《焊接方法与设备10钨极氩弧焊1讲解ppt课件》由会员分享,可在线阅读,更多相关《焊接方法与设备10钨极氩弧焊1讲解ppt课件(93页珍藏版)》请在装配图网上搜索。
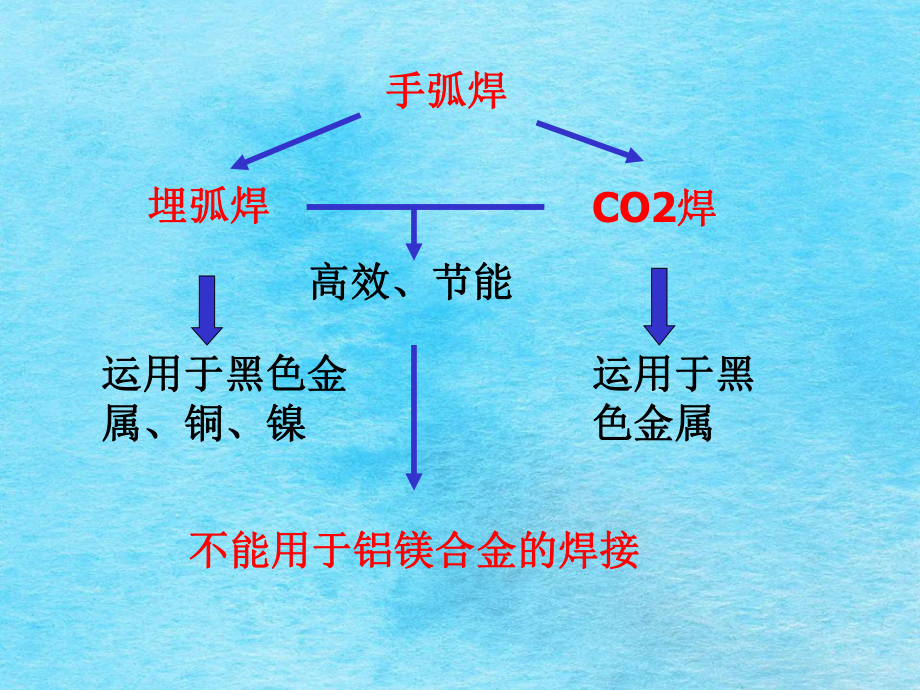
1、埋弧焊埋弧焊CO2焊焊手弧焊手弧焊高效、节能高效、节能运用于黑色金运用于黑色金属、铜、镍属、铜、镍运用于黑运用于黑色金属色金属不能用于铝镁合金的焊接不能用于铝镁合金的焊接惰性气体实施焊接区维护惰性气体实施焊接区维护ArHe熔化极熔化极非熔化极非熔化极熔化极氩弧焊存在的局限熔化极氩弧焊存在的局限指状指状熔深熔深设备设备复杂复杂薄板焊薄板焊顺应性顺应性差差7-1 7-1 概述概述 第七章第七章 钨极氩弧焊钨极氩弧焊Ar维护,电极为维护,电极为W,不熔化,填充焊丝。,不熔化,填充焊丝。一、根本原理一、根本原理 第七章第七章 钨极氩弧焊钨极氩弧焊TungstenArcFiller MetalPoolS
2、eam二、特点及运用二、特点及运用第七章第七章 钨极氩弧焊钨极氩弧焊1.特点特点 电弧稳定,维护效果好电弧稳定,维护效果好 顺应性好,适于各种资料及全位置焊顺应性好,适于各种资料及全位置焊 熔深浅,消费率低熔深浅,消费率低 2.2.运用运用 无资料、板厚、位置的限制,是最好的焊无资料、板厚、位置的限制,是最好的焊接方法之一接方法之一。第七章第七章 钨极氩弧焊钨极氩弧焊三、电极及焊枪三、电极及焊枪 一钨极材质及其电特性一钨极材质及其电特性 W 99.9%纯钨纯钨W+12%ThO2,W+12%CeO2、ZrO2、Y2O3、La2O3 实际证明:实际证明:Y2O3,ZrO2,CeO2性能较好,许用性
3、能较好,许用电流大、耐用、引弧及稳定电弧性能好、放射性小。电流大、耐用、引弧及稳定电弧性能好、放射性小。钨极熔点钨极熔点3690K、沸点、沸点5900K高,导热系数高,导热系数和高温挥发性小,强度高。和高温挥发性小,强度高。从钨极端头烧损情况看从钨极端头烧损情况看从钨极温度分布看从钨极温度分布看从电弧力角度看从电弧力角度看钨极n纯钨 WP:直流焊时引弧相对较差,易构成光滑的球端,电流负载才干低n钍钨 WT:引弧非常容易,更高的负载才干,但稍带放射性n铈钨 WC:性能等同于钍钨,但无放射性n镧钨 WL:比钍钨或铈钨有更长的运用寿命,但引弧性能不好小小 结结 由上述实验察看可得出结论:由上述实验察
4、看可得出结论:含有含有12%Y2O3,ZrO2,CeO2的钨的钨电极性能较好。许用电流、耐用、引弧电极性能较好。许用电流、耐用、引弧及稳定电弧性能好,放射性小。及稳定电弧性能好,放射性小。二钨极直径及端部外形钨极端部温度场钨极端部温度场 钨极端部电弧形状 钨极锥度与焊缝熔深、熔宽的关系钨极锥度与焊缝熔深、熔宽的关系H钨极许用电流钨极许用电流钨极锥度与电流关系钨极锥度与电流关系三焊枪三焊枪 第七章 钨极氩弧焊作用:夹持钨棒,保送气体。作用:夹持钨棒,保送气体。TIG 焊炬焊炬Gas-and water coolingWaterGasnBest cooling due to high nwater
