《材料成形CAM实验指导书》由会员分享,可在线阅读,更多相关《材料成形CAM实验指导书(5页珍藏版)》请在装配图网上搜索。
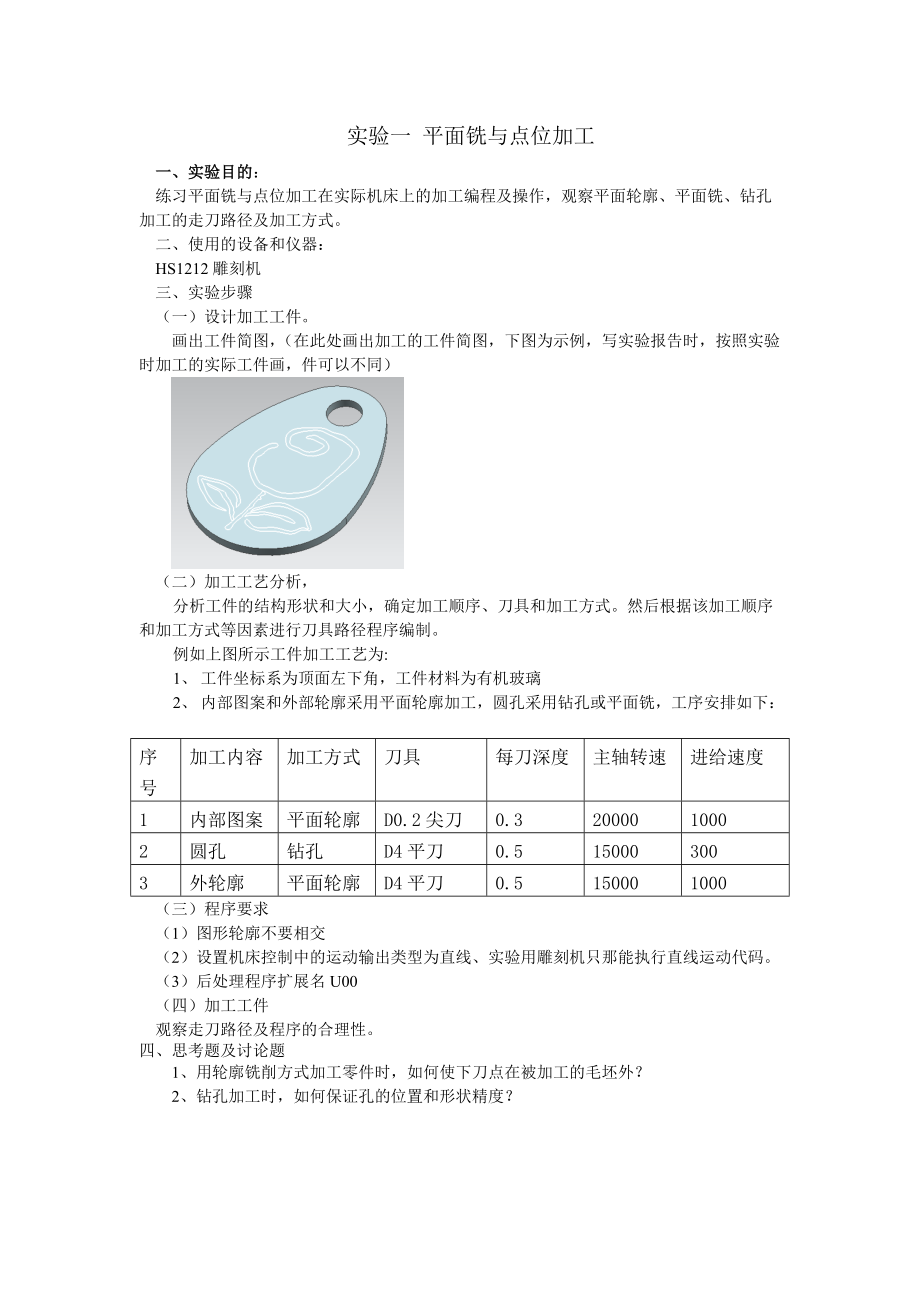
1、实验一 平面铣与点位加工一、实验目的:练习平面铣与点位加工在实际机床上的加工编程及操作,观察平面轮廓、平面铣、钻孔加工的走刀路径及加工方式。二、使用的设备和仪器:HS1212雕刻机 三、实验步骤 (一)设计加工工件。画出工件简图,(在此处画出加工的工件简图,下图为示例,写实验报告时,按照实验时加工的实际工件画,件可以不同) (二)加工工艺分析,分析工件的结构形状和大小,确定加工顺序、刀具和加工方式。然后根据该加工顺序和加工方式等因素进行刀具路径程序编制。例如上图所示工件加工工艺为:1、 工件坐标系为顶面左下角,工件材料为有机玻璃2、 内部图案和外部轮廓采用平面轮廓加工,圆孔采用钻孔或平面铣,工
2、序安排如下:序号加工内容加工方式刀具每刀深度主轴转速进给速度1内部图案平面轮廓D0.2尖刀0.32000010002圆孔钻孔D4平刀0.5150003003外轮廓平面轮廓D4平刀0.5150001000 (三)程序要求(1)图形轮廓不要相交(2)设置机床控制中的运动输出类型为直线、实验用雕刻机只那能执行直线运动代码。(3)后处理程序扩展名U00(四)加工工件观察走刀路径及程序的合理性。四、思考题及讨论题 1、用轮廓铣削方式加工零件时,如何使下刀点在被加工的毛坯外?2、钻孔加工时,如何保证孔的位置和形状精度?实验二 型腔加工一、实验目的:练习环绕等高加工在实际机床上的加工编程及操作,观察环绕等高
3、的走刀路径及加工方式。二、使用的设备和仪器:HS1212雕刻机 三、实验步骤 (一)设计加工工件画出工件简图,(在此处画出加工的工件简图,下图为示例,写实验报告时,按照实验时加工的实际工件画,件可以不同) (二)加工工艺分析分析工件的结构形状和大小,确定加工顺序、刀具和加工方式。然后根据该加工顺序和加工方式等因素进行刀具路径程序编制。例如上图所示工件加工工艺为:1、 工件对刀方式为四边分中顶面为零,工件材料为PVC2、 外部轮廓采用平面轮廓加工,内部型腔铣采用型腔铣加工,工序安排如下:序号加工内容加工方式刀具每刀深度主轴转速进给速度加工余量1型腔粗加工型腔铣D6平刀11200020000.52
