 印度博帕尔事故教训
印度博帕尔事故教训

《印度博帕尔事故教训》由会员分享,可在线阅读,更多相关《印度博帕尔事故教训(6页珍藏版)》请在装配图网上搜索。
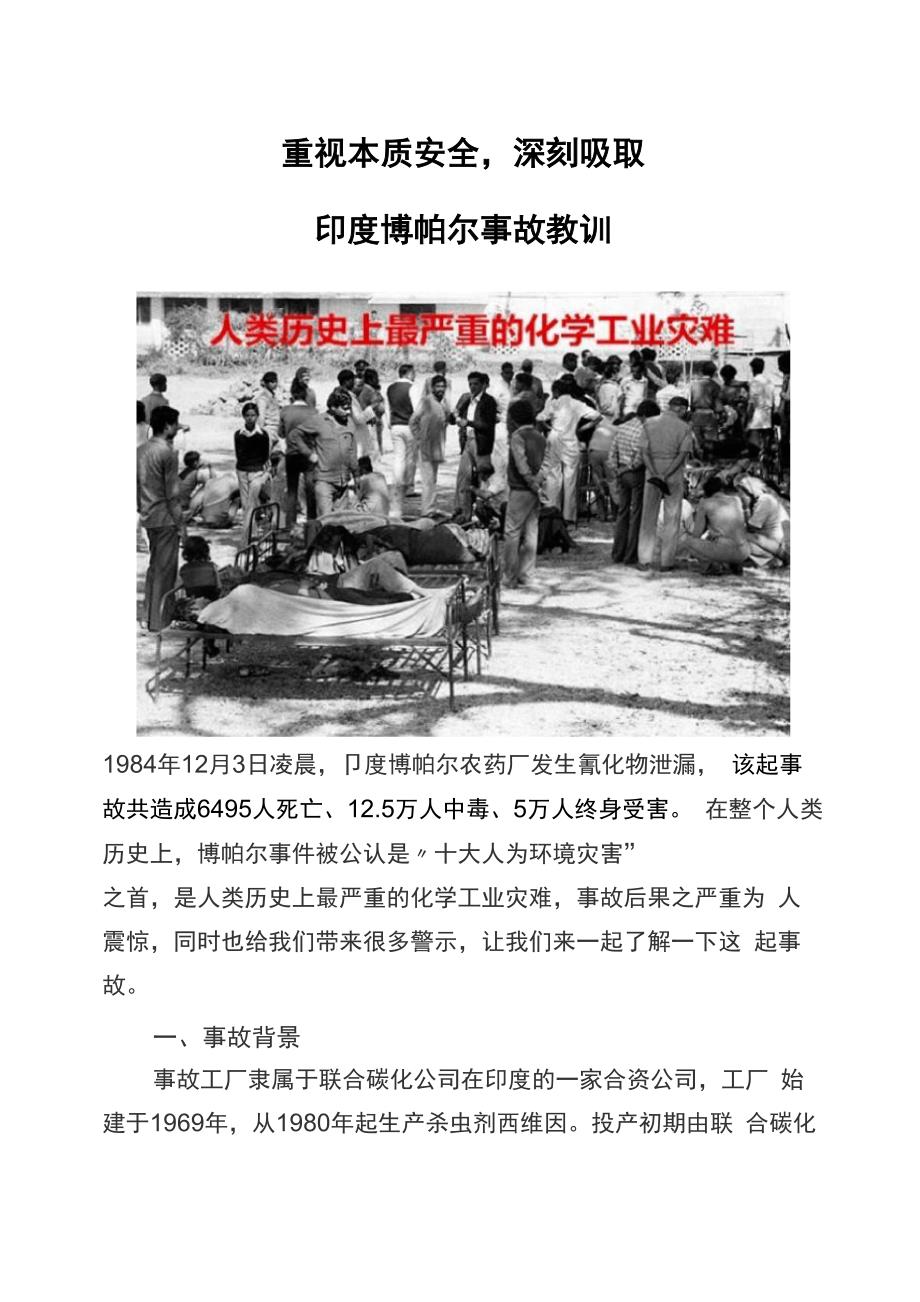
1、重视本质安全,深刻吸取印度博帕尔事故教训1984年12月3日凌晨,卩度博帕尔农药厂发生氰化物泄漏, 该起事故共造成6495人死亡、12.5万人中毒、5万人终身受害。 在整个人类历史上,博帕尔事件被公认是十大人为环境灾害”之首,是人类历史上最严重的化学工业灾难,事故后果之严重为 人震惊,同时也给我们带来很多警示,让我们来一起了解一下这 起事故。一、事故背景事故工厂隶属于联合碳化公司在印度的一家合资公司,工厂 始建于1969年,从1980年起生产杀虫剂西维因。投产初期由联 合碳化总部委派了一名有良好安全意识和操作经验的雇员担任厂 长,并且实现了 50万人工时无误工事故的优良安全纪录。由于政 治等各
2、种原因,1980 年公司决定由一名印度本地员工接替厂长职 务。新厂长有很好的财务背景,但是对于安全和生产知之甚少。 从 1982 年起,由于干旱等原因,印度国内市场对于该工厂的产品 需求减少,1983 年工厂的销售额下降了 23%。在本次事故发生 之前,由于市场需求疲软,工厂停产了 6 个月。期间,工厂管理 层采取了一系列措施来节约成本,诸如:1、缩短员工的培训时间。最初的人事政策,要求聘请受过高 等教育并获得学位者担任操作员,并为他们提供长达 6 个月的脱 产培训。为了节约成本,工厂放弃了这一政策,将操作人员的培 训时间由6个月减少至 15天。2、减少员工数量。原本每个班组有 1名班组主管、
3、3名领班、 12名操作工和 2 名维修工,后来减至 1名领班和 6名操作工,不 再设班组主管。3、尽量聘请廉价的承包商(尽管他们缺乏经验)和采用便宜 的建造材料。4、减少对工艺设备的维护与维修(包括对关键安全设施的维 护)。5、停用冷冻系统。发生事故的 MIC 储罐本来有一套冷冻系 统,其设计意图是使MIC的储存温度保持在0C左右;为了节约 成本,工厂停用了该冷冻系统。二、事故经过 在事故发生的当天下午,维修人员尝试清洗工艺管道上的过 滤器。在用水反向冲洗过滤器之前,正常的作业程序要求关闭工艺管道上的阀门,并在“隔离法兰”处安装盲板。在开始这些工 作之前,维修人员需要申请并获得作业许可证。然后
