 Siemens—808D调试手册(已完)
Siemens—808D调试手册(已完)

《Siemens—808D调试手册(已完)》由会员分享,可在线阅读,更多相关《Siemens—808D调试手册(已完)(9页珍藏版)》请在装配图网上搜索。
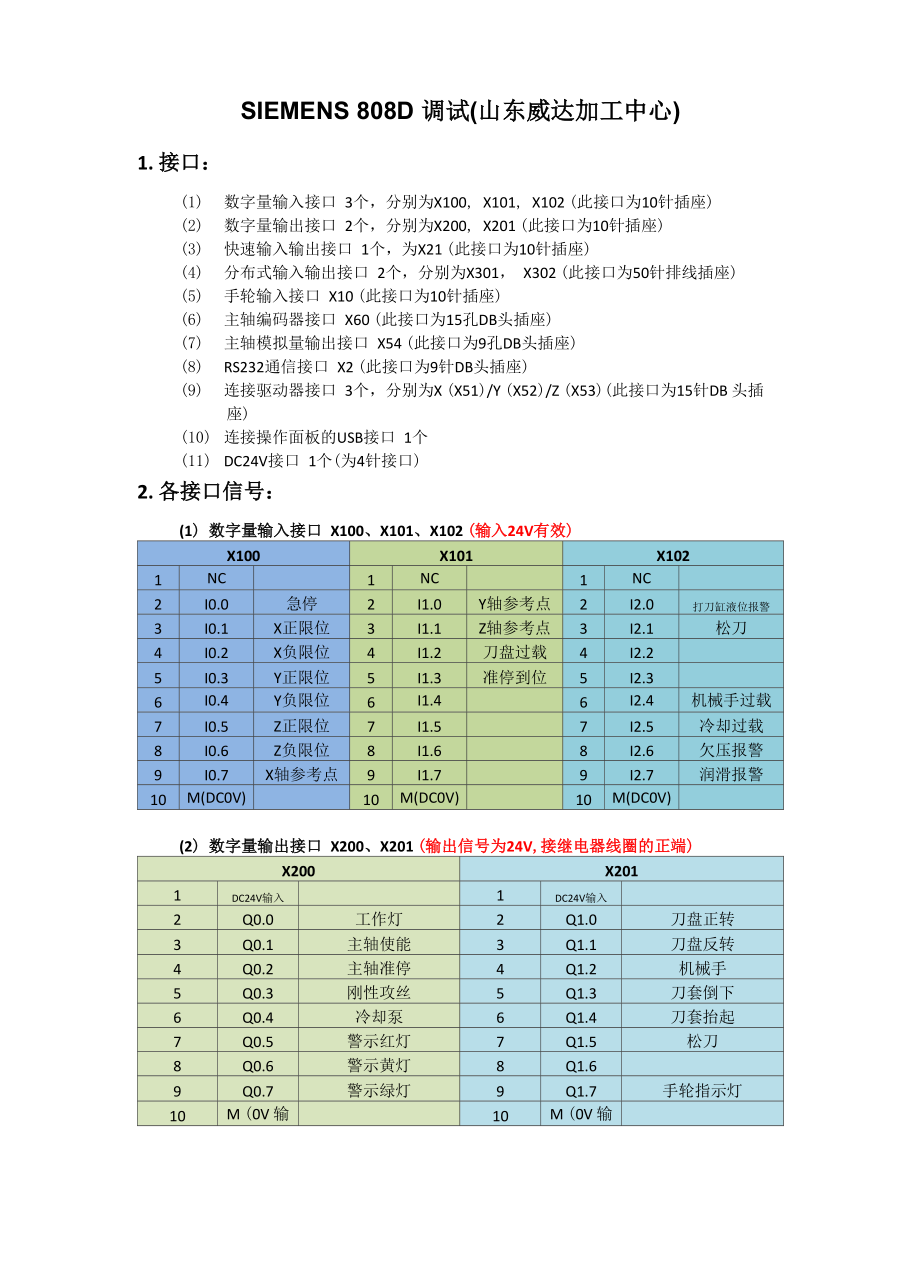
1、SIEMENS 808D 调试(山东威达加工中心)1. 接口:(1) 数字量输入接口 3个,分别为X100, X101, X102 (此接口为10针插座)(2) 数字量输出接口 2个,分别为X200, X201 (此接口为10针插座)(3) 快速输入输出接口 1个,为X21 (此接口为10针插座)(4) 分布式输入输出接口 2个,分别为X301, X302 (此接口为50针排线插座)(5) 手轮输入接口 X10 (此接口为10针插座)(6) 主轴编码器接口 X60 (此接口为15孔DB头插座)(7) 主轴模拟量输出接口 X54 (此接口为9孔DB头插座)(8) RS232通信接口 X2 (此接
2、口为9针DB头插座)(9) 连接驱动器接口 3个,分别为X (X51)/Y (X52)/Z (X53)(此接口为15针DB 头插座)(10) 连接操作面板的USB接口 1个(11) DC24V接口 1个(为4针接口)2. 各接口信号:(1) 数字量输入接口 X100、X101、X102 (输入24V有效)X100X101X1021NC1NC1NC2I0.0急停2I1.0Y轴参考点2I2.0打刀缸液位报警3I0.1X正限位3I1.1Z轴参考点3I2.1松刀4I0.2X负限位4I1.2刀盘过载4I2.25I0.3Y正限位5I1.3准停到位5I2.36I0.4Y负限位6I1.46I2.4机械手过载7
3、I0.5Z正限位7I1.57I2.5冷却过载8I0.6Z负限位8I1.68I2.6欠压报警9I0.7X轴参考点9I1.79I2.7润滑报警10M(DC0V)10M(DC0V)10M(DC0V)(2) 数字量输出接口 X200、X201 (输出信号为24V,接继电器线圈的正端)X200X2011DC24V输入1DC24V输入2Q0.0工作灯2Q1.0刀盘正转3Q0.1主轴使能3Q1.1刀盘反转4Q0.2主轴准停4Q1.2机械手5Q0.3刚性攻丝5Q1.3刀套倒下6Q0.4冷却泵6Q1.4刀套抬起7Q0.5警示红灯7Q1.5松刀8Q0.6警示黄灯8Q1.69Q0.7警示绿灯9Q1.7手轮指示灯10
