 华中数控教案-铣编程
华中数控教案-铣编程

《华中数控教案-铣编程》由会员分享,可在线阅读,更多相关《华中数控教案-铣编程(23页珍藏版)》请在装配图网上搜索。
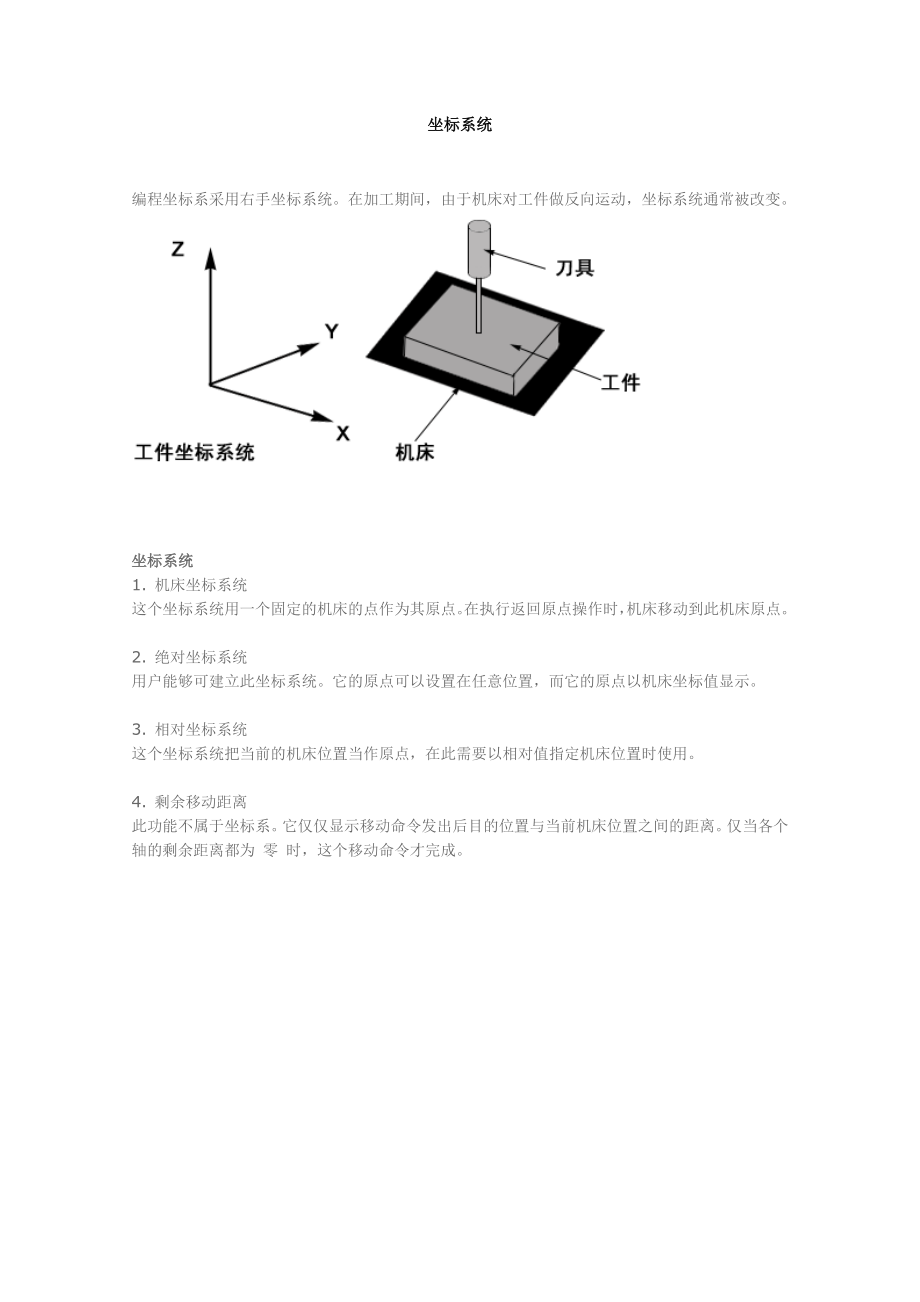
1、坐标系统 编程坐标系采用右手坐标系统。在加工期间,由于机床对工件做反向运动,坐标系统通常被改变。坐标系统1. 机床坐标系统这个坐标系统用一个固定的机床的点作为其原点。在执行返回原点操作时,机床移动到此机床原点。 2. 绝对坐标系统用户能够可建立此坐标系统。它的原点可以设置在任意位置,而它的原点以机床坐标值显示。3. 相对坐标系统这个坐标系统把当前的机床位置当作原点,在此需要以相对值指定机床位置时使用。4. 剩余移动距离此功能不属于坐标系。它仅仅显示移动命令发出后目的位置与当前机床位置之间的距离。仅当各个轴的剩余距离都为 零 时,这个移动命令才完成。G 代码命令代码组及其含义“模态代码” 和 “
2、一般” 代码“形式代码” 的功能在它被执行后会继续维持,而 “一般代码” 仅仅在收到该命令时起作用。定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。反之,像原点返回代码就叫“一般代码”。每一个代码都归属其各自的代码组。在“模态代码”里,当前的代码会被加载的同组代码替换。G代码组别 解释*G0001定位 (快速移动)G01直线切削G02顺时针切圆弧G03逆时针切圆弧G0400暂停G0716虚轴指定G0900准停校验*G1702XY 面赋值G18XZ 面赋值G19YZ 面赋值G2008英寸输入*G21毫米输入G22脉冲当量G2403镜像开*G25镜像关G2800返回到参考点G29由参考点
3、返回*G4007取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移G4308刀具长度 + 方向偏移G44刀具长度 - 方向偏移*G49取消刀具长度偏移*G5004缩放关G51缩放开G5200局部坐标系设定G53直接机床坐标系编程*G5414工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G6000单方向定位*G6112精确停止校验方式G64连续方式G6805旋转变换*G69旋转取消G7309高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81中心钻循环G82反镗孔循环G83深孔钻削循环
4、G84右螺旋切削循环G85镗孔循环G86镗孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G9003使用绝对值命令G91使用增量值命令G9200设置工件坐标系*G9414每分钟进给G95每转进给*G9810固定循环返回起始点G99返回固定循环R点代码解释 G00 定位(G00)1. 格式 G00 X_ Y_ Z_这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下), 或者移动到某个距离处 (在增量坐标方式下)。2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。3. 直线定位刀
