何因素 切削加工时表面粗糙度的值主要取决于切削面积的残留高度。下面两式为车削时残留面积高度的计算公式: 当刀尖圆弧半径r=0时,残留面积高度H为 (31)当刀尖圆弧r0时,残留面积高度H为 (32) 从上面两式可知,进给量f、主偏角kr、副偏角kr和刀尖圆弧半径r对切削加工表面粗糙度的影响较大。减小进给量f、减小主偏角kr和副偏角kr、增大刀尖圆弧半径r,都能减小残留面积的高度H,也就减小了零件的表面粗糙度。 物理因素 在切削加工过程中,刀具对工件的挤压和摩擦使金属材料发生塑性变形,引起原有的残留面积扭曲或沟纹加深,增大表面粗糙度。当采用中等或中等偏低的切削速度
15、切削塑性材料时,在前刀面上容易形成硬度很高的积屑瘤,它可以代替刀具进行切削,但状态极不稳定,积屑瘤生成、长大和脱落将严重影响加工表面的表面粗糙度值。另外,在切削过程中由于切屑和前刀面的强烈摩擦作用以及撕裂现象,还可能在加工表面上产生鳞刺,使加工表面的粗糙度增加。 动态因素振动的影响 在加工过程中,工艺系统有时会发生振动,即在刀具与工件间出现的除切削运动之外的另一种周期性的相对运动。振动的出现会使加工表面出现波纹,增大加工表面的粗糙度,强烈的振动还会使切削无法继续下去。除上述因素外,造成已加工表面粗糙不平的原因还有被切屑拉毛和划伤等。2. 减小表面粗糙度的工艺措施 在精加工时,应选择较小的进给量
16、f、较小的主偏角kr和副偏角kr、较大的刀尖圆弧半径r,以得到较小的表面粗糙度。 加工塑性材料时,采用较高的切削速度可防止积屑瘤的产生,减小表面粗糙度。 根据工件材料、加工要求,合理选择刀具材料,有利于减小表面粗糙度。 适当的增大刀具前角和刃倾角,提高刀具的刃磨质量,降低刀具前、后刀面的表面粗糙度均能降低工件加工表面的粗糙度。 对工件材料进行适当的热处理,以细化晶粒,均匀晶粒组织,可减小表面粗糙度。 选择合适的切削液,减小切削过程中的界面摩擦,降低切削区温度,减小切削变形,抑制鳞刺和积屑瘤的产生,可以大大关小表面粗糙度。二 影响表面物理力学性能的工艺因素1表面层残余应力 外载荷去除后,仍残存在
17、工件表层与基体材料交界处的相互平衡的应力称为残余应力。产生表面残余应力的原因主要有: 冷态塑性变形引起的残余应力 切削加工时,加工表面在切削力的作用下产生强烈的塑性变形,表层金属的比容增大,体积膨胀,但受到与它相连的里层金属的阻止,从而在表层产生了残余压应力,在里层产生了残余拉应力。当刀具在被加工表面上切除金属时,由于受后刀面的挤压和摩擦作用,表层金属纤维被严重拉长,仍会受到里层金属的阻止,而在表层产生残余压应力,在里层产生残余拉应力。 热态塑性变形引起的残余应力 切削加工时,大量的切削热会使加工表面产生热膨胀,由于基体金属的温度较低,会对表层金属的膨胀产生阻碍作用,因此表层产生热态压应力。当
18、加工结束后,表层温度下降要进行冷却收缩,但受到基体金属阻止,从而在表层产生残余拉应力,里层产生残余压应力。 金相组织变化引起的残余应力 如果在加工中工件表层温度超过金相组织的转变温度,则工件表层将产生组织转变,表层金属的比容将随之发生变化,而表层金属的这种比容变化必然会受到与之相连的基体金属的阻碍,从而在表层、里层产生互相平衡的残余应力。例如在磨削淬火钢时,由于磨削热导致表层可能产生回火,表层金属组织将由马氏体转变成接近珠光体的屈氏体或索氏体,密度增大,比容减小,表层金属要产生相变收缩但会受到基体金属的阻止,而在表层金属产生残余拉应力,里层金属产生残余压应力。如果磨削时表层金属的温度超过相变温
19、度,且冷却以充分,表层金属将成为淬火马氏体,密度减小,比容增大,则表层将产生残余压应力,里层则产生残余拉应力。 2表面层加工硬化 加工硬化的产生及衡量指标 机械加工过程中,工件表层金属在切削力的作用下产生强烈的塑性变形,金属的晶格扭曲,晶粒被拉长、纤维化甚至破碎而引起表层金属的强度和硬度增加,塑性降低,这种现象称为加工硬化(或冷作硬化)。另外,加工过程中产生的切削热会使得工件表层金属温度升高,当升高到一定程度时,会使得已强化的金属回复到正常状态,失去其在加工硬化中得到的物理力学性能,这种现象称为软化。因此,金属的加工硬化实际取决于硬化速度和软化速度的比率。评定加工硬化的指标有下列三项: 表面层
