《SMT车间作业流程》由会员分享,可在线阅读,更多相关《SMT车间作业流程(5页珍藏版)》请在装配图网上搜索。
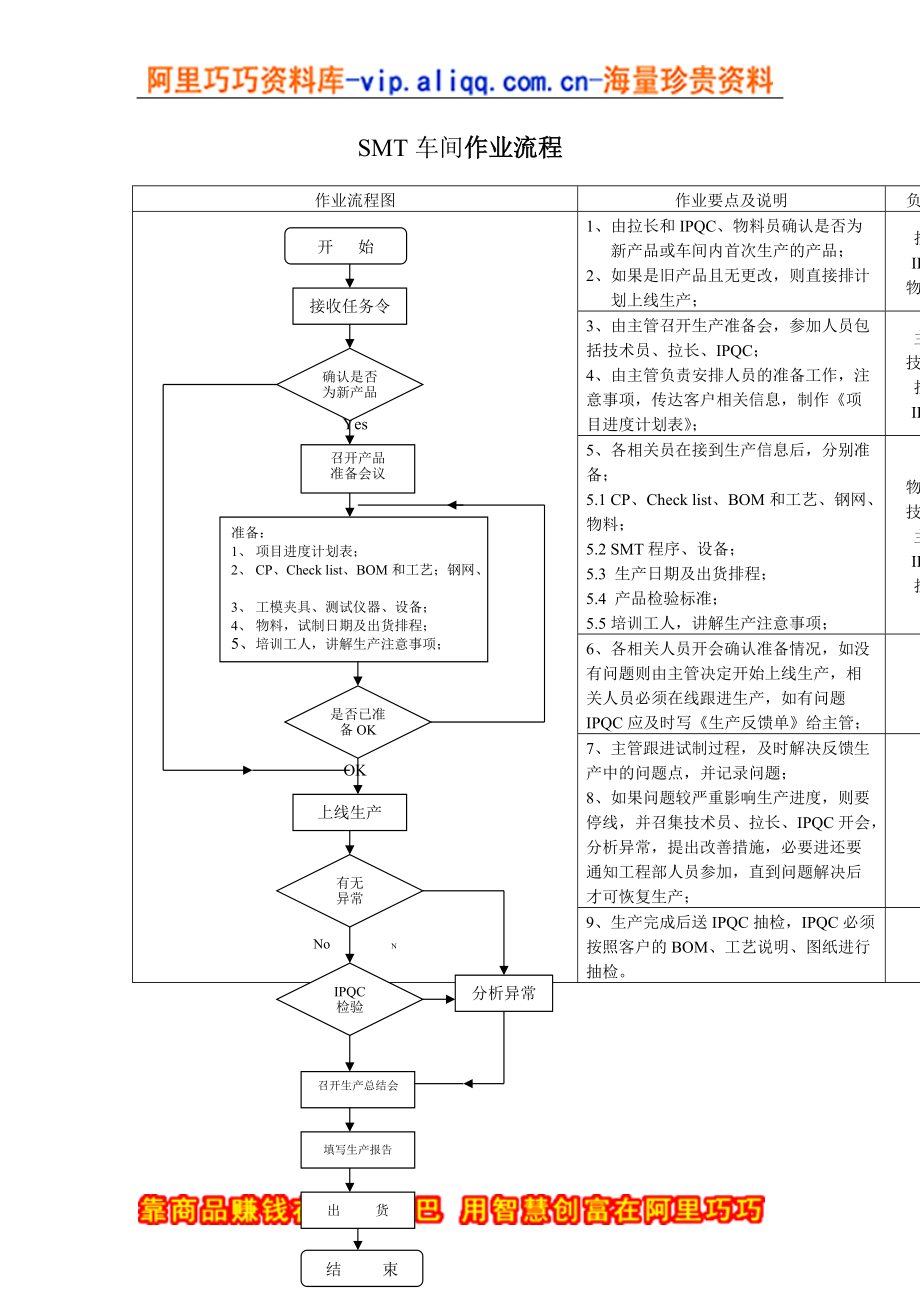
1、SMT车间作业流程作业流程图作业要点及说明负责人结 束出 货填写生产报告召开生产总结会分析异常IPQC检验有无异常上线生产是否已准备OK准备:1、 项目进度计划表;2、 CP、Check list、BOM和工艺;钢网、3、 工模夹具、测试仪器、设备;4、 物料,试制日期及出货排程;5、 培训工人,讲解生产注意事项;召开产品准备会议确认是否为新产品接收任务令开 始YesOKYesNoNo NNGYesPASS1、 由拉长和IPQC、物料员确认是否为新产品或车间内首次生产的产品;2、 如果是旧产品且无更改,则直接排计划上线生产;拉长IPQC物料员3、由主管召开生产准备会,参加人员包括技术员、拉长、
2、IPQC;4、由主管负责安排人员的准备工作,注意事项,传达客户相关信息,制作项目进度计划表;主管技术员拉长IPQC5、各相关员在接到生产信息后,分别准备;5.1 CP、Check list、BOM和工艺、钢网、物料;5.2 SMT程序、设备;5.3 生产日期及出货排程;5.4 产品检验标准;5.5培训工人,讲解生产注意事项;物料员技术员主管IPQC拉长6、各相关人员开会确认准备情况,如没有问题则由主管决定开始上线生产,相关人员必须在线跟进生产,如有问题IPQC应及时写生产反馈单给主管;7、主管跟进试制过程,及时解决反馈生产中的问题点,并记录问题;8、如果问题较严重影响生产进度,则要停线,并召集
3、技术员、拉长、IPQC开会,分析异常,提出改善措施,必要进还要通知工程部人员参加,直到问题解决后才可恢复生产;9、生产完成后送IPQC抽检,IPQC必须按照客户的BOM、工艺说明、图纸进行抽检。10、召开生产总结会,全面收集和汇总生产中的各项问题,从设计、工艺、物料、可加工性方面展开分析。11、拉长记录会议纪要,填写生产报告,报告中的数据和问题必须正确,主管审核才可存档;中国最大的资料库下载SMT生产工艺Check List验证内容:SMT 其它产品型号编 码日 期拉长技术员IPQCSMT基本资料序号项目有无说 明1PCB光板。2成品样板。3元件位置图。4PCB的Gerber File或SMT