5、具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。4. 举例N10 G0 X100 Y100 Z65 G01 直线切削进程(G01)1. 格式 G01 X_ Y_ Z_F_这个命令将刀具以直线形式按代码指定的速率从它的当前位置移动到命令要求的位置。对于省略的坐标轴,不执行移动操作;而只有指定轴执行直线移动。位移速率是由命令中指定的轴的速率的复合速率。2. 举例G01 G90 X50. F100; 或G01 G91 X30. F100; G01 G90 X50. Y30. F100;或G01 G91 X30. Y15. Z0 F100;G01 G90
6、 X50. Y30. Z15. F100; G02/G03G17/G18/G19 圆弧切削 (G02/G03, G17/G18/G19)1. 格式 圆弧在 XY 面上G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_;或G17 G02 ( G03 ) G90 ( G91 ) R_ F_; 圆弧在 XZ 面上G18 G02 ( G03 ) G90 ( G91 ) I_ K_ F_;或G18 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧在 YZ 面上G19 G02 ( G03 ) G90 ( G91 ) J_ K_ F_;或G19 G02 ( G03 )
7、G90 ( G91 ) R_ F_;圆弧所在的平面用G17, G18 和G19命令来指定。但是,只要已经在先前的程序块里定义了这些命令,也能够省略。圆弧的回转方向像下图表示那样,由 G02/G03来指定。在圆弧回转方向指定后,指派切削终点坐标。 G90 是指定在绝对坐标方式下使用此命令;而 G91 是在指定在增量坐标方式下使用此命令。另外,如果G90/G91已经在先前程序块里给出过,可以省略。圆弧的终点用包含在命令施加的平面里的两个轴的坐标值指定 ( 例如,在 XY平面里,G17用 X, Y 坐标值 ) 。 终点坐标能够像 G00 和 G01 命令一样地设置。圆弧中心的位置或者其半径应当在设定
8、圆弧终点之后设置。圆弧中心设置为从圆弧起点的相对距离,并且对应于 X,Y 和Z 轴表示为 I, J 和 K。圆弧起点坐标值减去圆弧中心对应的坐标值得到的结果对应分配给 I、J、K。2. 举例圆弧起点的 X 坐标值 - 30.圆弧中心的 X 坐标值 - 10.因此,“I” 就是 20. (10 - 30 = 20)圆弧起点的 Y 坐标值 - 10.圆弧中心的 Y 坐标值 - 5.因此,“J” 就是 5. (10 5 = 5)结果,这个情况下圆弧命令如下所列:G17 G03 G90 X5. Y25. I-20. J-5.;或者,G17 G03 G91 X-25. Y15. I-20. J-5.;因
9、为圆弧半径通常是已给了的,也能够用圆弧半径给命令赋值。在已给的例子里,圆弧半径是 20.616。因此,该命令能够如下表示:G17 G03 G90 X5. Y25. R20.616.;或者,G17 G03 G91 X-25. Y15. R20.616;注意 1) 把圆弧中心设置为 “I”, “J” 和 “K”时,必须设置为圆弧起点到圆弧中心的增量值 (增量命令).注意 2) 命令里的“I0”, “J0” 和 “K0” 可以省略。偏移值指定要求。 G28 自动原点返回 (G28)1. 格式 第一原点返回: G28 G90 ( G91 ) X_Y_Z_;由 X, Y 和 Z 设定的位置叫做中间点。机