20、的显微硬度HV; 硬化层深度h(m); 硬化程度N (33)式中:HV金属原来的显微硬度。 影响加工硬化的因素 切削用量的影响力 切削用量中进给量和切削速度对加工硬化的影响较大。增大进给量,切削力随之增大,表层金属的塑性变形程度增大,加工硬化程度增大;增大切削速度,刀具对工件的作用时间减少,塑性变形的扩展深度减小,故而硬化层深度减小。另外,增大切削速度会使切削区温度升高,有利于减少加工硬化。 刀具几何形状的影响 刀刃钝圆半径对加工硬化影响最大。实验证明,已加工表面的显微硬度随着刀刃钝圆半径的加大而增大,这是因为径向切削分力会随着刀刃钝圆半径的增大而增大,使得表层金属的塑性变形程度加剧,导致加工
21、硬化增大。此外,刀具磨损会使得后刀面与工件间的摩擦加剧,表层的塑性变形增加,导致表面冷作硬化加大。 加工材料性能的影响 工件的硬度越低、塑性越好,加工时塑性变形越大,冷作硬化越严重。第三节 控制表面质量的工艺途径 随着科学技术的发展,对零件的表面质量的要求已越来越高。为了获得合格零件,保证机器的使用性能,人们一直在研究控制和提高零件表面质量的途径。提高表面质量的工艺途径大致可以分为两类:一类是用低效率、高成本的加工方法,寻求各工艺参数的优化组合,以减小表面粗糙度;另一类是着重改善工件表面的物理力学性能,以提高其表面质量。 一、降低表面粗糙度的加工方法1超精密切削和低粗糙度磨削加工 超精密切削加
22、工 超精密切削是指表面粗糙度为Ra0.04m以下的切削加工方法。超精密切削加工最关键的问题在于要在最后一道工序切削0.1m的微薄表面层,这就既要求刀具极其锋利,刀具钝圆半径为纳米级尺寸,又要求这样的刀具有足够的耐用度,以维持其锋利。目前只有金刚石刀具才能达到要求。超精密切削时,走刀量要小,切削速度要非常高,才能保证工件表面上的残留面积小,从而获得极小的表面粗糙度。 小粗糙度磨削加工 为了简化工艺过程,缩短工序周期,有时用小粗糙度磨削替代光整加工。小粗糙度磨削除要求设备精度高外,磨削用量的选择最为重要。在选择磨削用量时,参数之间往往会相互矛盾和排斥。例如,为了减小表面粗糙度,砂轮应修整得细一些,
23、但如此却可能引起磨削烧伤;为了避免烧伤,应将工件转速加快,但这样又会增大表面粗糙度,而且容易引起振动;采用小磨削用量有利于提高工件表面质量,但会降低生产效率而增加生产成本;而且工件材料不同其磨削性能也不一样,一般很难凭手册确定磨削用量,要通过试验不断调整参数,因而表面质量较难准确控制。近年来,国内外对磨削用量最优化作了不少研究,分析了磨削用量与磨削力、磨削热之间的关系,并用图表表示各参数的最佳组合,加上计算机的运用,通过指令进行过程控制,使得小粗糙度磨削逐步达到了应有的效果。2采用超精密加工、珩磨、研磨等方法作为最终工序加工超精密加工、珩磨等都是利用磨条以一定压力压在加工表面上,并作相对运动以
24、降低表面粗糙度和提高精度的方法,一般用于表面粗糙度为Ra0.4m以下的表面加工。该加工工艺由于切削速度低、压强小,所以发热少,不易引起热损伤,并能产生残余压应力,有利于提高零件的使用性能;而且加工工艺依靠自身定位,设备简单,精度要求不高,成本较低,容易实行多工位、多机床操作,生产效率高,因而在大批量生产中应用广泛。 珩磨 珩磨是利用珩磨工具对工件表面施加一定的压力,同时珩磨工具还要相对工件完成旋转和直线往复运动,以去除工件表面的凸峰的一种加工方法。珩磨后工件圆度和圆柱度一般可控制在0.0030.005mm,尺寸精度可达IT6IT5,表面粗糙度在Ra0.20.025m之间。珩磨工作原理如图3-2
25、所示,它是利用安装在珩磨头圆周上的若干条细粒度油石,由涨开机构将油石沿径向涨开,使其压向工件孔壁形成一定的接触面,同时珩磨头作回转和轴向往复运动以实现对孔的低速磨削。油石上的磨粒在工件表面上留下的切削痕迹为交叉的且不重复的网纹,有利于润滑油的贮存和油膜的保持。(沿用吴拓主编机械制造工程(第2版)机械工业出版社2005年9月图3-36)图3-2 珩磨原理及磨粒运动轨迹 由于珩磨头和机床主轴是浮动联接,因此机床主轴回转运动误差对工件的加工精度没有影响。因为珩磨头的轴线往复运动是以孔壁作导向的,即是按孔的轴线进行运动的,故在珩磨时不能修正孔的位置偏差,工件孔轴线的位置精度必须由前一道工序来保证。 珩
