 蒸压加气混凝土砌块技术参数
蒸压加气混凝土砌块技术参数

《蒸压加气混凝土砌块技术参数》由会员分享,可在线阅读,更多相关《蒸压加气混凝土砌块技术参数(13页珍藏版)》请在装配图网上搜索。
1、.蒸压加气混凝土砌块一、蒸压加气混凝土砌块简介蒸压加气混凝土砌块是以硅质材料(如粉煤灰、 砂)和钙质材料(石灰和水泥)为原料,经配料浇注、发气膨胀、切割养护等工艺制成的轻质保温隔热的新型建筑材料,在我国已有60 余年的生产和应用历史,由于具有重量轻、保温性能好的特点,被广泛应用于工业与民用建筑中,在目前是生产技术和应用技术最成熟的新型墙体材料。蒸压加气混凝土砌块由于采用了粉煤灰作为原料,对环保、 节约土地资源更具有积极意义,该产品的导热系数较低(约为 0.09 0.22w/m.k) ,为粘土砖的 1/4 1/5 。因此,具有良好的保温隔热性能,是一种节能建筑材料,所以,发展粉煤灰蒸压加气混凝土
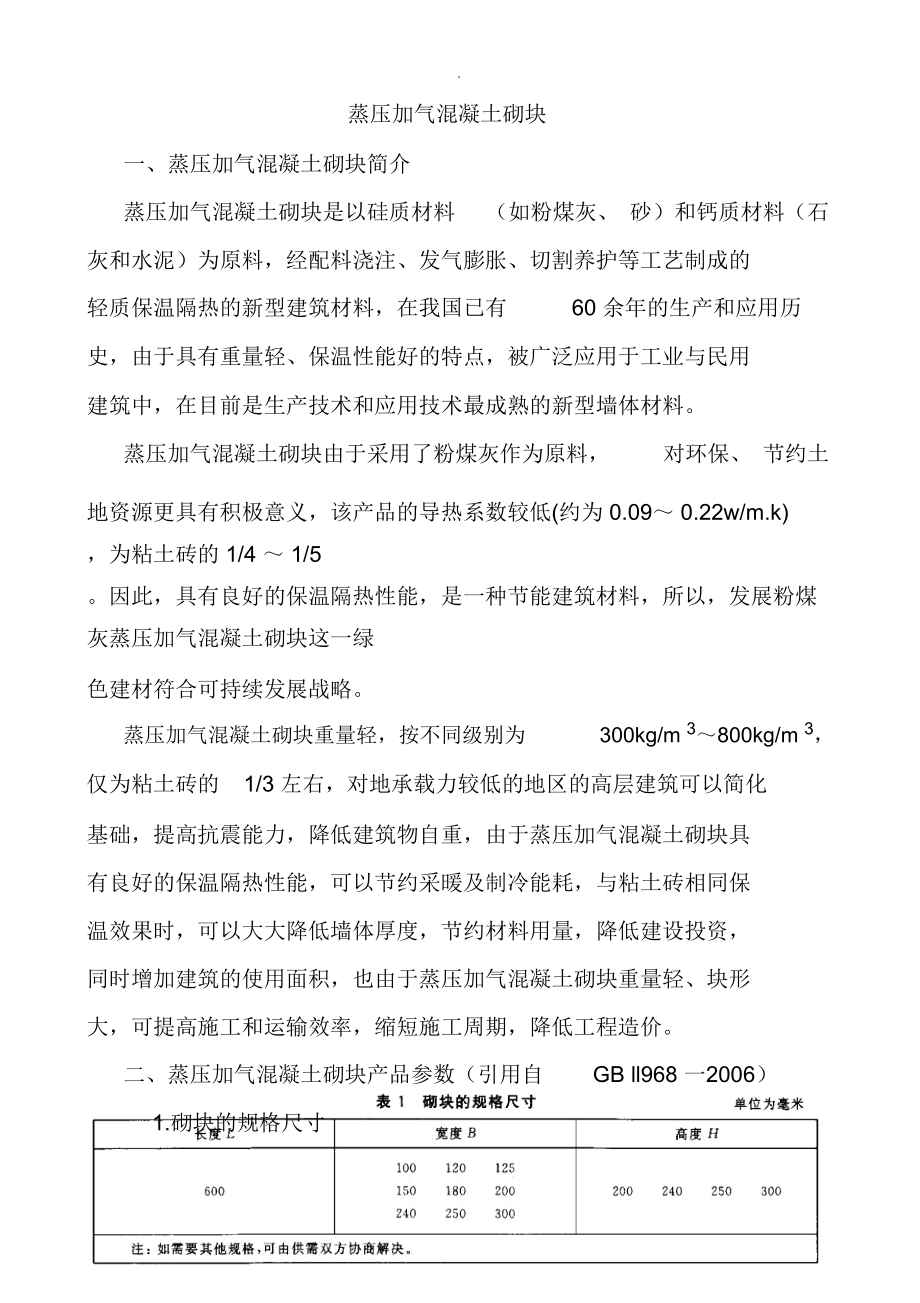
2、砌块这一绿色建材符合可持续发展战略。蒸压加气混凝土砌块重量轻,按不同级别为300kg/m 3800kg/m 3,仅为粘土砖的1/3 左右,对地承载力较低的地区的高层建筑可以简化基础,提高抗震能力,降低建筑物自重,由于蒸压加气混凝土砌块具有良好的保温隔热性能,可以节约采暖及制冷能耗,与粘土砖相同保温效果时,可以大大降低墙体厚度,节约材料用量,降低建设投资,同时增加建筑的使用面积,也由于蒸压加气混凝土砌块重量轻、块形大,可提高施工和运输效率,缩短施工周期,降低工程造价。二、蒸压加气混凝土砌块产品参数(引用自GB ll968 一2006)1.砌块的规格尺寸.2.砌块按强度和干密度分级3. 砌块等级砌
3、块按尺寸偏差与外观质量、干密度、抗压强度和抗冻性分为:优等品 (A) 、合格品 (B)二个等级。4. 砌块产品标记示例 :强度级别为 A3.5、干密度级别为B05、优等品、规格尺寸为60mmX20mm 又250mm的蒸压加气混凝土砌块,其标记为:ACB A3.5 B05 600X200X250A GBll9685. 砌块的尺寸偏差和外观6.其他参数精选文档三、蒸压加气混凝土砌块生产工艺及简述1.原材料储存及处理1.1 粉煤灰、石膏当采用粉煤灰与石膏混合制浆的工艺。生产时,粉煤灰和石膏按一定配比加入打浆池,制成混合浆料。在制浆加水时,定量加水,制成浓度合适的料浆。再由渣浆泵泵入料浆储罐内备用。精
4、选文档.上图为蒸压加气混凝土生产工艺流程简图1.2 生石灰块状生石灰用自卸卡车运入厂,卸入石灰原料堆棚内堆放。块石灰经复摆式颚式破碎机破碎后由斗式提升机送入石灰库中。粉磨前,石灰由库底喂料机给入密闭式输送机送入磨机内进行粉磨。磨细后的石灰粉料由磨机出料口送至斗提机,由斗提机送至配料楼石灰粉料仓中备用。1.3 水泥采用散装水泥。 散装水泥由散装水泥车运入厂内,直接泵入配料楼水泥粉料仓内备用。1.4 铝粉由外地购入桶装铝粉,存放于配料楼底铝粉库内。使用时由电动葫芦吊至配料楼二楼,然后由人工计量后投入铝粉搅拌机内搅拌成5%精选文档.的悬浮液备用。1.5 边角料、废浆切割线切割下来的边角料落入底部斜槽
