 天然气管道防腐技术方案
天然气管道防腐技术方案

《天然气管道防腐技术方案》由会员分享,可在线阅读,更多相关《天然气管道防腐技术方案(5页珍藏版)》请在装配图网上搜索。
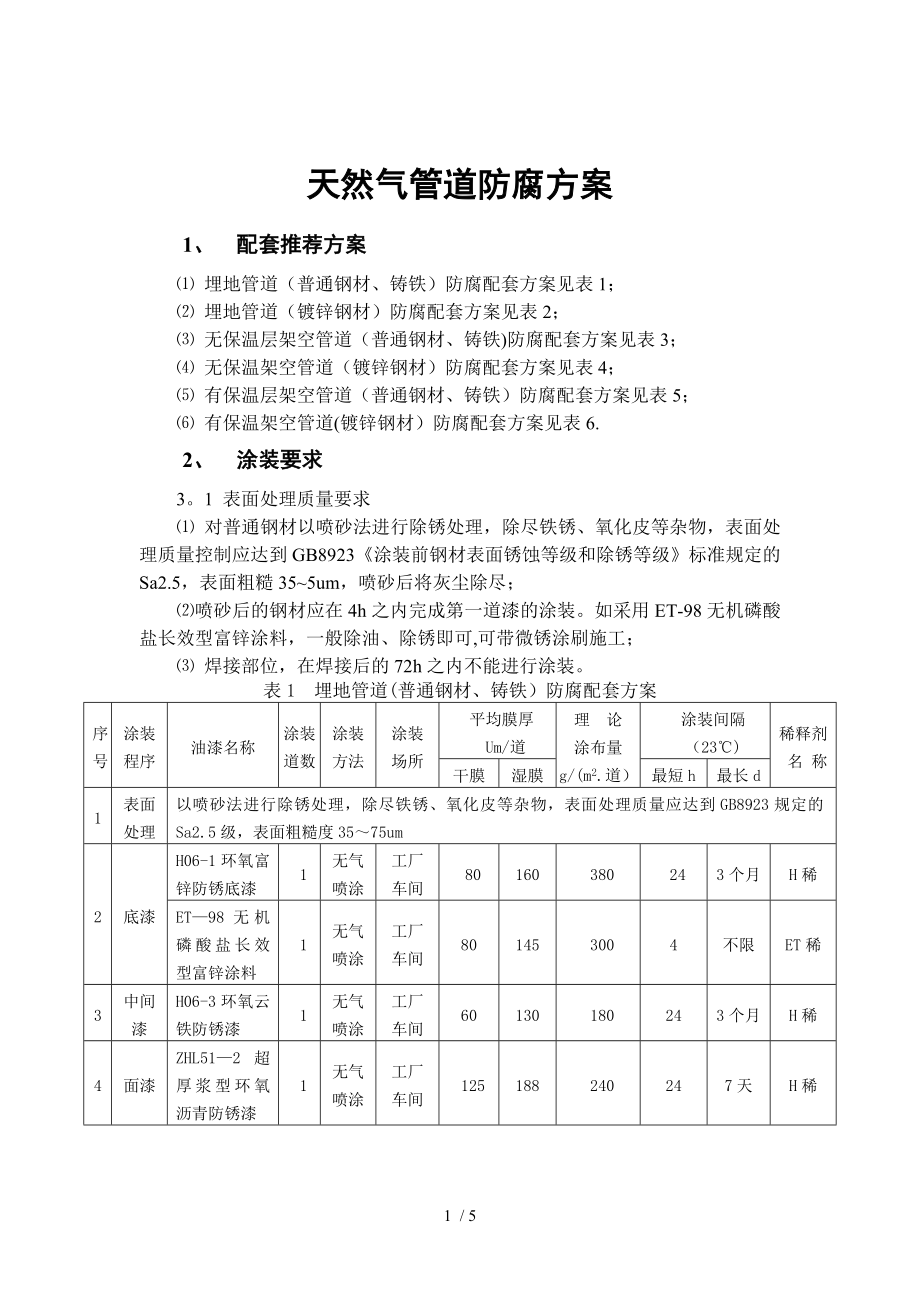
1、天然气管道防腐方案1、 配套推荐方案 埋地管道(普通钢材、铸铁)防腐配套方案见表1; 埋地管道(镀锌钢材)防腐配套方案见表2; 无保温层架空管道(普通钢材、铸铁)防腐配套方案见表3; 无保温架空管道(镀锌钢材)防腐配套方案见表4; 有保温层架空管道(普通钢材、铸铁)防腐配套方案见表5; 有保温架空管道(镀锌钢材)防腐配套方案见表6.2、 涂装要求3。1 表面处理质量要求 对普通钢材以喷砂法进行除锈处理,除尽铁锈、氧化皮等杂物,表面处理质量控制应达到GB8923涂装前钢材表面锈蚀等级和除锈等级标准规定的Sa2.5,表面粗糙355um,喷砂后将灰尘除尽;喷砂后的钢材应在4h之内完成第一道漆的涂装。
2、如采用ET-98无机磷酸盐长效型富锌涂料,一般除油、除锈即可,可带微锈涂刷施工; 焊接部位,在焊接后的72h之内不能进行涂装。表1 埋地管道(普通钢材、铸铁)防腐配套方案序号涂装程序油漆名称涂装道数涂装方法涂装场所平均膜厚Um/道理 论涂布量g/(m2.道)涂装间隔(23)稀释剂名 称干膜湿膜最短h最长d1表面处理以喷砂法进行除锈处理,除尽铁锈、氧化皮等杂物,表面处理质量应达到GB8923规定的Sa2.5级,表面粗糙度3575um2底漆H06-1环氧富锌防锈底漆1无气喷涂工厂车间80160380243个月H稀ET98无机磷酸盐长效型富锌涂料1无气喷涂工厂车间801453004不限ET稀3中间漆
3、H06-3环氧云铁防锈漆1无气喷涂工厂车间60130180243个月H稀4面漆ZHL512超厚浆型环氧沥青防锈漆1无气喷涂工厂车间125188240247天H稀ZHL51-2超厚浆型环氧沥青防锈漆1无气喷涂工厂车间125188240H稀油漆实际用量是施工单位的经验、施工水平、施工场所等条件由施工单位进行估算,大约为理论用量是的1.51。8倍,(表2-表6与此相同).。3个月之内漆膜表面会出现锌盐,在施工下道漆时,须将漆膜表面的锌盐除尽,用干布或砂纸打磨一下即可(表2-表6与此相同)。如超过涂装间隔时,应将漆膜表面以砂纸打毛后才能进行后道漆的涂装,以增强漆膜的层间附着力(表2表5与此相同)。表2
4、 埋地管道(镀锌钢材)防腐配套方案序号涂装程序油漆名称涂装道数涂装方法涂装场所平均膜厚Um/道理 论涂布量g/(m2.道)涂装间隔(23)稀释剂名称干膜湿膜最短h最长d1表面处理采用轻扫级喷砂法去除灰层、油污等杂质,表面粗糙度3575um2底漆70H环氧铁红防腐涂料1无气喷涂工厂车间80160380243个月H稀3中间漆H063环氧云铁防腐涂料1无气喷涂工厂车间60130180243个月H稀4面漆ZHL51-2超厚浆型环氧沥青防锈漆1无气喷涂工厂车间125188240247天H稀ZHL512超厚浆型环氧沥青防锈漆1无气喷涂工厂车间125188240H稀 对镀锌层必须采用轻扫级喷砂法去除灰层,然