26、磨时,虽然珩磨头的转速较低,但其往复速度较高,参予磨削的磨粒数量大,因此能很快地去除金属,为了及时排出切屑和冷却工件,必须进行充分冷却润滑。珩磨生产效率高,可用于加工铸铁、淬硬或不淬硬钢,但不宜加工易堵塞油石的韧性金属。 超精加工 超精加工是用细粒度油石,在较低的压力和良好的冷却润滑条件下,以快而短促的往复运动,对低速旋转的工件进行振动研磨的一种微量磨削加工方法。超精加工的工作原理如图3-3所示,加工时有三种运动,即工件的低速回转运动、磨头的轴向进给运动和油石的往复振动。三种运动的合成使磨粒在工件表面上形成不重复的轨迹。超精加工的切削过程与磨削、研磨不同,当工件粗糙表面被磨去之后,接触面积大大
27、增加,压强极小,工件与油石之间形成油膜,二者不再直接接触,油石能自动停止切削。(沿用吴拓主编机械制造工程(第2版)机械工业出版社2005年9月图3-37)图3-3 超精加工的工作原理 超精加工的加工余量一般为310m,所以它难以修正工件的尺寸误差及形状误差,也不能提高表面间的相互位置精度,但可以降低表面粗糙度值,能得到表面粗糙度为Ra0.10.01m的表面。目前,超精加工能加工各种不同材料,如钢、铸铁、黄铜、铝、陶瓷、玻璃、花岗岩等,能加工外圆、内孔、平面及特殊轮廓表面,广泛用于对曲轴、凸轮轴、刀具、轧辊、轴承、精密量仪及电子仪器等精密零件的加工。 研磨 研磨是利用研磨工具和工件的相对运动,在
28、研磨剂的作用下,对工件表面进行光整加工的一种加工方法。研磨可采用专用的设备进行加工,也可采用简单的工具,如研磨心棒、研磨套、研磨平板等对工件表面进行手工研磨。研磨可提高工件的形状精度及尺寸精度,但不能提高表面位置精度,研磨后工件的尺寸精度可达0.001mm,表面粗糙度可达Ra0.0250.006m。现以手工研磨外圆为例说明研磨的工作原理,如图3-4所示,工件支承在机床两顶尖之间作低速旋转,研具套在工件上,在研具与工件之间加入研磨剂,然后用手推动研具作轴向往复运动实现对工件的研磨。研磨外圆所用的研具如图3-5所示,其中图a)为粗研套,孔内有油槽可存研磨剂;图b)为精研套,孔内无油槽。(沿用吴拓主
29、编机械制造工程(第2版)机械工业出版社2005年9月图3-38)图3-4 在车床上研磨外圆 (沿用吴拓主编机械制造工程(第2版)机械工业出版社2005年9月图3-39)图3-5 外圆研具研磨的适用范围广,既可加工金属,又可加工非金属,如光学玻璃、陶瓷、半导体、塑料等;一般说来,刚玉磨料适用于对碳素工具钢、合金工具钢、高速钢及铸铁的研磨,碳化硅磨料和金刚石磨料适用于对硬质合金、硬铬等高硬度材料的研磨。 抛光 抛光是在布轮、布盘等软性器具涂上抛光膏,利用抛光器具的高速旋转,依靠抛光膏的机械刮擦和化学作用去除工件表面粗糙度的凸峰,使表面光泽的一种加工方法。抛光一般不去除加工余量,因而不能提高工件的精
30、度,有时可能还会损坏已获得的精度;抛光也不可能减小零件的形状和位置误差。工件表面经抛光后,表面层的残余拉应力会有所减少。二、改善表面物理力学性能的加工方法如前所述,表面层的物理力学性能对零件的使用性能及寿命影响很大,如果在最终工序中不能保证零件表面获得预期的表面质量要求,则应在工艺过程中增设表面强化工序来保证零件的表面质量。表面强化工艺包括化学处理、电镀和表面机械强化等几种。这里仅讨论机械强化工艺问题。机械强化是指通过对工件表面进行冷挤压加工,使零件表面层金属发生冷态塑性变形,从而提高其表面硬度并在表面层产生残余压应力的无屑光整加工方法。采用表面强化工艺还可以降低零件的表面粗糙度值。这种方法工
31、艺简单、成本低,在生产中应用十分广泛,用得最多的是喷丸强化和滚压加工。1喷丸强化喷丸强化是利用压缩空气或离心力将大量直径为0.44mm的珠丸高速打击零件表面,使其产生冷硬层和残余压应力,可显著提高零件的疲劳强度。珠丸可以采用铸铁、砂石以及钢铁制造。所用设备是压缩空气喷丸装置或机械离心式喷丸装置,这些装置使珠丸能以3550mms的速度喷出。喷丸强化工艺可用来加工各种形状的零件,加工后零件表面的硬化层深度可达0.7 mm,表面粗糙度值Ra可由3.2m减小到0.4m,使用寿命可提高几倍甚至几十倍。2滚压加工滚压加工是在常温下通过淬硬的滚压工具(滚轮或滚珠)对工件表面施加压力,使其产生塑性变形,将工件
32、表面上原有的波峰填充到相邻的波谷中,从而以减小了表面粗糙度值,并在其表面产生了冷硬层和残余压应力,使零件的承载能力和疲劳强度得以提高。滚压加工可使表面粗糙度Ra值从1.255m减小到0.80.63m,表面层硬度一般可提高20%40%,表面层金属的耐疲劳强度可提高30%50%。滚压用的滚轮常用碳素工具钢T12A或者合金工具钢CrWMn、Cr12、CrNiMn等材料制造,淬火硬度在6264HRC;或用硬质合金YG6、YT15等制成;其型面在装配前需经过粗磨,装上滚压工具后再进行精磨。图3-6为典型滚压加工示意图,图3-7为外圆滚压工具。图3-6 典型滚压加工示意图图3-7 外圆滚压工具a) 弹性滚