10、床先移动到这个点,而后回归原点。省略了中间点的轴不移动;只有在命令里指派了中间点的轴执行其原点返回命令。在执行原点返回命令时,每一个轴是独立执行的,这就像快速移动命令(G00)一样; 通常刀具路径不是直线。因此,要求对每一个轴设置中间点,以免机床在原点返回时与工件碰撞等意外发生。2. 举例G28 G90 X150. Y200.;或者,G28 G91 X100. Y150.;注意:在所给例子里, 去中间点的移动就像下面的快速移动命令一样。G00 G90 X150. Y200.;或者G00 G91 X100. Y150.;如果中介点与当前的刀具位置一致(例如,发出的命令是 - G28 G91 X0
11、 Y0 Z0;),机床就从其当前位置返回原点。如果是在单程序块方式下运行,机床就会停在中间点;当中间点与当前位置一致,它也会暂时停在中间点(即,当前位置)。G29自动从参考点返回(G29)格式:G29 X_Y_Z_说明: X 、Y 、Z :返回的定位终点,在G90 时为定位终点在工件坐标系中的坐标;在G91 时为定位终点相对于G28 中间点的位移量。 G29 可使所有编程轴以快速进给经过由G28 指令定义的中间点,然后再到达 指定点。通常该指令紧跟在G28 指令之后。 G29 指令仅在其被规定的程序段中有效。 G40/G41/G42 刀具直径偏置功能 (G40/G41/G42)1. 格式 G0
12、0 G41 X_ Y_D;或G01 G41 X_ Y_D;G00 G42 X_ Y_D;或G01 G42 X_ Y_D; 当处理工件 (“A”) 时,就像下图所示,刀具路径 (“B”) 是基本路径,与工件 (“A”)的距离至少为该刀具直径的一半。此处,路径 “B” 叫做由 A 经 R 补偿的路径。因此,刀具直径偏置功能自动地由编程给出的路径 A以及由分开设置的刀具偏置值,计算出补偿了的路径B。就是说,用户能够根据工件形状编制加工程序,同时不必考虑刀具直径。 因此,在真正切削之前把刀具直径指派为刀具偏置值;用户能够获得精确的切削结果,就是因为系统本身计算了精确的补偿了的路径。在编程时用户只要插入
13、偏置向量的方向 (举例说, G41:左侧, G42: 右侧)和偏置内存地址 (例如, D2: 在“D” 后面是从 01 到 32的两位数字)。所以用户只要输入偏移内存号码 D (根据 MDI),只不过是由精确计算刀具直径得出的半径。2. 偏置功能G40: 取消刀具直径偏置G41: 偏置在刀具行进方向的左侧G42: 偏置在刀具行进方向的右侧G43/G44/G49 刀具长度偏置 (G43/G44/G49)1. 格式 G00 G43 Z_ H_;或G01 G43 Z_ H_;G00 G44 Z_ H_;或G01 G44 Z_ H_;G00 G49 Z_;或G01 G49 Z_; 2. 偏置功能首先用
14、一把铣刀作为基准刀,并且利用工件坐标系的 Z 轴,把它定位在工件表面上,其位置设置为 Z0。 ( 见 G92:坐标系设置)请记住,如果程序所用的刀具较短,那么在加工时刀具不可能接触到工件,即便机床移动到位置 Z0。反之,如果刀具比基准刀具长,有可能引起与工件碰撞损坏机床。为了防止出现这种情况,把每一把刀具与基准刀具的相对长度差输入到刀具偏置内存,并且在程序里让 NC 机床执行刀具长度偏置功能。G43: 把指定的刀具偏置值加到命令的 Z 坐标值上。G44: 把指定的刀具偏置值从命令的 Z 坐标值上减去。G49: 取消刀具偏置值。在设置偏置的长度时,使用正/负号。如果改变了 (+/-) 符号, G