4、编程文件。5客户BOM。6公司清单。7工位图(仅中试产品)。8特殊元件安装说明。辅料要求1锡膏/红胶。2助焊剂/锡丝。PCB评估1PCB是否为喷锡板。2IC管脚料盘喷锡是否均匀。3PCB是否为真空包装。4PCB焊盘是否符合IPC标准。5PCB是否有Mark点。6钢网厚度/锡膏厚度/开口大小。材料评估1最小的元件是什么,机器能否贴。2最大的元件是什么,机器能否贴。3最高的元件是什么,机器能否贴。4最小的间距是多少,机器能否贴。5是否有方向难辩认元件,培训工人。6是否有外观易混元件,在站位上分隔开。7是否有难上锡的元件,对钢网特殊开孔。8元件是否与PCB相匹配。9是否有元件焊盘宽大,PCB焊盘窄,
5、造成虑焊、少焊。比如电感等。10BOM单上位号与印制板上图号、位号不一样。11来料是否有氧化现象,是否给生产带来困难。印锡/印胶1PCB是否方便定位和生产(双面板采用托盘定位)。2印胶或点胶。SMT机高速机1PCB是否方便定位和生产。2材料包装是否满足飞达要求。多功能机1PCB是否方便定位和生产。2材料包装是否满足飞达要求。3是否有带定位销的元件。4带定位销的元件的定位孔是否符合要求。中间定位1是否需要中间定位、安排几位、如何安排。2有无手贴元件。3手贴元件是否距其它元件太近,如何解决。回流焊1客户是否提供可参考的温度曲线要求。2客户是否提供温度曲线测试板的制作要求。3是否对温度有特殊要求的元
6、件。4回流焊时,单板是否变形。收板定位1是否能使用板架放置。2是否有外观易混元件,培训、定位。3是否有手贴元件,培训、定位、重点检查。4是否有细间距IC等要求较高元件。5为防止元件被碰坏,培训、定位、拿板和装箱。6是否有无法克服的品质问题,培训、定位。补焊1有无金手指等要求特殊的地方,培训、定位。2使用工具是否符合要求。3工具是否按要求工艺参数进行使用。4后焊时有无大焊盘,能否符合工艺要求参数。5是否要做工装夹具(后焊)。3是否可用分板机进行分板。18是否考虑了足够的补焊操作空间。19收板定位是否可使用板架。20防止元件被碰坏,培训、定位、拿板和装箱。拟制: 审核: 批准:一、 过程关键工序控制:主要工序投入数产出数合格数合格率主要不良点丝印贴片机操作校位补 焊Q C分 板抽 检 合格率=合格数投入总数 以该工序实际生产的数量填写,无该工序时不填写。二、 IPQC检验合格率外观检查检查数: 合格数: 合格率:主要问题描述 合格率=合格数检查数三、 可生产性及改善建议四、 生产结论 生产正常,不需作任何更改。 不可以正常生产,必须重新改进后再生产。拟制: 审核: 批准:
 SMT车间作业流程
SMT车间作业流程