5、后涂装70-H环氧铁红防腐漆。3.2涂装环境条件涂装五境对漆膜的质量有很大的影响,为保证涂装质量,对涂装环境提出如下要求: 不能在烈日曝晒和有雨、雾、雪的天气进行露天涂装作业,相对湿度大于85不宜施工,底材温度须高于露点以上3方可进行ET-98无机磷酸盐长效型富锌涂料无妨; 夏季阳光直射、底材温度大于60时不能施工。冬季气温不低于-5时,70-H环氧铁红防腐涂料、H063环氧云铁防锈漆、ZHL512超厚浆型环氧沥青防锈漆,冬季不宜在室外施工; 涂装过程及漆膜干燥过程中有粉尘飞扬时,不能施工,ET98无机磷酸盐长效型富锌涂料无妨,因3min表干。表3 无保温层架空管道(普通钢材、铸铁)防腐配套方
6、案序号涂装程序油漆名称涂装道数涂装方法涂装场所平均膜厚Um/道理 论涂布量g/(m2.道)涂装间隔(23)稀释剂名 称干膜湿膜最短h最长d1表面处理以喷砂法进行除锈处理,除尽铁锈、氧化皮等杂物,表面处理质量应达到GB8923规定的Sa2。5级,表面粗糙度3575um2底漆H06-1环氧富锌防锈底漆1无气喷涂工厂车间80160380243个月H稀ET98无机磷酸盐长效型富锌涂料1无气喷涂工厂车间801453004不限ET稀3中间漆H063环氧云铁防锈漆1无气喷涂工厂车间60130180243个月H稀4面漆G系列各种氯化橡胶面漆1无气喷涂工厂车间6013017524不限G稀G系列各种氯化橡胶面漆1
7、无气喷涂工厂车间60130175G稀表4无保温层架空管道(镀锌钢材)防腐配套方案序号涂装程序油漆名称涂装道数涂装方法涂装场所平均膜厚Um/道理 论涂布量g/(m2。道)涂装间隔(23)稀释剂名 称干膜湿膜最短h最长d1表面处理采用轻扫级喷砂法去除灰层、油污等杂质,表面粗糙度3575um2封闭70-H环氧铁红防腐涂料1无气喷涂工厂车间3086117243个月H稀3中间漆H063环氧云铁防腐涂料1无气喷涂工厂车间100220300243个月H稀4面漆G系列各种氯化橡胶面漆1无气喷涂工厂车间5013017524不限G稀G系列各种氯化橡胶面漆1无气喷涂现场50130175G稀3、 油漆的调配 首先核对
8、油漆的种类、名称是否符合使用规定; 油漆开桶后要进行充分搅拌,使沉淀混合均匀; 双组份型油漆,必须根据说明书规定的配比、工程用量、允许的施工时间,在现场调配,用多少配多少; 油漆的调配方法 H061环氧富锌防锈底漆的调配甲乙混合比例为:甲组份:乙组份=4:1(重量比)方法:将乙组份加入甲组份的大桶内,搅拌均匀放置20min熟化后才能使用。 H063环氧云铁防锈漆甲乙混合比例为:甲组份:乙组份=4:1(重量比)方法:将小桶装的乙组份(固化剂)加入甲组份的大桶内,搅拌均匀,放置20min熟化后才能使用 70-H环氧铁红防腐涂料甲乙混合比例为:甲组份:乙组份=4:1(重量比)方法:将小桶装的乙组份(
9、固化剂)加入甲组份的大桶内,搅拌均匀,放置20min熟化后才能使用 ZHL512超厚型环氧沥青防锈漆甲乙混合比例为:甲组份:乙组份=4:1(重量比)方法:将小桶装的乙组份(固化剂)加入甲组份的大桶内,搅拌均匀,放置20min熟化后才能使用 氯化橡胶面漆方法:氯化橡胶面漆为单罐装涂料,开罐搅拌均匀即可使用.表5 有保温层架空管道(普通钢材、铸铁)防腐配套方案序号涂装程序油漆名称涂装道数涂装方法涂装场所平均膜厚Um/道理 论涂布量g/(m2。道)涂装间隔(23)稀释剂名 称干膜湿膜最短h最长d1表面处理以喷砂法进行除锈处理,除尽铁锈、氧化皮等杂物,表面处理质量应达到GB8923规定的Sa2。5级,