4、M (0V 输10M (0V 输入)入)注:任何情况下,X200的24V与0V必须接入,否则系统无法正常工作。3) 快速输入输出 X21X211DC24V输入24V电源正端2NCRDY1NCRDY触点13NCRDY2NCRDY触点24DI1数字量输入15DI2数字量输入26DI3 或 BERO SPINDLE数字量输入3或主轴Bero7DO1快速输出8CW主轴顺时针旋转9CCW主轴逆时针旋转10M(0V输入)24V电源负端注:输出的信号为24V,接继电器线圈的正端。NCRDY1与NCRDY2为一个触点开关,当NC就绪时开关常开,反之常闭。(4) 分布式输入输出:X301、X302分布式输入输出
5、接口的引脚分布图如下1J输入输出均为24V有效。X301X3021MEXT外部电源0V输入1MEXT外部电源0V输入2+24V24V输出2+24V24V输出3I3.0X3I6.04I3.1Y4I6.15I3.2Z5I6.26I3.3X16I6.37I3.4X107I6.48I3.5X1008I6.59I3.6刀盘原点回归信号9I6.610I3.7换刀臂马达停止信号10I6.711I4.0主轴夹刀确认信号11I7.012I4.1换刀臂原点确认信号12I7.113I4.2刀盘计数信号13I7.214I4.3刀套水平到位信号14I7.315I4.4刀套垂直到位信号15I7.416I4.5打刀缸原点确
6、认信号16I7.517I4.6打刀缸一段伸出信号17I7.618I4.7打刀缸二段伸出信号1817.71915.019I8.02015.120I8.121I5.221I8.222I5.322I8.323I5.423I8.424I5.524I8.525I5.625I8.626I5.726I8.727-未分配27-未分配28-未分配28-未分配29-未分配29-未分配30-未分配30-未分配31Q2.0一段手动松刀选择31Q4.032Q2.132Q4.133Q2.2二段手动松刀选择33Q4.234Q2.334Q4.335Q2.4一段自动松刀选择35Q4.436Q2.536Q4.537Q2.6二段自
7、动松刀选择37Q4.638Q2.738Q4.739Q3.039Q5.040Q3.140Q5.141Q3.241Q5.242Q3.342Q5.343Q3.443Q5.444Q3.544Q5.545Q3.645Q5.646Q3.746Q5.747+24V外部电源24V输入47+24V外部电源24V输入48+24V48+24V49+24V49+24V50+24V50+24V数字量输入接法:数字量输出接法:5) 手轮输入信号 X10针脚信号注释11A手轮1, A相脉冲正2-1A手轮1,A相脉冲负31B手轮1,B相脉冲正4-1B手轮1,B相脉冲负5+5V5V电源输出6M电源0V72A手轮2, A相脉冲正