5、 flownLong service life of wearing partsnStable welding process 水冷水冷TIG焊枪焊枪 气冷气冷TIG焊炬焊炬Cold wire feeder Pull直流正极性、反极性直流正极性、反极性 交流交流 脉冲脉冲 四、电流种类和极性四、电流种类和极性焊件资料与极性关系焊件资料与极性关系:最正确:最正确 :良好:良好 :最差:最差 焊缝成形与极性的关系焊缝成形与极性的关系 第七章 钨极氩弧焊一直流正极性一直流正极性 第七章 钨极氩弧焊1.优点优点 熔深大,熔宽小,熔深大,熔宽小,HAZ小小,变形小,变形小W棒温度低,寿命长棒温度低,寿命
6、长 电弧稳定电弧稳定 2.缺陷缺陷 不具有阴极雾化即破碎氧化物作用,不能不具有阴极雾化即破碎氧化物作用,不能用于铝镁的焊接,抗风抗锈才干差。用于铝镁的焊接,抗风抗锈才干差。二直流反接二直流反接 第七章 钨极氩弧焊 阴极雾化作用,可焊铝镁及其合金,焊缝外表光阴极雾化作用,可焊铝镁及其合金,焊缝外表光洁、成形良好,普通作薄板焊接用。洁、成形良好,普通作薄板焊接用。三交流三交流 焊接铝镁及其合金的最正确选择。焊接铝镁及其合金的最正确选择。工件为阴极的负半周阴极破碎,去除熔池区外表巩工件为阴极的负半周阴极破碎,去除熔池区外表巩固的氧化膜,钨棒为阴极的正半周使焊缝获得较大的固的氧化膜,钨棒为阴极的正半周
7、使焊缝获得较大的熔深,钨棒温度下降,电弧稳定性得以改善。熔深,钨棒温度下降,电弧稳定性得以改善。存在问题:有直流分量存在问题:有直流分量 需稳弧措施需稳弧措施 直流分量产生的缘由:直流分量产生的缘由:由于钨棒和工件在电、热物理性能和几何由于钨棒和工件在电、热物理性能和几何尺寸上的明显差别,呵斥交流电弧在相邻两尺寸上的明显差别,呵斥交流电弧在相邻两个半周内弧柱区导电率、电场强度、电弧电个半周内弧柱区导电率、电场强度、电弧电压和电流的不对称。钨棒为阴极时,弧柱导压和电流的不对称。钨棒为阴极时,弧柱导电率高、电场强度小、电弧电压低而电流大,电率高、电场强度小、电弧电压低而电流大,而工件为阴极时,电弧
8、电压高而电流小。这而工件为阴极时,电弧电压高而电流小。这种不对称的交流电流可以看作是一个直流电种不对称的交流电流可以看作是一个直流电流和一个对称交流电流的合成,前者即直流流和一个对称交流电流的合成,前者即直流分量,方向与钨棒为阴极时电流方向一样,分量,方向与钨棒为阴极时电流方向一样,由工件指向钨极。由工件指向钨极。三交流三交流 钨极氩弧焊直流分量钨极氩弧焊直流分量-+-iiI直钨极钨极焊件焊件钨极钨极焊件焊件t0 钨极氩弧焊直流分量产生缘由钨极氩弧焊直流分量产生缘由0直流分量的消除方法:直流分量的消除方法:常用串联电容法常用串联电容法直流分量的危害:直流分量的危害:减弱阴极破碎作用减弱阴极破碎
