《电梯有限公司装配工艺卡片(内外盖板)》由会员分享,可在线阅读,更多相关《电梯有限公司装配工艺卡片(内外盖板)(12页珍藏版)》请在装配图网上搜索。
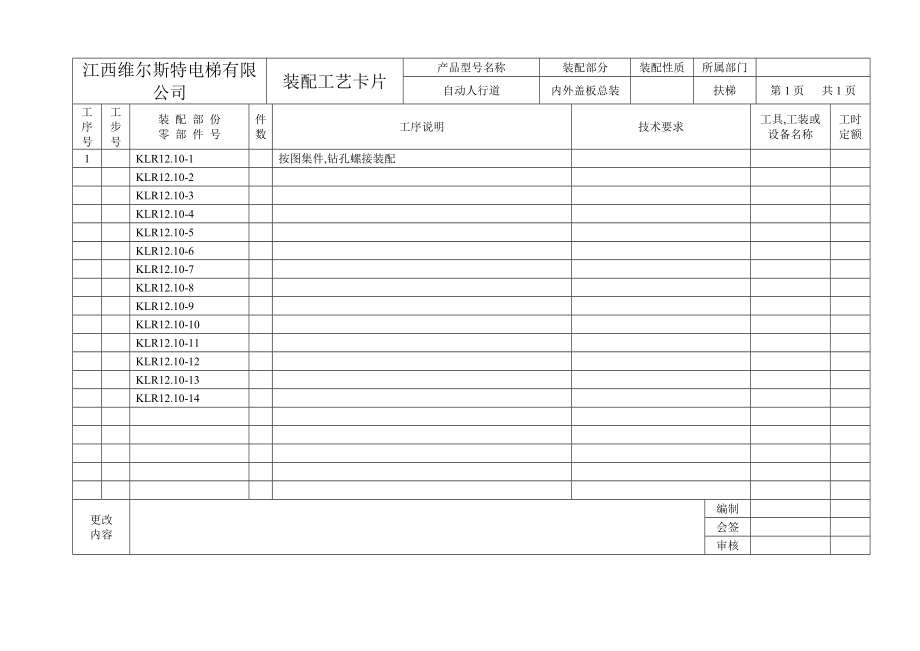
1、江西维尔斯特电梯有限公司装配工艺卡片产品型号名称装配部分装配性质所属部门自动人行道内外盖板总装扶梯第1页 共1页工序号工步号装 配 部 份零 部 件 号件数工序说明技术要求工具,工装或设备名称工时定额1KLR12.10-1按图集件,钻孔螺接装配KLR12.10-2KLR12.10-3KLR12.10-4KLR12.10-5KLR12.10-6KLR12.10-7KLR12.10-8KLR12.10-9KLR12.10-10KLR12.10-11KLR12.10-12KLR12.10-13KLR12.10-14更改内容编制会签审核江西维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图
2、号KLR12.10第1页零件名称下端内盖板零件图号KLR12.10-1共1页材料种类B-1.5/1Cr18Ni9Ti材料成份毛坯尺寸1975135材料工艺重量(kg)件数工序工种工步工 序 内 容工时(分)车间设备工具模具夹具刃具量具1下料按图下料19751352折弯按图折弯1163粘接领集螺钉板,用AB胶按图粘接编 制日 期核 对日 期更 改日 期江西维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图号KLR12.10第1页零件名称下端外盖板零件图号KLR12.10-2共1页材料种类B-1.5/1Cr18Ni9Ti材料成份毛坯尺寸1975195材料工艺重量(kg)件数工序工种工步
3、工 序 内 容工时(分)车间设备工具模具夹具刃具量具1下料按图下料19750.51952折弯按图折弯3粘接领集螺钉板,用AB胶接图粘接编 制日 期核 对日 期更 改日 期江西维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图号KLR12.10第1页零件名称6000内盖板零件图号KLR12.10-3共1页材料种类B-1.5/1Cr18Ni9Ti材料成份毛坯尺寸6000135材料工艺重量(kg)件数工序工种工步工 序 内 容工时(分)车间设备工具模具夹具刃具量具1下料按图下料60000.51352折弯按图折弯116粘接领集螺钉板,用AB胶按图粘接编 制日 期核 对日 期更 改日 期江西
4、维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图号KLR12.10第1页66000外盖板零件图号KLR12.10-4共1页材料种类B-1.5/1Cr18Ni9Ti材料成份毛坯尺寸3000195材料工艺重量(kg)件数工序工种工步工 序 内 容工时(分)车间设备工具模具夹具刃具量具1下料按图下料60000.51952折弯按图折弯3粘接领集螺钉板,用AB胶按图粘接编 制日 期核 对日 期更 改日 期江西维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图号KLR12.10第1页零件名称3000内盖板零件图号KLR12.10-5共1页材料种类B-1.5/1Cr18Ni9Ti材