4、,一系列问 题出现了:1、作业前,维修人员没有申请作业许可证。2、没有安装盲板以实现隔离。3、由于腐蚀,储罐进料管上的阀门发生内部泄漏。4、作业过程中,冲洗水经过该阀门进入了 MIC 储罐。5、放热反应,储罐内的温度和压力升高。6、相关的温度和压力仪表未正常工作,控制室内的操作人员 没有及时觉察到储罐工况的异常变化。7事故前,储罐内MIC的实际温度约为1520弋(环境温 度)。8、蒸气量超过洗涤器洗涤能力 200 倍。9、火炬系统正处于维修当中,没有燃烧。10、12 月 3 日凌晨 00 时 15 分,储罐内压力迅速升高,有 人在工艺区内发现了泄漏出的MIC。于是,一名操作人员前往现 场查看,
5、他听到储罐内发出隆隆声,并感受到来自储罐的辐射热, 他立即尝试启动洗涤器,但没有成功。11、凌晨 00 时 45 分,储罐超压、安全阀起跳,随即大量 MIC 泄漏到周围环境中。在 2h 内,约 25tMIC 进入大气中,工 厂下风向 8km 内的区域都暴露在泄漏的化学品中,短时间内造成 周围居民大量伤亡。事故发生后,应急反应系统没有有效运转, 当地医院不知道泄漏的是什么气体,对泄漏气体可能造成的后果 及急救措施也毫不了解。三、事故原因分析1、工厂位置不合适。工厂建造在城市近郊,离火车站只有 1km,距工厂3km范围内有两家医院。2、未按本质安全的原则进行工厂设计。根据“本质安全”的 原则,宜尽
6、量采用无毒或毒性小的化学品替代毒性大的化学品, MIC 是该工厂生产工艺过程中的中间产物,在工厂设计阶段,可 以考虑其他工艺路线以避免产生如此毒性的中间产物 ;当时,已有 两家类似的工厂采用了其他替代的工艺路线,从而成功地避免了 在工艺生产过程中产生 MIC。3、未按本质安全的原则进行工厂操作。按照“本质安全”的 原则,在满足工艺基本要求的前提下,应该尽量减少工艺系统内 危险化学品的存储量。事故工厂有三个MIC储罐,每个储罐的储 存量约为57m3,有专家质疑储存如此大量危险物料的必要性。按 照操作要求,事故储罐中 MIC 液位不得超过 60%(在美国西弗吉 尼亚类似的工厂要求不超过 50%)
7、,在事故发生时,实际液位是 87%。此外,工艺要求对储罐内的MIC进行冷冻储存,联合碳化 的操作手册也规定,当温度超过11C时,就应该报警;而在博帕尔 工厂,停掉了冷冻系统之后,报警温度被设定在20C,实际的操 作温度基本上在15C左右。4、安全设施失效。按照原来的设计意图,当发生较小泄漏时, 泄漏的气体先经过洗涤器吸收,少量未被洗涤吸收的气体进入火 炬,在进入大气之前被焚烧掉。洗涤器能够处理温度为35C、流 量为90kg/h的MIC蒸气,在事故发生时,MIC的排放量大约是 设计处理流量的 200 倍;而且火炬正处于维修状况,与工艺系统分 开了。另一项安全设施是喷淋水系统,在 3 日凌晨 1