33、压工具 b) 刚性滚压工具3金刚石压光金刚石压光是一种用金刚石挤压加工表面的新工艺,国外已在精密仪器制造业中得到较广泛的应用。压光后的零件表面粗糙度可达Ra0.40.02m,耐磨性比磨削后的提高1.53倍,但比研磨后的低2040%,而生产率却比研磨高得多。金刚石压光用的机床必须是高精度机床,它要求机床刚性好、抗振性好,以免损坏金刚石。此外,它还要求机床主轴精度高,径向跳动和轴向窜动在0.01mm以内,主轴转速能在25006000 r/min的范围内无级调速。机床主轴运动与进给运动应分离,以保证压光的表面质量。4液体磨料强化液体磨料强化是利用液体和磨料的混合物高速喷射到已加工表面,以强化工件表面
34、,提高工件的耐磨性、抗蚀性和疲劳强度的一种工艺方法。如图3-8所示,液体和磨料在400800Pa压力下,经过喷嘴高速喷出,射向工件表面,借磨粒的冲击作用,碾压加工表面,工件表面产生塑性变形,变形层仅为几十微米。加工后的工件表面具有残余压应力,提高了工件的耐磨性、抗蚀性和疲劳强度。(沿用吴拓主编机械制造工程(第2版)机械工业出版社2005年9月图3-40)图3-8 液体磨料喷射加工原理图1压气瓶 2过滤器 3磨料室 4导管 5喷嘴 6集收器 7工件 8控制阀 9振动器第四节 机械加工振动对表面质量的影响及其控制 一、机械振动现象及分类 1机械振动现象及其对表面质量的影响在机械加工过程中,工艺系统
35、有时会发生振动(人为地利用振动来进行加工服务的振动车削、振动磨削、振动时效、超声波加工等除外),即在刀具的切削刃与工件上正在切削的表面之间,除了名义上的切削运动之外,还会出现一种周期性的相对运动。这是一种破坏正常切削运动的极其有害的现象,主要表现在:1)振动使工艺系统的各种成形运动受到干扰和破坏,使加工表面出现振纹,增大表面粗糙度值,恶化加工表面质量;2)振动还可能引起刀刃崩裂,引起机床、夹具连接部分松动,缩短刀具及机床、夹具的使用寿命;3)振动限制了切削用量的进一步提高,降低切削加工的生产效率,严重时甚至还会使切削加工无法继续进行;4)振动所发出的噪声会污染环境,有害工人的身心健康。研究机械
36、加工过程中振动产生的机理,探讨如何提高工艺系统的抗振性和消除振动的措施,一直是机械加工工艺学的重要课题之一。 2机械振动的基本类型 机械加工过程的振动有三种基本类型: 强迫振动 强迫振动是指在外界周期性变化的干扰力作用下产生的振动。磨削加工中主要会产生强迫振动。 自激振动 自激振动是指切削过程本身引起切削力周期性变化而产生的振动。切削加工中主要会产生自激振动。 自由振动 自由振动是指由于切削力突然变化或其它外界偶然原因引起的振动。自由振动的频率就是系统的固有频率,由于工艺系统的阻尼作用,这类振动会在外界干扰力去除后迅速自行衰减,对加工过程影响较小。 机械加工过程中振动主要是强迫振动和自激振动。
37、据统计,强迫振动约占30%,自激振动约占65%,自由振动所占比重则很小。 二、机械加工中的强迫振动及其控制 1机械加工过程中产生强迫振动的原因 机械加工过程中产生的强迫振动,其原因可从机床、刀具和工件三方面去分析。 机床方面 机床中某些传动零件的制造精度不高,会使机床产生不均匀运动而引起振动。例如齿轮的周节误差和周节累积误差,会使齿轮传动的运动不均匀,从而使整个部件产生振动。主轴与轴承之间的间隙过大、主轴轴颈的椭圆度、轴承制造精度不够,都会引起主轴箱以及整个机床的振动。另外,皮带接头太粗而使皮带传动的转速不均匀,也会产生振动。机床往复机构中的转向和冲击也会引起振动。至于某些零件的缺陷,使机床产
38、生振动则更是明显。 刀具方面 多刃、多齿刀具如铣刀、拉刀和滚刀等,切削时由于刃口高度的误差或因断续切削引起的冲击,容易产生振动。 工件方面 被切削的工件表面上有断续表面或表面余量不均、硬度不一致,都会在加工中产生振动。如车削或磨削有键槽的外圆表面就会产生强迫振动。 工艺系统外部也有许多原因造成切削加工中的振动,例如一台精密磨床和一台重型机床相邻,这台磨床就有可能受重型机床工作的影响而产生振动,影响其加工表面的粗糙度。 2强迫振动的特点 1)强迫振动的稳态过程是谐振,只要干扰力存在,振动就不会被阻尼衰减掉,去除干扰力,振动就停止。 2)强迫振动的频率等于干扰力的频率。 3)阻尼愈小,振幅愈大,谐