9、作用在变压器铁心中产生直流磁通分量,导致在变压器铁心中产生直流磁通分量,导致铁心单向磁饱和,铁损铜损上升,效率下降铁心单向磁饱和,铁损铜损上升,效率下降焊接电流波形畸变,功率要素下降,不利焊接电流波形畸变,功率要素下降,不利于电弧的稳定性于电弧的稳定性三交流三交流 钨极氩弧焊直流分量消除方法钨极氩弧焊直流分量消除方法 五、引弧器五、引弧器高频引弧器主电路高频引弧器主电路 高频振荡器输出波形高频振荡器输出波形 能量可控高频引弧器主电路能量可控高频引弧器主电路 引弧器与焊接主电路并联接引弧器与焊接主电路并联接 引弧器与焊接主电路串联衔接引弧器与焊接主电路串联衔接稳弧:稳弧:工频正弦波工频正弦波TI
10、G焊,电流焊,电流100次次/s过零过零点,过零后钨棒为阴极时,反复引燃电压点,过零后钨棒为阴极时,反复引燃电压较低,易引燃电弧,而过零后较低,易引燃电弧,而过零后Al、Mg及其及其合金为阴极时,反复引燃电压很高,不附合金为阴极时,反复引燃电压很高,不附加电压难以引燃电弧,因此需附加稳弧措加电压难以引燃电弧,因此需附加稳弧措施。施。第七章 钨极氩弧焊并联式晶闸管高压脉冲稳弧和引弧电路并联式晶闸管高压脉冲稳弧和引弧电路一、类型一、类型 7-2 钨极氩弧焊机钨极氩弧焊机 按供电种类分:直流、交流、交直流、按供电种类分:直流、交流、交直流、方波、脉冲。方波、脉冲。按自动化程度:手工按自动化程度:手工
11、TIG、自动、自动TIG。二、组成二、组成 弧焊电源、焊枪、控制系统及供水、弧焊电源、焊枪、控制系统及供水、供气系统供气系统。第七章 钨极氩弧焊1.弧焊电源弧焊电源 陡降外特性。陡降外特性。2.焊枪焊枪 要求:要求:W棒夹持方便、气维护效果好、棒夹持方便、气维护效果好、水冷却。水冷却。3.控制系统控制系统 引弧熄弧程序控制引弧熄弧程序控制 4.举例举例 WS系列氩弧焊机系列氩弧焊机 第七章 钨极氩弧焊 第七章 钨极氩弧焊 第七章 钨极氩弧焊 第七章 钨极氩弧焊 第七章 钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊7-3 焊接工
12、艺焊接工艺第七章第七章 钨极氩弧焊钨极氩弧焊一、焊前预备一、焊前预备 1.坡口预备坡口预备 2.除油、氧化皮除油、氧化皮3.装配装配 二、工艺参数选择二、工艺参数选择 1.焊接电流及钨极直径焊接电流及钨极直径 第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊3.焊速焊速 4.维护气效果维护气效果 2.弧长及电弧电压弧长及电弧电压5.喷嘴、填充焊丝倾角喷嘴、填充焊丝倾角二、工艺参数选择二、工艺参数选择 加拖罩加拖罩第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极
13、氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊7-4 其它钨极氩弧焊其它钨极氩弧焊 一、脉冲钨极氩弧焊一、脉冲钨极氩弧焊 直流;交流直流;交流 一、直流脉冲钨极氩弧焊一、直流脉冲钨极氩弧焊 1.低频脉冲氩弧焊低频脉冲氩弧焊0.115Hz特点:平均电流低,适宜薄板和热敏感性资料特点:平均电流低,适宜薄板和热敏感性资料焊缝金属高温停留时间短焊缝金属高温停留时间短可准确控制电弧能量和熔池尺寸,适宜单面焊可准确控制电弧能量和熔池尺寸,适宜单面焊双面成形和全位置焊。双面成形和全位置焊。经过脉冲波形调理焊缝成形经过脉冲波形调理焊缝成形脉冲钨极氩