15、43 和 G44 在执行时会反向操作。因此,该命令有各种不同的表达方式。举例说:首先,遵循下列步骤度量刀具长度。1.把工件放在工作台面上。2.调整基准刀具轴线,使它接近工件表面上。 3.更换上要度量的刀具;把该刀具的前端调整到工件表面上。 4.此时 Z 轴的相对坐标系的坐标作为刀具偏置值输入内存。通过这么操作,如果刀具短于基准刀具时偏置值被设置为负值;如果长于基准刀具则为正值。因此,在编程时仅有 G43 命令允许您做刀具长度偏置。3. 举例G00 ZO; G00 G43 Z0 H01; G00 G43 Z0 H03;或者 G00 G44 Z0 H02; 或者G00 G44 Z0 H02;G43
16、, G44 或 G49 命令一旦被发出,它们的功效会保持着,因为它们是 “模态命令”。因此, G43 或 G44 命令在程序里紧跟在刀具更换之后一旦被发出;那么 G49 命令可能在该刀具作业结束,更换刀具之前发出。注意 1) 在用 G43 (G44) H 或者用 G 49 命令的指派来省略 Z 轴移动命令时,, 偏置操作就会像 G00 G91 Z0 命令指派的那样执行。也就是说,用户应当时常小心谨慎,因为它就像有刀具长度偏置值那样移动。注意 2) 用户除了能够用 G49 命令来取消刀具长度补偿,还能够用偏置号码 H0 的设置(G43/G44 H0) 来获得同样效果。注意 3) 若在刀具长度补偿
17、期间修改偏置号码,先前设置的偏置值会被新近赋予的偏置值替换。标系就被取消。以上命令也能够用于取消局部坐标系。注意 (1) 当用户执行手动原点返回时,局部坐标系执行原点返回的轴的原点与工件坐标系就等同了。也就是说,这个操作与 G52a0; 命令一样 (a: 是执行原点返回进程的那个轴)。注意 (2) 即便已经设置了局部坐标,工件坐标系或者机床坐标系不会被改变。注意 (3) 工件坐标系是用 G92 命令设置的。如果各个坐标值未设置, 局部坐标系里未给坐标值的轴将被设置成先前各轴一样的值。注意 (4) 在刀具直径偏置方式下,用 G52 命令来暂时取消该偏置功能。 注意 (5) 当移动命令紧跟在 G5
18、2 程序块功能之后发出时,通常必须采用绝对命令。 G53 选择机床坐标系 (G53)1. 格式 ( G90 ) G53 X_ Y_ Z_;2. 功能刀具根据这个命令执行快速移动到机床坐标系里的 X_Y_Z 位置。由于 G53 是 “一般” G 代码命令,仅仅在程序块里有 G53 命令的地方起作用。此外,它在绝对命令 (G90) 里有效,在增量命令里 (G91) 无效。为了把刀具移动到机床固有的位置,像换刀位置,程序应当用 G53 命令在机床坐标系里开发。注意 (1) 刀具直径偏置、刀具长度偏置和刀具位置偏置应当在它的 G53 命令指派之前提前取消。否则,机床将依照指派的偏置值移动。注意 (2)
19、 在执行G53指令之前,必须手动或者用G28 命令让机床返回原点。这是因为机床坐标系必须在G53命令发出之前设定。 G54-G59 工件坐标系选择(G54-G59)1. 格式 G54 X_ Y_ Z_;2. 功能通过使用 G54 G59 命令,来将机床坐标系的一个任意点 (工件原点偏移值) 赋予 1221 1226 的参数,并设置工件坐标系(1-6)。该参数与 G 代码要相对应如下:宜宾最大的分类信息网宜宾通宜宾房租售招聘求职二手买卖工件坐标系 1 (G54) -工件原点返回偏移值-参数 1221工件坐标系 2 (G55) -工件原点返回偏移值-参数 1222工件坐标系 3 (G56) -工件
20、原点返回偏移值-参数 1223工件坐标系 4 (G57) -工件原点返回偏移值-参数 1224工件坐标系 5 (G58) -工件原点返回偏移值-参数 1225工件坐标系 6 (G59) -工件原点返回偏移值-参数 1226在接通电源和完成了原点返回后,系统自动选择工件坐标系 1 (G54) 。在有 “模态”命令对这些坐标做出改变之前,它们将保持其有效性。除了这些设置步骤外,系统中还有一参数可立刻变更G54G59 的参数。工件外部的原点偏置值能够用 1220 号参数来传递。 G73 高速深孔加工循环(G73)1. 格式 G98 G73 X_Y_Z_R_Q_P_F_K_L_;或G99 G73 X_