5、, 经水冲洗至切割机底部废浆池内,不断搅拌使废浆达到一定浓度后,再由废浆池中的渣浆泵泵入配料工段的废浆储罐中备用。2.配料、搅拌、浇注石灰、水泥、由仓底单螺管给料机送入电子粉料计量称内, 经累积计量后由计量秤的卸料装置卸到浇注搅拌机内。粉煤灰浆由料浆储罐下的阀门打开后放入打浆池中再泵入配料楼料浆电子计量称内进行累积计量,当料浆重量达到配料要求时,由自控系统关闭储罐放料阀,停止放料。计量好的料浆按指令放入浇注搅拌机内。铝粉由人工计量,倒入铝粉搅拌机内制成悬浮液,每模配制一次。搅拌好的悬浮液直接放入浇注搅拌机内。料浆在浇注前温度应达到工艺要求。 如温度不够可通蒸汽加热。 浇注时,模具通过摆渡车运送
6、至浇注搅拌机下就位,浇注搅拌机放料浇注。3.切割、编组静停初养达到切割强度后,由切割线翻转桁车(10 t)上的翻转吊具吊运翻转至切割机固定支座上,脱模使坯体倒立。切割装置行走进行纵切和横切,完成切割。切割好的坯体连同侧板由釜前装载桁车(10 t)上的半成品吊具吊运至釜前蒸养小车上,每车堆放二模,堆放好的蒸养小车由慢动卷扬精选文档.机牵引在釜前轨道上进行编组,每条釜前轨道编放五辆蒸养小车。4.蒸压及成品编组好的坯体由慢动卷扬机拉入釜内进行蒸压养护, 恒压蒸养时间 8.0h 左右,蒸汽压力 1.3MPa,温度 190左右。制品经蒸压养护后由慢动式卷扬机拉出釜,再由出釜吊具吊运成品至运输车上,直接出
7、厂或至堆场存放。5.底 (侧)板返回、组模涂油成品吊运完后,蒸养小车上的底(侧 )板连同小车经由成品吊具吊运至小车回车线上, 小车经回车线回至切割机一侧, 吊具将底 (侧 )板吊运,同时吊运模框与底 (侧 )板组模并返回将模具放至模具回车轨道上, 进行清理涂油,然后再进行循环浇注。四、 蒸压加气混凝土砌块生产工艺基本参数1. 生产所用原材料粉煤灰、水泥、生石灰、石膏、铝粉膏等的要求。1.1 粉煤灰:在生产蒸压加气混凝土砌块的过程中, 粉煤灰兼有集料和生成胶凝材料的双重作用。粉煤灰同时提供SiO2 和 Al2O3 与 CaO 进行水热反应 , 生成水化硅酸盐和水化铝酸盐, 使砌块获得强度。因此,
8、 用于生产蒸压加气混凝土砌块的粉煤灰应具有必要的细度, 细度不足时应通过二次加工进行磨细。 含碳量小于20%,粉煤灰中 SiO2 含量大于 45%,烧失量 18%,放射性应符合GB6763 规定。下图为所用粉煤灰的性能参数(引自JC 409-91)精选文档.1.2 对水泥的要求水泥水化时 , 除了能生成大量的水化硅酸钙、水化铝酸钙等水化物外 , 还能析出大量的 Ca(OH)2。在蒸压条件下 , 这些游离的 Ca(OH)2 与含硅材料中的 SiO2 和 Al2O3 作用 , 以水热合成方式生成水化硅酸钙和水化铝酸钙。两种方式所产生的水化矿物质同时提高制品的强度。由于水泥中 CaO 的含量约为 6
9、0%, 而其中只有 20%左右经过水化析出游离的 Ca(OH)2 。因此 , 从提高蒸压加气混凝土的强度来看 , 采用石灰- 水泥混合钙质体系更为有利。普通硅酸盐水泥以比表面积表示,不小于300m2/kg ;矿渣硅酸盐水泥以筛余表示, 80m 方孔筛筛余不大于10%或 45m 方孔筛筛余不大于 30%。下表为所用水泥的组分参数(引自GB175 2007)代号组分( %)粒化高炉火山灰质品种熟料+石膏粉煤灰石灰石矿渣混合材料普通硅酸盐水泥PO 80且5 且 20a-P SA 50且20 且 50b-矿渣硅酸盐水泥 30且50 且 70b-P SB1.3 对生石灰的要求在生产蒸压加气混凝土砌块过程