8、8-2A手轮2,A相脉冲负92B手轮2,B相脉冲正10-2B手轮2,B相脉冲负手轮1A1B2A2A2B1A-1A1B-1B+ 52A-2A2B-2B(6) 脉冲驱动接口 X51、X52、X53: 3各接口一致。针脚信号注释1PULSE+到驱动端的正脉冲信号2DIR+到驱动端的正方向信号3ENA+到驱动端的使能正端4BERO来自驱动端的零脉冲信号5+24V24V输出(来自X200的针脚1)6RST到驱动端的报警清除信号7M24电源负端8+24V24V输出(来自X200的针脚1)9PULSE-到驱动端的负脉冲信号10DIR-到驱动端的负方向信号11ENA-到驱动端的使能负端12+24V24V输出(
9、来自X200的针脚1)13M24电源负端14RDY来自驱动器的驱动就绪信号15ALM来自驱动器的驱动报警信号注:只有连接了 X200的24V与0V,此接口中的24V与0V才有效。 Al GND7) 模拟量主轴接口 X54:针脚信号注释1AO模拟电压正2-3-4-5SE1模拟量驱动使能16SE2模拟量驱动使能27-8-9AGND模拟电压负注:NC报警时SE1、SE2为一常开触点,NC正常时为常闭触点信号接法:斶。黑色8) 主轴编码器 X60:针脚信号注释12345V+5V电源565V+5V电源7M接地89M接地10ZZ脉冲正11Z NZ脉冲负12B NB脉冲负13BB脉冲正14A NA脉冲负15
10、AA脉冲正(9) RS232 接口 X2:针脚信号注释12RXD接收数据3TXD发送数据45M接地67893-参数:按【上档】+【系统/诊断】或【ALT】 +【N】键进入,制造商级别密码为SUNRISE。(1) 显示机床数据(200-1200):鉴于参数太多,此仅列出重要参数。参数号参数名称参数内容1092MAX SPINDLE SPEED MANUAL MA主轴转速输入限制1093MAX SPEED G96 MANUAL MA切削速度输入限制1094MAX SPEED G94 MANUAL MA进给率输入限制1095MAX SPEED G95 MANUAL MA旋转进给率输入限制1110EN
11、ABLE LADDER DA ADDRESSPLC梯形图显示中以DB/VB显示1111ENABLE LADDER EDITOR激活/关闭PLC梯形图编辑器功能9000SCREEN SAVER WAIT TIME切换到屏保的时间9001TIME BITWEEN SLIDES界面图片切换时间2)通用机床数据(10000-18999):参数名称3) 通道机床数据(20000-28999)4) 轴机床数据(30000-38999):5) 一般设定数据(41000-41999)4. PLC:(1)PLC 状态列表:查看输入输出信号及各寄存器数据状态,同时可以修改某些寄存 器数据。(2)PLC 程序:可以查看主程序及各子程序。(3)PLC报警编辑:可以编辑各PLC报警内容。5. 其他:
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