21、Y_Z_R_Q_P_F_K_L_;X_ Y:孔位数据 Z_:从R点到孔底的距离 R_:从初始位置到R点的距离 Q_:每次切削进给的切削深度 P_:暂停时间 F_:切削进给速度 K_:每次退刀距离L_:循环次数 2. 功能进给 孔底 快速退刀。 G74 反攻丝循环(G74) 1. 格式 G98 G74 X_Y_Z_R_P_F_L_;或G99 G74 X_Y_Z_R_P_F_L_;X_ Y:孔位数据 Z_:从R点到孔底的距离 R_:从初始位置到R点的距离 P_:暂停时间 F_:切削进给速度 L_:重复次数 2. 功能进给 孔底 主轴暂停 正转 快速退刀。 G76 精镗孔循环(G76)1. 格式 G
22、98 G76 X_Y_Z_R_P_IJF_L_;或G99 G76 X_Y_Z_R_P_IJF_L_;X_ Y:孔位数据 Z_:从R点到孔底的距离 R_:从初始位置到R点的距离 Q_:每次切削进给的切削深度 P_:暂停时间 I:X轴退刀量J:Y轴退刀量F_:切削进给速度 L_:重复次数 2. 功能进给 孔底 主轴定位停止 快速退刀。 G 80 取消固定循环进程 (G80)1. 格式 G80;2. 功能这个命令取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括 R 点, Z 点等等,都被取消;宜宾通影院www.yi-最受网民喜爱的宜宾本土影院但是移动速率命令会继续有效。(注) 要取消固
23、定循环方式,用户除了发出G80 命令之外,还能够用 G 代码 01 组 (G00, G01, G02, G03 等等) 中的任意一个命令。 G 81 钻孔循环(G81)1. 格式 G98 G81 X_Y_Z_R_F_L_;或G99 G81 X_Y_Z_R_F_L_;X_ Y:孔位数据Z_:从R点到孔底的距离R_:从初始位置到R点的距离F_:切削进给速度L_:重复次数 2. 功能G81 命令可用于一般的孔加工。 G 82 带停顿的钻孔循环(G82)1. 格式 G98 G82 X_Y_Z_R_P_F_L_;或G99 G82 X_Y_Z_R_P_F_L_;X_ Y:孔位数据Z_:从R点到孔底的距离R
24、_:从初始位置到R点的距离P_:在孔底的暂停时间F_:切削进给速度L_:重复次数 2. 功能G82 钻孔循环,反镗孔循环 G83 深孔加工循环(G83)1. 格式 G98 G83 X_Y_Z_R_Q_P_K_F_L_;或G99 G83 X_Y_Z_R_Q_P_K_F_L_;X_ Y:孔位数据Z_:从R点到孔底的距离R_:从初始位置到R点的距离Q_:每次切削进给的切削深度 P:暂停时间 K:每次退刀量F_:切削进给速度L_:重复次数2. 功能G83 中间进给 孔底 快速退刀。 G84 攻丝循环(G84)1. 格式 G98 G84 X_Y_Z_R_P_F_L_;或G99 G84 X_Y_Z_R_P
25、_F_L_;X_ Y:孔位数据Z_:从R点到孔底的距离R_:从初始位置到R点的距离P_:暂停时间 F_:切削进给速度L_:重复次数 2. 功能G84 进给 孔底 主轴反转 快速退刀。 G85 镗孔循环(G85)1. 格式 G98 G85 X_Y_Z_R_P_F_L_;或G99 G85 X_Y_Z_R_P_F_L_;X_ Y:孔位数据Z_:从R点到孔底的距离R_:从初始位置到R点的距离P_:暂停时间 F_:切削进给速度L_:重复次数 2. 功能G85 中间进给 孔底 快速退刀。 G86 镗孔循环(G86)1. 格式 G98 G86 X_Y_Z_R_F_L_;或G99 G86 X_Y_Z_R_F_