4、型腔精加工型腔铣D6平刀0.112000200003外轮廓平面轮廓D6平刀0.51500010000 (三)程序要求(1)设置机床控制中的运动输出类型为直线、实验用雕刻机只那能执行直线运动代码。(2)后处理程序扩展名U00(四)加工工件四、思考题及讨论题1、型腔铣如果用于精加工,适合于加工哪一类的面?2、型腔铣粗加工和精加工在参数设置上有什么不同?实验3 曲面加工一、实验目的:练习曲面加工在实际机床上的加工编程及操作,观察曲面加工的走刀路径及加工方式。二、使用的设备和仪器:HS1212雕刻机 三、实验步骤 (一)设计加工工件。(在此处画出加工的工件简图,下图为示例,写实验报告时,按照实验时加工
5、的实际工件画,件可以不同) (二)加工工艺分析 分析工件的结构形状和大小,确定加工顺序、刀具(直径、类型、圆角半径)和加工方式。然后根据该加工顺序和加工方式等因素进行刀具路径程序编制。 例如上图所示工件加工工艺为:3、 工件对刀方式为四边分中顶面为零,工件材料为PVC4、 外部轮廓采用平面轮廓加工,内部曲面采用型腔铣粗加工,采用固定轴轮廓铣精加工。工序安排如下:序号加工内容加工方式刀具每刀深度主轴转速进给速度加工余量1半球面型腔铣D6平刀11200020000.52半球面固定轴轮廓铣D6平刀12000200003外轮廓平面轮廓D6平刀0.51500010000 (三)程序要求(1)设置机床控制
6、中的运动输出类型为直线、实验用雕刻机只那能执行直线运动代码。(2)后处理程序扩展名U00(四)加工工件四、思考题及讨论题1、简述在曲面上刻字的编程方法?2、精加工曲面应该用什么刀具?实验四 综合加工一、实验目的:练习平面、孔、曲面、轮廓等在具体零件上的综合运用,观察对于同一个零件不同加工方法的走刀方式和加工特点。二、使用的设备和仪器:HS1212雕刻机 三、实验步骤 (一)设计加工工件。(在此处画出加工的工件简图,下图为示例,写实验报告时,按照实验时加工的实际工件画,件可以不同) (二)加工工艺分析 分析工件的结构形状和大小,确定加工顺序、刀具(直径、类型、圆角半径)和加工方式。然后根据该加工
7、顺序和加工方式等因素进行刀具路径程序编制。 例如上图所示工件加工工艺为:1、 工件对刀方式为四边分中顶面为零,工件材料为PVC2、 外部轮廓采用平面轮廓加工,内部曲面采用型腔铣粗加工,采用固定轴轮廓铣精加工。工序安排如下:序号加工内容加工方式刀具每刀深度主轴转速进给速度加工余量1所有内部型面型腔铣D6平刀11200020000.52直壁型腔精加工型腔铣D6平刀0.112000200003曲面型腔部分精加工固定轴轮廓铣D6球刀12000200004四个孔钻孔D6平刀120003003外轮廓平面轮廓D6平刀0.51500010000 (三)程序要求(1)设置机床控制中的运动输出类型为直线、实验用雕刻机只那能执行直线运动代码。(2)后处理程序扩展名U00(四)加工工件四、思考题及讨论题1、对于圆孔什么时候采用钻孔,什么时候采用铣削加工?
 材料成形CAM实验指导书
材料成形CAM实验指导书