39、波响应轨迹的范围愈大;增加阻尼,能有效地减小振幅。 4)在共振区,较小的频率变化会引起较大的振幅和相位角的变化。 3消除强迫振动的途径 强迫振动是由于外界干扰力引起的,因此必须对振动系统进行测振试验,找出振源,然后采取适当措施加以控制。消除和抑制强迫振动的措施主要有:1)改进机床传动结构,进行消振与隔振 消除强迫振动最有效的办法是找出外界的干扰力(振源)并去除之。如果不能去除,则可以采用隔绝的方法,如机床采用厚橡皮或木材等将机床与地基隔离,就可以隔绝相邻机床的振动影响。精密机械、仪器采用空气垫等也是很有效的隔振措施。 2)消除回转零件的不平衡 机床和其他机械的振动,大多数是由于回转零件的不平衡
40、所引起,因此对于高速回转的零件要注意其平衡问题,在可能条件下,最好能做动平衡。 3)提高传动件的制造精度 传动件的制造精度会影响传动的平衡性,引起振动。在齿轮啮合、滚动轴承以及带传动等传动中,减少振动的途径主要是提高制造精度和装配质量。4)提高系统刚度,增加阻尼 提高机床、工件、刀具和夹具的刚度都会增加系统的抗振性。增加阻尼是一种减小振动的有效办法,在结构设计上应该考虑到,但也可以采用附加高阻尼板材的方法以达到减小振动的效果。5)合理安排固有频率,避开共振区 根据强迫振动的特性,一方面是改变激振力的频率,使它避开系统的固有频率;另一方面是在结构设计时,使工艺系统各部件的固有频率远离共振区。 三
41、、机械加工中的自激振动及其控制 1自激振动产生的机理 机械加工过程中,还常常出现一种与强迫振动完全不同形式的强烈振动,这种振动是当系统受到外界或本身某些偶然的瞬时干扰力作用而触发自由振动后,由振动过程本身的某种原因使得切削力产生周期性变化,又由这个周期性变化的动态力反过来加强和维持振动,使振动系统补充了由阻尼作用消耗的能量,这种类型的振动被称为自激振动。切削过程中产生的自激振动是频率较高的强烈振动,通常又称为颤振。自激振动常常是影响加工表面质量和限制机床生产率提高的主要障碍。磨削过程中,砂轮磨钝以后产生的振动也往往是自激振动。 为了解释切削过程中的自激振动现象,现以电铃的工作原理加以说明。图3
42、-9所示的电铃系统中,电池1为能源。按下按钮2时,电流通过触点3弹簧片7电磁铁5与电池构成回路。电磁铁产生磁力吸引衔铁4,带动小锤6。而当弹簧片被吸引时,触点3处断电,电磁铁失去磁性,小锤靠弹簧片弹回至原处,于是重复刚才所述的过程。这个过程显然不存在外来周期性干扰,而是由系统内部的调节元件产生交变力,由这种交变力产生并维持振动,这就是自激振动。图3-9 电铃的自激振动原理a) 电铃的自激振动 b) 电铃的自激振动系统 金属切削过程中自激振动的原理如图3-10所示,它也有两个基本部分:切削过程产生的交变力P激励工艺系统,工艺系统产生振动位移Y再反馈给切削过程。维持振动的能量来源于机床的能量。图3
43、-10 机床自激振动系统 2自激振动的特点 自激振动的特点可简要地归纳如下:1)自激振动是一种不衰减的振动。振动过程本身能引起某种力周期地变化,振动系统能通过这种力的变化,从不具备交变特性的能源中周期性地获得能量补充,从而维持这个振动。外部的干扰有可能在最初触发振动时起作用,但是它不是产生这种振动的直接原因。2)自激振动的频率等于或接近于系统的固有频率,也就是说,由振动系统本身的参数所决定,这是与强迫振动的显著差别。3)自激振动能否产生以及振幅的大小,取决于每一振动周期内系统所获得的能量与所消耗的能量的对比情况。当振幅为某一数值时,如果所获得的能量大于所消耗的能量,则振幅将不断增大;相反,如果
44、所获得的能量小于所消耗的能量,则振幅将不断减小,振幅一直增加或减小到所获得的能量等于所消耗的能量时为止。当振幅在任何数值时获得的能量都小于消耗的能量,则自激振动根本就不可能产生。4)自激振动的形成和持续,是由于过程本身产生的激振和反馈作用,所以若停止切削或磨削过程,即使机床仍继续空运转,自激振动也就停止了,这也是与强迫振动的区别之处,所以可以通过切削或磨削试验来研究工艺系统或机床的自激振动,同时也可以通过改变对切削或磨削过程有影响的工艺参数,如切削或磨削用量,来控制切削或磨削过程,从而限制自激振动的产生。 3消除自激振动的途径 由通过试验研究和生产实践产生的关于自激振动的几种学说可知,自激振动