10、表面粗糙度3575um2底漆H06-1环氧富锌防锈底漆1无气喷涂工厂车间80160380243个月H稀ET98无机磷酸盐长效型富锌涂料1无气喷涂工厂车间801453004不限ET稀3中间漆H06-3环氧云铁防锈漆1无气喷涂工厂车间80176240243个月H稀表6有保温层架空管道(镀锌钢材)防腐配套方案序号涂装程序油漆名称涂装道数涂装方法涂装场所平均膜厚Um/道理 论涂布量g/(m2。道)涂装间隔(23)稀释剂名 称干膜湿膜最短h最长d1表面处理采用轻扫级喷砂法去除灰层、油污等杂质,表面粗糙度3575um2封闭层70-H环氧铁红防腐涂料1无气喷涂工厂车间3086117243个月H稀3中间漆H0
11、63环氧云铁防腐涂料1无气喷涂工厂车间100220300243个月H稀4、 施工方法与施工参数 可采用无气高压喷涂方法也可采用手工刷涂或空气喷涂的施工方法; 为保证焊接、边角、棱角等处的漆膜厚度,在进行大面积涂装之前,应先用漆刷预涂一道; 在进行涂装时,操作人员应随时以湿膜测厚仪测定湿膜厚度,以控制漆膜厚度; 涂装时应采用先上下或先左右后上下的纵横涂装方法,使漆膜光滑平整、厚度均匀; 在施工前请参阅说明书中的施工参数以便掌握施工要领; 在成本高一些的情况下,可采用ZH聚脂改性面漆或聚氨酯面漆代替氯化橡胶面漆,防腐效果更佳。5、 漆膜损伤处的修补涂装如漆膜在涂装过程中受到机械损伤,己损坏到底层漆膜并出现局部锈蚀时,应以风动或电动工具打磨处理至GB892388标准规定的St2-St3级,才能进行H06环氧富锌防锈底漆和各道配套涂料的修补.6、 检验 表面处理质量按GB892388国家标准中的彩色照片对照检验; 漆膜外观检验;用肉眼检查漆膜表面状况,漆膜应无针孔、气泡、裂纹、脱落、流挂、漏涂等弊病. 漆膜厚度的控制用漆膜测厚仪测定干膜厚度,每涂完一道应测定漆膜的厚度,涂装完毕后必须测定漆膜总厚度。按每13m3测一个点(或另行规定).90以上测点的膜厚值须达到规定值,未规定值,未达规定值的膜厚值的膜厚值不低于规定值的90%.否则应予补涂或加涂一道。5 / 5
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 一元回归及相关分析课件
- 第六章北方地区第四节-祖国的首都——北京(课堂ppt)课件
- 第十三课《规划每一天》ppt课件
- 第十三课从蒸汽机到互联网ppt课件
- 第八章-真核基因表达调控ppt课件
- 第10章-中枢神经系统感染性疾病ppt课件
- 第十一课-公正处理民事关系ppt课件
- 第十三课《人的本质与利己利他》-一、正确处理利己和利他的关系ppt课件
- 第十四章-消息标题ppt课件
- 第23章第1节生物的生存依赖一定的环境ppt课件
- 第十八章电功率第1节电能电功ppt课件
- 第十二章-公共关系评估ppt课件
- 第十二章-词的初创及晚唐五代词ppt课件
- 一元二次方程解法——配方法课件
- 第十四章-流变学基础ppt课件