10、中, 通过生石灰提供有效的Ca精选文档.与含硅材料中的 SiO2 和 l2O3 进行充分的水热反应 , 生成水化硅酸盐和水化铝酸盐而获得强度 , 同时参与铝粉的发气反应。反应过程中释放出大量的热能 , 使坯体温度达到 80 90 , 使坯体在静停硬化阶段得到自然养护。在单位时间里释放出的热量过大, 又会影响养护的效果。因此 , 生产蒸压加气混凝土砌块所使用的生石灰应当符合JC/T 621硅酸盐建筑制品用生石灰的标准。同时, 必须添加调节剂来控制石灰的水化放热速度。下图为生石灰的技术要求(摘自JC T621-2009)1.4 对矿渣的要求生产蒸压加气混凝土砌块的矿渣是经过水淬的粒状高炉矿渣,要求
11、其 A 级矿渣 (CaO+MgO) 的质量分数至少应大于或等于65%。这种矿渣所含的玻璃质成分中的SiO2 和 Al2O3 具有活性 , 储藏大量的化学内能 , 因而可以提高浇注的稳定性, 对坯体的硬化起到一定的促进作用。同时 , 在蒸压条件下 , 矿渣中的硅酸盐矿物质能够与SiO2 作用生成低碱水化物, 从而提高蒸压加气混凝土砌块的强度。目前国内只有精选文档.少数企业使用矿渣作为生产加气混凝土砌块的原料。1.5 对砂的要求砂的化学成分和矿物质组成对蒸压加气混凝土砌块的质量影响甚大。因此 , 对砂的选择要求很高 , 应按照 JC/T 622硅酸盐建筑制品用砂中规定的标准进行选用。 一般来讲 ,
12、 砂中的石英含量越高 , 用其生产出来的蒸压加气混凝土砌块的质量就越好。下图为砂的技术要求(引自JCT 622-1996)1.6 石膏: CaSO42H2O70% 。1.7 铝粉膏(水剂型):应符合 JC/T407-91加气混凝土用铝粉膏标准。下图铝粉膏技术要求摘自该标准。.2.基本配合比,见下表各类加气混凝土配比范围名称单位水泥石灰砂水泥石灰粉煤灰水泥矿渣砂水泥 *10206 151820石灰20301825矿渣3032砂55654852粉煤灰6570石膏335纯碱,硼砂kg/m 34, 0.4铝粉膏 *l/ 万888水料比0.650.750.600.650.550.65浇注温度3538364040 45铝粉搅拌时间s304030401525注: *采用 425 普硅水泥; * 铝粉膏用量按600kg/m 3 规格计算。3.部分生产工艺参数3.1 料浆搅拌浇注搅拌浇注工作周期为6 分钟;浇注温度为45 -483.2 坯体静停静停时间为2.0 3.0h;静停温度为40左右;坯体静停后强度为0.3 0.5MPa。3.3坯体切割周期为5 分钟;3.4蒸压养护制度恒压养护时间为8-12h,压力为 1.2-1.3MPa,蒸汽温度为 190 -200 。精选文档.精选文档
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