45、与切削过程本身有关,与工艺系统的结构性能也有关,因此控制自激振动的基本途径是减小和抵抗激振力的问题,具体说来可以采取以下一些有效的措施: 合理选择与切削过程有关的参数 自激振动的形成是与切削过程本身密切有关的,所以可以通过合理地选择切削用量、刀具几何角度和工件材料的可切削性等途径来抑制自激振动。1)合理选择切削用量 如车削中,切削速度v在2060mmin范围内,自激振动振幅增加很快,而当v超过此范围以后,则振动又逐渐减弱了,通常切削速度v在5060mmin左右时切削稳定性最低,最容易产生自激振动,所以可以选择高速或低速切削以避免自激振动。关于进给量f,通常当f较小时振幅较大,随着f的增大振幅反
46、而会减小,所以可以在表面粗糙度要求许可的前提下选取较大的进给量以避免自激振动。背吃刀量ap愈大,切削力愈大,愈易产生振动。2)合理选择刀具的几何参数 适当地增大前角o、主偏角kc,能减小切削力而减小振动。后角o可尽量取小,但精加工中由于背吃刀量ap较小,刀刃不容易切入工件,而且o过小时,刀具后刀面与加工表面间的摩擦可能过大,这样反而容易引起自激振动。通常在刀具的主后刀面下磨出一段o角为负值的窄棱面,如图3-11就是一种很好的防振车刀。另外,实际生产中还往往用油石使新刃磨的刃口稍稍钝化,也很有效。关于刀尖圆弧半径,它本来就和加工表面粗糙度有关,对加工中的振动而言,一般不要取得太大,如车削中当刀尖
47、圆弧半径与背吃刀量近似相等时,则切削力就很大,容易振动。车削时装刀位置过低或镗孔时装刀位置过高,都易于产生自激振动。图3-11 防振车刀 使用“油”性非常高的润滑剂也是加工中经常使用的一种防振办法。 提高工艺系统本身的抗振性 1)提高机床的抗振性 机床的抗振性能往往占主导地位,可以从改善机床的刚性、合理安排各部件的固有频率、增大阻尼以及提高加工和装配的质量等来提高其抗振性。如图3-12就是具有显著阻尼特性的薄壁封砂结构床身。图3-12 薄壁封砂床身 2)提高刀具的抗振性 通过刀杆等的惯性矩、弹性模量和阻尼系数,使刀具具有高的弯曲与扭转刚度、高的阻尼系数,例如硬质合金虽有高弹性模量,但阻尼性能较
48、差,因此可以和钢组合使用,以发挥钢和硬质合金两者之优点。 3)提高工件安装时的刚性 主要是提高工件的弯曲刚度,如细长轴的车削中,可以使用中心架、跟刀架,当用拨盘传动销拨动夹头传动时要保持切削中传动销和夹头不发生脱离等。 使用消振器装置 图3-13是车床上使用的冲击消振器,图中6是消振器座,螺钉1上套有质量块4、弹簧3和套2,当车刀发生强烈振动时,4就在6和1的头部之间作往复运动,产生冲击,吸收能量。图3-14是镗孔用的冲击消振器。图中1为镗杆,2为镗刀,3为工件,4为冲击块(消振质量),5为塞盖。冲击块安置在镗杆的空腔中,它与空腔间保持0.050.10mm的间隙。当镗杆发生振动时,冲击块将不断
49、撞击镗杆吸收振动能量,因此能消除振动。这些消振装置经生产使用证明,都具有相当好的抑振效果,并且可以在一定范围内调整,所以使用上也较方便。图3-13 车床上用冲击消振器图3-14 镗杆上用用冲击消振器 图3-15为一利用多层弹簧片间的相互摩擦来消除振动的干摩擦阻尼装置。图3-16为一利用液体流动阻力的阻尼作用消除振动的液体阻尼装置。图3-15 干摩擦阻尼器图3-16 液体阻尼器第五节 磨削的表面质量一、磨削加工的特点磨削精度高,通常作为终加工工序。但磨削过程比切削复杂。磨削加工采用的工具是砂轮。磨削时,虽然单位加工面积上磨粒很多,本应表面粗糙度很小,但在实际加工中,由于磨粒在砂轮上分布不均匀,磨
50、粒切削刃钝圆半径较大,并且大多数磨粒是负前角,很不锋利,加工表面是在大量磨粒的滑擦、耕犁和切削的综合作用下形成的,磨粒将加工表面刻划出无数细微的沟槽,并伴随着塑性变形,形成粗糙表面。同时,磨削速度高,通常v砂=4050m/s,目前甚至高达v砂=80200m/s,因而磨削温度很高,磨削时产生的高温会加剧加工表面的塑性变形,从而更加增大了加工表面的粗糙度值;有时磨削点附近的瞬时温度可高达8001000,这样的高温会使加工表面金相组织发生变化,引起烧伤和裂纹。另外,磨削的径向切削力大,会引起机床发生振动和弹性变形。二、影响磨削加工表面粗糙度的因素影响磨削加工表面粗糙度的因素有很多,主要的有: 砂轮的