14、弧焊电流波形脉冲钨极氩弧焊电流波形矩形波矩形波 脉冲钨极氩弧焊电流波形脉冲钨极氩弧焊电流波形前沿附加脉冲尖峰前沿附加脉冲尖峰脉冲钨极氩弧焊电流波形脉冲钨极氩弧焊电流波形后沿附加脉冲尖峰后沿附加脉冲尖峰脉冲电流与焊缝成形关系脉冲电流与焊缝成形关系脉冲时间与焊缝成形关系脉冲时间与焊缝成形关系脉冲频率与焊缝成形关系脉冲频率与焊缝成形关系焊接速度与脉冲电流匹配焊接速度与脉冲电流匹配第七章第七章 钨极氩弧焊钨极氩弧焊7-4 其它钨极氩弧焊其它钨极氩弧焊 一、直流脉冲钨极氩弧焊一、直流脉冲钨极氩弧焊 2.高频脉冲高频脉冲TIG焊焊1020KHz 由于高频效应,电弧挺度非常好由于高频效应,电弧挺度非常好第七
15、章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊脉冲电源构造框图脉冲电源构造框图高频脉冲电流波形高频脉冲电流波形带低频脉冲调制的高频脉冲电流波形带低频脉冲调制的高频脉冲电流波形7-4 其它钨极氩弧焊其它钨极氩弧焊 二、交流脉冲二、交流脉冲TIG焊焊 1.交流幅值调制脉冲交流幅值调制脉冲TIG焊焊 适宜适宜Al、Mg及其合金的薄板全位置焊及其合金的薄板全位置焊 幅值调制交流脉冲幅值调制交流脉冲TIG焊电流波形焊电流波形脉冲频率与焊缝成形关系脉冲频率与焊缝成形关系二、交流流脉冲二、交流流脉冲TIG焊焊 2.交流脉冲宽度调制交流脉冲宽度调制TIG焊焊
16、 即交流方波即交流方波TIG焊的极性比率调制焊的极性比率调制 反极性比率反极性比率DRP=tRP/tRP+tSP 正极性比率正极性比率DSP=1-DRP应在保证阴极清理的前提下,采用尽能够低的应在保证阴极清理的前提下,采用尽能够低的DRP7-4 其它钨极氩弧焊其它钨极氩弧焊 极性比率与焊缝成形关系极性比率与焊缝成形关系极性比率与钨极烧损关系极性比率与钨极烧损关系二、交流流脉冲二、交流流脉冲TIG焊焊 3.交直流切换式脉冲交直流切换式脉冲TIG焊焊 直流正极性和交流交替切换,加强焊缝熔透才直流正极性和交流交替切换,加强焊缝熔透才干,减小钨棒烧损,特别适宜于厚干,减小钨棒烧损,特别适宜于厚Al板的焊接板的焊接7-4 其它钨极氩弧焊其它钨极氩弧焊 第七章第七章 钨极氩弧焊钨极氩弧焊交流占空率与焊缝成形关系交流占空率与焊缝成形关系交流占空率与钨极烧损关系交流占空率与钨极烧损关系二次逆变电路二次逆变电路第七章第七章 钨极氩弧焊钨极氩弧焊二、热丝钨极氩弧焊二、热丝钨极氩弧焊 第七章第七章 钨极氩弧焊钨极氩弧焊第七章第七章 钨极氩弧焊钨极氩弧焊三、多阴极串列钨极氩弧焊三、多阴极串列钨极氩弧焊 提高焊速,多用于不锈钢延续管焊消提高焊速,多用于不锈钢延续管焊消费费
 焊接方法与设备10钨极氩弧焊1讲解ppt课件
焊接方法与设备10钨极氩弧焊1讲解ppt课件