《热成形钢板凸焊工艺介绍及参数说明》由会员分享,可在线阅读,更多相关《热成形钢板凸焊工艺介绍及参数说明(8页珍藏版)》请在装配图网上搜索。
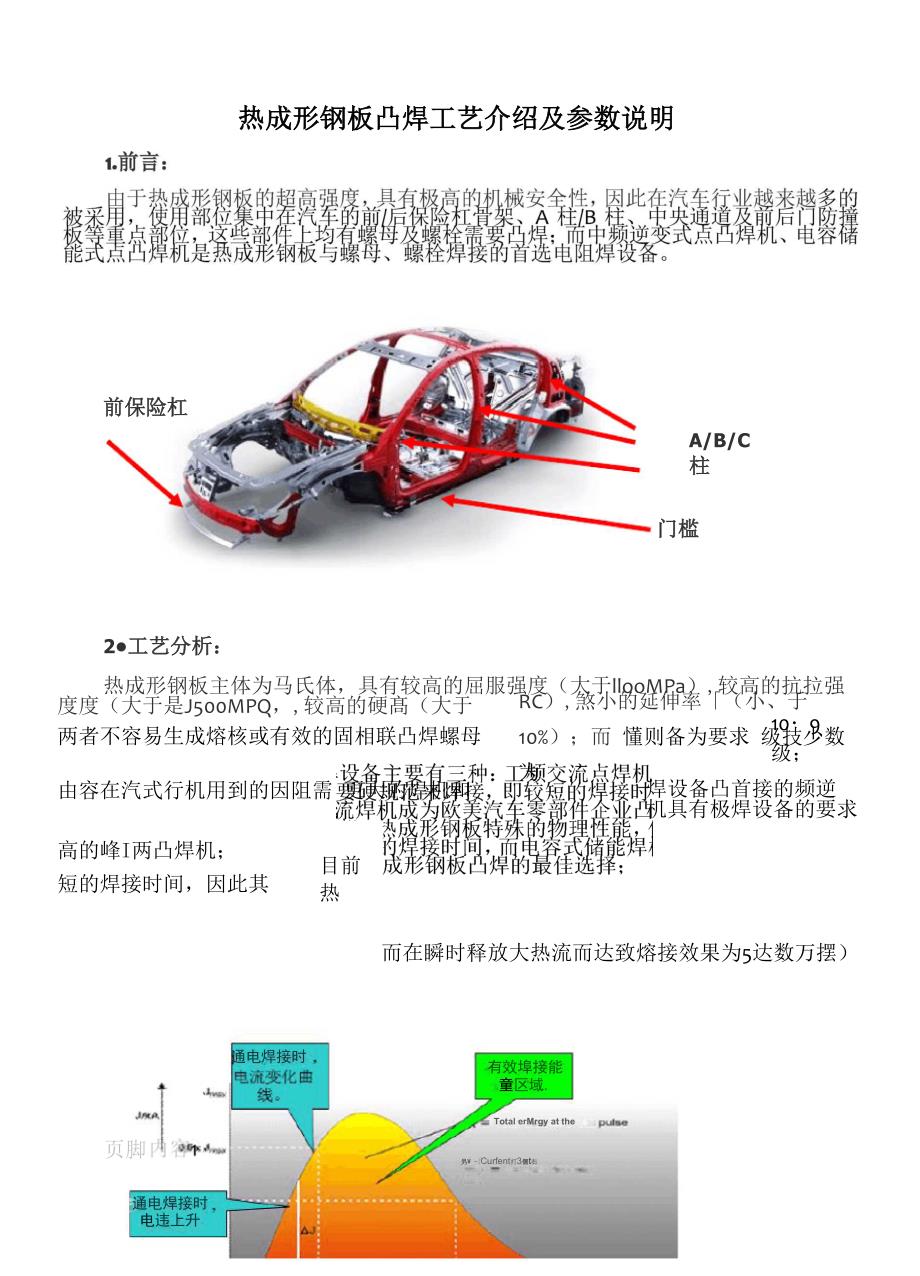
1、热成形钢板凸焊工艺介绍及参数说明门槛前保险杠A/B/C 柱2工艺分析:热成形钢板主体为马氏体,具有较高的屈服强度(大于llooMPa),较高的抗拉强度度(大于是J500MPQ,,较高的硬髙(大于 两者不容易生成熔核或有效的固相联凸焊螺母由容在汽式行机用到的因阻需 更大的焊机和高的峰I两凸焊机;短的焊接时间,因此其RC),煞小的延伸率(小、于10%);而 懂则备为要求 级技少数为目前热焊设备凸首接的频逆 机具有极焊设备的要求109级;而在瞬时释放大热流而达致熔接效果为5达数万摆)页脚通电焊接时 电违上升有效埠接能 童区域.通电焊接时Total erMrgy at the另 Curfent打3個t
2、右电容式储能焊机放电波形图3.案例分析:螺母为例10外苏焊法兰为某车三段月牙母凸焊焊接要T扭矩H牖形推,厚8KNmM; 纹无损伤,外观无明显损伤;汽车 A 柱示意图3.1焊机:机型为DR-30000J,采用山形电极垂直加压;电容式储能 名称凸焊机型号DR-30000J充电电100V-800V压加压方气动加压式最大短160000A 路电流最大焊29000 N接压力电极材铬锆铜定位销/KCF+吹气套32 焊接规范调整:殊电接压情电压况力下缺反会一映再出不可加来一,的而项,因在回能焊机整时焊接个基调整这一焊接焊接、流也通过特配,特会接导面致积熔减接少压溅焊变形充在形螺压导电焊,致母力电接曲熔又的压时
3、合能强线则产在,联度会生熔接实较充电电压则以到是做生 需虑只据量 时考,数批 整应数试在 调处次测,; )此的的时限 力;整上的下 压整调料意动 接调少材注波 焊项减通要的 和两效普需成 压出有在;造 电做能格值因 电调,规数原 充时考同的它 (同参从佳其 素可为以最 要不做可出产 接,以,找足 焊配可力证满 个匹数压验以 两整参和室, ,调的流验5% 法出焊电试3- 方做凸的及大 整值母大焊加 调数螺更试上 范一的要过础 规另似需经基 艺对类接,据 工础有焊整数 3基,的调焊 为用材始试 2个运板开在 3一的形点应 中验成起时 其经热为产-口品3 焊接参数确认:充电焊接焊接电预压焊接焊接电压
4、设定气压设定流监测压力监测压力监测时间监测43OVo.3Mpa54KA9 6KN13KN9MS34 工件推脱力及破坏测试测试结 扭力180 N.M;推脱力12KN,螺纹无异常,外观无果损伤凸焊螺栓栓,三意柱接要求焊推板材为駅1螺纹无成形钢外厚度损0伤M;螺栓为M10页脚内容53- 5焊接参数确认:屬充电电压设定焊接气压设定焊接电流监测预压压力监测焊接压力监测焊接时间监测450V0.3Mpa58KA9.6KN13KN9MS4料铜料 材铝材形高,几种 成很这 热求有 在要具 1的);做特点为4热成2未来定位销的方向高使挤,采4出用金3下属热电迅成极速形吹氧钢化、燃C3 采用硬5结束语36 工件推脱力及破坏测试:测试设备万能实验机、螺纹环规测试结果推脱力13KN,螺纹无异常,外观无明显损伤4电极部分工艺补充:的输输出了升频选变直流焊机升速率也越来越上螺母撤拟为容式储让焊苏州安嘉自动化设备有限公司
 热成形钢板凸焊工艺介绍及参数说明
热成形钢板凸焊工艺介绍及参数说明