51、影响 砂轮的粒度越细,单位面积上的磨粒数越多,在磨削表面的刻痕越细,表面粗糙度越小;但若粒度太细,加工时砂轮易被堵塞反而会使表面粗糙度增大,还容易产生波纹和引起烧伤。砂轮的硬度应大小合适,其半钝化期愈长愈好;砂轮的硬度太高,磨削时磨粒不易脱落,使加工表面受到的摩擦、挤压作用加剧,从而增加了塑性变形,使得表面粗糙度增大,还易引起烧伤;但砂轮太软,磨粒太易脱落,会使磨削作用减弱,导致表面粗糙度增加,所以要选择合适的砂轮硬度。砂轮的修整质量越高,砂轮表面的切削微刃数越多、各切削微刃的等高性越好,磨削表面的粗糙度越小。 磨削用量的影响 增大砂轮速度,单位时间内通过加工表面的磨粒数增多,每颗磨粒磨去的金
52、属厚度减少,工件表面的残留面积减少;同时提高砂轮速度还能减少工件材料的塑性变形,这些都可使加工表面的表面粗糙度值降低。降低工件速度,单位时间内通过加工表面的磨粒数增多,表面粗糙度值减小;但工件速度太低,工件与砂轮的接触时间长,传到工件上的热量增多,反面会增大粗糙度,还可能增加表面烧伤。增大磨削深度和纵向进给量,工件的塑性变形增大,会导致表面粗糙度值增大。径向进给量增加,磨削过程中磨削力和磨削温度都会增加,磨削表面塑性变形程度增大,从而会增大表面粗糙度值。为在保证加工质量的前提下提高磨削效率,可将要求较高的表面的粗磨和精磨分开进行,粗磨时采用较大的径向进给量,精磨时采用较小的径向进给量,最后进行
53、无进给磨削,以获得表面粗糙度值很小的表面。 工件材料 工件材料的硬度、塑性、导热性等对表面粗糙度的影响较大。塑性大的软材料容易堵塞砂轮,导热性差的耐热合金容易使磨料早期崩落,都会导致磨削表面粗糙度增大。另外,由于磨削温度高,合理使用切削液既可以降低磨削区的温度,减少烧伤,还可以冲去脱落的磨粒和切屑,避免划伤工件,从而降低表面粗糙度值。三、磨削表面层的残余应力磨削裂纹问题磨削加工比切削加工的表面残余应力更为复杂。一方面,磨粒切削刃为负前角,法向切削力一般为切向切削力的23倍,磨粒对加工表面的作用引起冷塑性变形,产生压应力;另一方面,磨削温度高,磨削热量很大,容易引起热塑性变形,表面出现拉应力。当
54、残余拉应力超过工件材料的强度极限时,工件表面就会出现磨削裂纹。磨削裂纹有的在外表层,有的在内层下;裂纹方向常与磨削方向垂直,或呈网状;裂纹常与烧伤同现。磨削用量是影响磨削裂纹的首要因素,磨削深度和纵向走刀量大,则塑性变形大,切削温度高,拉应力过大,可能产生裂纹。此外,工件材料含碳量高者易裂纹。磨削裂纹还与淬火方式、淬火速度及操作方法等热处理工序有关。 为了消除和减少磨削裂纹,必须合理选择工件材料、合理选择砂轮;正确制订热处理工艺;逐渐减小切除量;积极改善散热条件,加强冷却效果,设法降低切削热。四、磨削表面层金相组织变化磨削烧伤问题1磨削表面层金相组织变化与磨削烧伤机械加工过程中产生的切削热会使
55、得工件的加工表面产生剧烈的温升,当温度超过工件材料金相组织变化的临界温度时,将发生金相组织转变。在磨削加工中,由于多数磨粒为负前角切削,磨削温度很高,产生的热量远远高于切削时的热量,而且磨削热有6080%传给工件,所以极容易出现金相组织的转变,使得表面层金属的硬度和强度下降,产生残余应力甚至引起显微裂纹,这种现象称为磨削烧伤。产生磨削烧伤时,加工表面常会出现黄、褐、紫、青等烧伤色,这是磨削表面在瞬时高温下的氧化下膜颜色。不同的烧伤色,表明工件表面受到的烧伤程度不同。磨削淬火钢时,工件表面层由于受到瞬时高温的作用,将可能产生以下三种金相组织变化:1)如果磨削表面层温度未超过相变温度,但超过了马氏
56、体的转变温度,这时马氏体将转变成为硬度较低的回火屈氏体或索氏体,这叫回火烧伤。2)如果磨削表面层温度超过相变温度,则马氏体转变为奥氏体,这时若无切削液,则磨削表面硬度急剧下降,表层被退火,这种现象称为退火烧伤。干磨时很容易产生这种现象。3)如果磨削表面层温度超过相变温度,但有充分的切削液对其进行冷却,则磨削表面层将急冷形成二次淬火马氏体,硬度比回火马氏体高,不过该表面层很薄,只有几微米厚,其下为硬度较低的回火索氏体和屈氏体,使表面层总的硬度仍然降低,称为淬火烧伤。2磨削烧伤的改善措施影响磨削烧伤的因素主要是磨削用量、砂轮、工件材料和冷却条件。由于磨削热是造成磨削烧伤的根本原因,因此要避免磨削烧