26、L_;X_ Y:孔位数据Z_:从R点到孔底的距离R_:从初始位置到R点的距离F_:切削进给速度L_:重复次数 2. 功能G86 进给 孔底 主轴停止 快速退刀。 G87 反镗孔循环(G87)1. 格式 G98 G87 X_Y_Z_R_P_IJF_L_;或G99 G87 X_Y_Z_R_P_IJF_L_;X_ Y:孔位数据Z_:从R点到孔底的距离R_:从初始位置到R点的距离P_:暂停时间I:X轴退刀量J:Y轴退刀量F_:切削进给速度L_:重复次数 2. 功能G87 进给 孔底 主轴正转 快速退刀。 G88 镗孔循环(G88)1. 格式 G98 G88 X_Y_Z_R_P_F_L_;或G99 G8
27、8 X_Y_Z_R_P_F_L_;X_ Y:孔位数据Z_:从R点到孔底的距离R_:从初始位置到R点的距离P_:孔底的暂停时间F_:切削进给速度L_:重复次数 2. 功能G88 进给 孔底 暂停, 主轴停止 快速退刀。 G89 镗孔循环(G89)1. 格式 G98 G89 X_Y_Z_R_F_L_;或G99 G89 X_Y_Z_R_F_L_;X_ Y:孔位数据Z_:从R点到孔底的距离R_:从初始位置到R点的距离F_:切削进给速度L_:重复次数 2. 功能G89 进给 孔底 暂停 快速退刀。 G90/G91 绝对命令/增量命令 (G90/G91)此命令设定指令中的 X, Y 和 Z 坐标是绝对值还
28、是相对值,不论它们原来是绝对命令还是增量命令。含有 G90 命令的程序块和在它以后的程序块都由绝对命令赋值宜宾网址大全宜宾最大的网站站; 而带 G91 命令及其后的程序块都用增量命令赋值。辅助功能(M 功能) 代码及其含义辅助功能包括各种支持机床操作的功能,像主轴的启停、程序停止和切削液节门开关等等。M代码模态说明M00非模态程序停止M02非模态程序结束M03模态主轴正转 (CW)M04模态主轴反转 (CCW)M05模态主轴停止转动M06非模态换刀M07模态切削液开M09模态切削液关M30非模态程序结束(复位) 并回到开头M98非模态子程序调用M99非模态子程序结束其中: M00、M02、M3
29、0、M98、M99 用于控制零件程序的走向,是CNC 內定的辅助功能,不由机床制造商设计决定,也就是说,与PLC 程序无关; 其余M 代码用于机床各种辅助功能的开关动作,其功能不由CNC 內定,而是由PLC 程序指定所以有可能因机床制造厂不同而有差异(表內为标准PLC 指定的功能)。例题 T1球头铣刀12。 操作方法:(1)对工件零点:寻边器测量工件零点或在工件大小设置里直接设置。(2) 编程序N10 G90 G00G54X0Z0Y0S100M03N20 G41 X25.0Y55.0D1N30 G01 Y90.0F150N40 X45.0N50 G03 X50.0Y115.0R65.0N60 G02 X90.0R-25.0N70 G03 X95.0Y90.0R65.0N80 G01 X115.0N90 Y55.0N100 X70.0Y65.0N110 X25.0Y55.0N120 G00 G40X0Y0Z100N130 M5N140 M30
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
