《平敷焊焊缝的开头和结尾.ppt》由会员分享,可在线阅读,更多相关《平敷焊焊缝的开头和结尾.ppt(17页珍藏版)》请在装配图网上搜索。
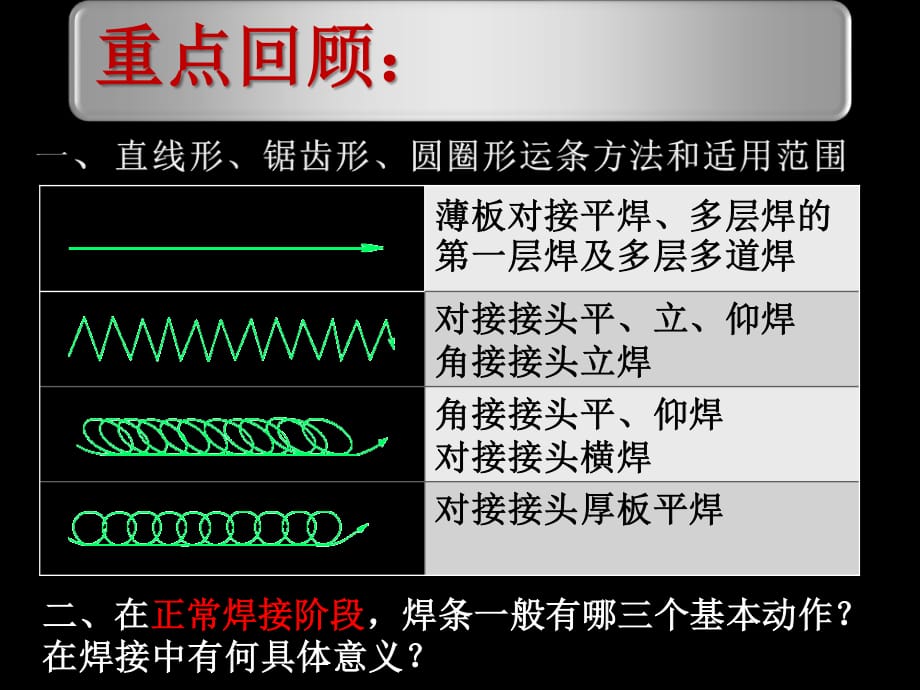
1、薄板对接平焊、多层焊的 第一层焊及多层多道焊 对接接头平、立、仰焊 角接接头立焊 角接接头平、仰焊 对接接头横焊 对接接头厚板平焊 重点回顾: 二、在 正常焊接阶段 ,焊条一般有哪三个基本动作? 在焊接中有何具体意义? 二、在 正常焊接阶段 ,焊条一般有哪三个基本动作?在 焊接中有何具体意义? 1、沿焊条中心线向熔池 送进 为了向熔池添加填充金属, 维持一定的电弧长度 2、沿焊接方向 移动 决定 焊接速度和焊道成形 3、焊条的横向 摆动 目的为了对焊件输入足够 的热量、排渣、排气等,并 获得一定宽度的焊缝或焊道 。 课题导入:平敷焊 平 敷 焊 焊缝的起头和结尾 2、 焊接中能够正确选择并熟练
2、使用的收尾 1、在焊接起头中能熟练的进行适当的预热 本节重点: 4: 焊接中能够正确选择并熟练使用的收尾方法。 3:在焊接起头中能熟练的进行适当的预热 2:掌握焊接工艺参数的选择原则 1:能够正确调整、使用焊接设备及工具 学习目标及技能要求: 一、焊缝的起头 起头是焊缝的开始,焊件温度低,焊缝 余高 略高 , 熔深较浅 ,甚至出现 融合不良 和 夹渣 .对焊 条来说在引弧后的 2S内,由于焊条药皮未形成大 量保护气体,最先熔化的溶滴几乎是在无保护气 氛的情况下过渡到熔池中去的,这种保护不好的 熔滴中有不少气体。如果这些熔滴在施焊中得不 到二次熔化,其内部气体就会残留在焊道中形成 气孔 。 因此
3、需要拉长电弧预热,随即采用短弧焊 接。平焊和碱性焊条多采用 回焊预热法 1、从距离始焊点 10mm左右处引弧, 2、拉长电弧至 10 13mm并缓缓回焊 到始焊点 3、待始焊点有湿润现象(熔敷金属过渡 3-4滴)压低电弧 4、焊条微微摆动达到所需焊缝宽度,然后进行正常焊接 (焊接时开头 10-20mm焊缝应稍慢)。 回焊预热法 焊缝开头过窄的是( ) 焊缝开头过宽的是( ) 焊缝开头夹渣的是( ) 焊缝开头较好的是( ) 2、 4、 5、 6 6 1、 3 1、 碱性焊条 不宜用那种收尾方法? 2、那种收尾方法特别适用于 厚板 焊接? 3、 碱性焊条 宜用那种收尾方法? 4、焊缝为什么要收尾?
4、收尾的目的是什么? 二、焊道的收尾 收尾是指一条焊道结束时收弧,如果操作无经 验,收尾时即拉断电弧,则会形成低于焊件表面的 弧坑 ,过深的弧坑使焊道收尾处强度减弱,并容易 造成应力集中而产生 弧坑裂纹 。所以,收尾动作不 仅是 熄弧 ,还要 填满弧坑 。一般收尾动作有以下 几 种 : ( 1) 反复断弧收尾法 ( 2) 划圈收尾法 ( 3) 回焊收尾法 ( 1)反复断弧收尾法 焊条移至焊道终点时,在弧坑上需作数次 反复熄弧 引弧,直到填满弧坑为止。此 法适用于 薄板 焊接。但 碱性焊条 不宜用此 法,因为容易产生气孔。 ( 2)划圈收尾法 焊条移至焊道终点时,作圆圈运动,直到 填满弧坑再拉断电
5、弧。此法特别适用于 厚 板 焊接,对于薄板则有烧穿的危险。 ( 3)回焊收尾法 焊条移至焊道收尾处即稍作停顿,但不熄 弧,尔后改变焊条角度向回焊接 2030mm 再讲焊条拉向一侧熄弧。 碱性焊条 宜用此 法。 案例分析: 同学们请指出下列各道焊缝的收尾中 缺陷 下面的焊缝收尾,你做那一个? A B C 一、回焊法 1、从距离始焊点 mm左右处引弧, 2、拉长电弧至 mm并缓缓回焊 到始焊点 3、待始焊点有 现象(熔敷金属过渡 3-4滴) 压低电弧 4、焊条微微摆动达到所需 ,然后进行正常焊接(焊接时 开头 mm焊缝应稍慢)。 二、焊缝的收尾 1、 收尾如果仅是拉断电弧,则会形成低于焊件表面的 ,过 深的弧坑使焊道收尾处强度减弱,并容易造成 而产生 。所以,收尾动作不仅是 ,还要填满 。 2、 反复断弧收尾法 适用于 焊接。但 不宜用此法, 因为容易产生气孔。 3、 划圈收尾法 适用于 焊接,对于 则有烧穿的危险 4、 回焊收尾法适应于 。 小结讲评 课终讲评 : 一、焊缝的开头 1、开头的意义 2、回焊预热法 二、焊缝的结尾 1、焊缝结尾的意义 2、反复短弧收尾法、划圈收尾法、回 焊收尾法的使用上特殊 预习重点:
 平敷焊焊缝的开头和结尾.ppt
平敷焊焊缝的开头和结尾.ppt