57、伤,就应尽可能减少磨削时产生的热量及尽量减少传入工件的热量。具体可采用下列措施:1)合理选择磨削用量 不能采用太大的磨削深度,因为当磨削深度增加时,工件的塑性变形会随之增加,工件表面及里层的温度都将升高,烧伤亦会增加;工件速度增加,磨削区表面温度会增高,但由于热作用时间减少,因而可减轻烧伤。2)工件材料 工件材料对磨削区温度的影响主要取决于它的硬度、强度、韧性和热导率。工件材料硬度、强度越高,韧性越大,磨削时耗功越多,产生的热量越多,越易产生烧伤;导热性较差的材料,在磨削时也容易出现烧伤。3)砂轮的选择 硬度太高的砂轮,钝化后的磨粒不易脱落,容易产生烧伤,因此用软砂轮较好;选用粗粒度砂轮磨削,
58、砂轮不易被磨削堵塞,可减少烧伤;结合剂对磨削烧伤也有很大影响,树脂结合剂比陶瓷结合剂容易产生烧伤,橡胶结合剂比树脂结合剂更易产生烧伤。4)冷却条件 为降低磨削区的温度,在磨削时广泛采用切削液冷却。为了使切削液能喷注到工件表面上,通常增加切削液的流量和压力并采用特殊喷嘴,图3-17所示为采用高压大流量切削液,并在砂轮上安装带有空气挡板的切削液喷嘴,这样既可加强冷却作用,又能减轻高速旋转砂轮表面的高压附着作用,使切削液顺利地喷注到磨削区。此外,还可采用多孔砂轮、内冷却砂轮和浸油砂轮,图3-18所示为一内冷却砂轮结构,切削液被引入砂轮的中心腔内,由于离心力的作用,切削液再经过砂轮内部的孔隙从砂轮四周
59、的边缘甩出,这样切削液即可直接进入磨削区,发挥有效的冷却作用。图3-17 带有空气挡板的切削液喷嘴1液流导管 2可调气流挡板 3空腔区 4喷嘴罩 5磨削区 6排液区 7液嘴图3-18 内冷却砂轮结构1锥形盖 2切削液通孔 3砂轮中心腔 4有径向小孔的薄壁套习题与思考题3-1 机械加工表面质量包括哪些内容?它们对产品的使用性能有何影响?3-2 为何机器上许多静止连接的接触表面往往要求较小的表面粗糙度值,而相对运动的表面却不能对表面粗糙度值要求过小?3-3 表面粗糙度与加工公差等级有什么关系?试举例说明机器零件的表面粗糙度对其使用寿命及工作精度的影响。3-4 车削一铸铁零件的外圆表面,若走刀量f=
60、0.5mm/r,车刀刀尖圆弧半径r=4mm,试计算能达到的表面粗糙度为多少?3-5 高速精镗内孔时,采用锋利的尖刀,刀具的主偏角kr=45,副偏角kr=20,要求加工表面的Ra=0.8m。试求: 当不考虑工件材料塑性变形对粗糙度的影响时,计算应采用的走刀量为多少? 分析实际加工表面的粗糙度与计算所得的结果是否会相同?为什么?3-6 工件材料为15钢,经磨削加工后要求表面粗糙度达Ra0.04m,是否合理?若要满足加工要求,应采取什么措施?3-7 为什么有色金属用磨削加工得不到低表面粗糙度?通常为获得低表面粗糙度的加工表面应采用哪些加工方法?若需要磨削有色金属,为提高表面质量应采取什么措施?3-8
61、 机械加工过程中为什么会造成被加工零件表面层物理力学性能的改变?这些变化对产品质量有何影响?3-9 什么是加工硬化?影响加工硬化的因素有哪些?3-10 磨削淬火钢时,加工表面层的硬度可能升高或降低,试分析其原因。3-11 为何会产生磨削烧伤?减少的磨削烧伤方法有哪些?3-14 机械加工过程中经常出现的机械振动有哪些?各有何特性?其相互间的区别何在? 3-15 试讨论:在车床上采用弹簧车刀还是采用刚性车刀切削抗振性好?在刨床上采用弯头刨刀还是采用直头刨刀切削抗振性好?为什么? 零件的配合种类:基本尺寸相同的孔与轴装配在一起,相互结合,叫做配合。根据孔和轴实际配合要求不同,配合可分为三种:过盈配合
62、、过渡配合和间隙配合。一、过盈配合,是指相互配合的孔与轴,在给定公差范围内,孔的实际尺寸总是小于轴的实际尺寸,两者之间没有间隙,不能活动。通常把孔与轴的实际差额叫做过盈或紧度,用负数表示。如S一九五型柴油机连杆小头孔的内径比连杆小头衬套的外径小0.016至0.068毫米,其过盈量为负0.016至负0.068毫米,配合件的磨损极限为负0.016毫米。二、间隙配合,是指相互配合的孔与轴,在给定公差范围内,孔的实际尺寸总是大于轴的实际尺寸,两者之间存在间隙,能够活动。通常把孔与轴的实际差额叫做间隙,用正数表示。如S一九五型柴油机连杆小头衬套内径比活塞销大0.020至0.056毫米,间隙为正0.020至正0.056毫米,配合的磨损极限为0.120毫米。三、过渡配合,介于过盈配合和间隙配合之间,是指相互配合的孔与轴,在给定的公差范围内,可能略有过盈,也可能略有间隙,也就是说,比过盈配合松些,比间隙配合紧些。如变速箱中央传动轴端壳体比304轴承的外径大0.033毫米,也可以小0.010毫米。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