5、料成份毛坯尺寸3000135材料工艺重量(kg)件数工序工种工步工 序 内 容工时(分)车间设备工具模具夹具刃具量具1下料按图下料30000.51352折弯按图折弯1163粘接领集螺钉板,用AB胶按图粘接编 制日 期核 对日 期更 改日 期江西维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图号KLR12.10第1页零件名称3000外盖板零件图号KLR12.10-6共1页材料种类B-1.5/1Cr18Ni9Ti材料成份毛坯尺寸3000195材料工艺重量(kg)件数工序工种工步工 序 内 容工时(分)车间设备工具模具夹具刃具量具1下料按图下料30000.51992折弯按图折弯3粘接领
6、集螺钉板,用AB胶按图粘接编 制日 期核 对日 期更 改日 期江西维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图号KLR12.10第1页零件名称直段内盖板FB零件图号KLR12.10-7共1页材料种类B-1.5/1Cr18Ni9Ti材料成份毛坯尺寸材料工艺重量(kg)件数工序工种工步工 序 内 容工时(分)车间设备工具模具夹具刃具量具1下料按FB给定长度135下料2折弯按图折弯1163粘接领集螺钉板,用AB胶按图粘接编 制日 期核 对日 期更 改日 期江西维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图号KLR12.10第1页零件名称直段外盖板FB零件图号KLR1
7、2.10-8共1页材料种类B-1.5/1Cr18Ni9Ti材料成份毛坯尺寸FB135材料工艺重量(kg)件数工序工种工步工 序 内 容工时(分)车间设备工具模具夹具刃具量具1下料按FB给定长度0.5195下料2折弯按图折弯3粘接领集螺钉板,用AB胶按图粘接编 制日 期核 对日 期更 改日 期江西维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图号KLR12.10第1页零件名称上端内盖板(右)零件图号KLR12.10-9共1页材料种类B-1.5/1Cr18Ni9Ti材料成份毛坯尺寸1235135材料工艺重量(kg)件数工序工种工步工 序 内 容工时(分)车间设备工具模具夹具刃具量具1
8、下料按图下料12351352折弯按图折弯1163弯曲按图在两端749处打法点,按样板弯曲成形样板4粘接领集螺钉板,用AB胶按图粘接编 制日 期核 对日 期更 改日 期江西维尔斯特电梯有限公司机械加工过程工艺卡产品名称自动人行道部件图号KLR12.10第1页零件名称上端外盖板左零件图号KLR12.10-11共1页材料种类B-1.5/1Cr18Ni9Ri材料成份毛坯尺寸1252195材料工艺重量(kg)件数工序工种工步工 序 内 容工时(分)车间设备工具模具夹具刃具量具1下料按图下料12521952折弯按图折弯3弯曲按图在两端749处打法点,按样板弯曲成形4粘接领集螺钉板,用AB胶按图粘接编 制日 期核 对日 期更 改日 期
 电梯有限公司装配工艺卡片(内外盖板)
电梯有限公司装配工艺卡片(内外盖板)