8、时,操作人 员启动了喷淋水,但是最高只能喷到离地面 15m 处,而泄漏的 MIC蒸气达到了离地面50m的高度。5、应急反应低效率。在该工厂,少量的泄漏早已司空见惯, 而且储罐上的压力计早先已经出现故障,操作人员不再相信它们 的结果。事故发生之初,工厂操作人员忽视了所发生的泄漏,在 发现泄漏2h后才拉响警报。MIC的泄漏持续了约4560min , 在这期间,居住在工厂周围的许多人,因为眼睛和喉咙受到刺激 从睡梦中惊醒,并很快丧失了生命。6、管理层缺乏安全意识。工厂的管理层为了节约成本,不惜 以牺牲安全为代价,这是导致一系列不安全条件和不安全行为的 重要原因。四、事故启示1、企业需要对危害较大的工
9、艺系统等重大的危险源,需要进 行系统的工艺危害分析,辨别工艺系统可能出现的偏离正常工况 的情形,找出相关的原因与后果,并提出消除或控制危害的改进 措施,加强日常监控,提高系统的安全性能。2、工艺系统、流程等的改变,要严格执行“三同时”的要求, 落实职业健康安全设施,必须与主体工程同时设计、同时施工、 同时投产使用。工艺系统的重要安全设施(如本案例中的冷冻系 统和火炬)不能随意取消或绕过;如果确实需要这样做,应事先 按照变更管理程序的要求,对新的做法进行必要的危害分析,并 依据分析结果落实必要的安全措施。本案例中的工厂一味的追求 降低成本,忽视工艺设备安全设施等的及时维护,发生泄漏时未 能及时采
10、取措施,最终发生这次惨痛的事故。3、加强对操作人员和维修人员(包括承包商)的培训和管理。 帮助员工和承包商全面了解工艺系统中存在的危害、相关的控制 措施以及工厂的各项安全管理制度(如作业许可证制度)。4、工艺安全需要高度重视。工艺安全事故的后果通常不仅仅 是伤害几个人,有可能严重损坏工艺系统本身、造成大量人员伤 亡、使整个公司倒闭、甚至给周围公众或环境带来灾难性的后果, 博帕尔事故就是一个典型的例子。5、加强对事故和未遂事故的根源分析。在本次灾难性事故发 生之前,専帕尔工厂就发生过多次小规模的MIC泄漏事故。但是, 这些前兆并没有引起工厂管理层的足够重视。经验表明,轻微事 故和未遂事故是重大事故的前兆,我们需要重视工厂所发生的各 类事故隐患,仔细分析和消除它们的根源,只有从细微之处着手, 全面排查整改,实现本质安全化,才能确保企业生产经营的长久 稳定发展。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
