 管道焊接方案
管道焊接方案

《管道焊接方案》由会员分享,可在线阅读,更多相关《管道焊接方案(7页珍藏版)》请在装配图网上搜索。
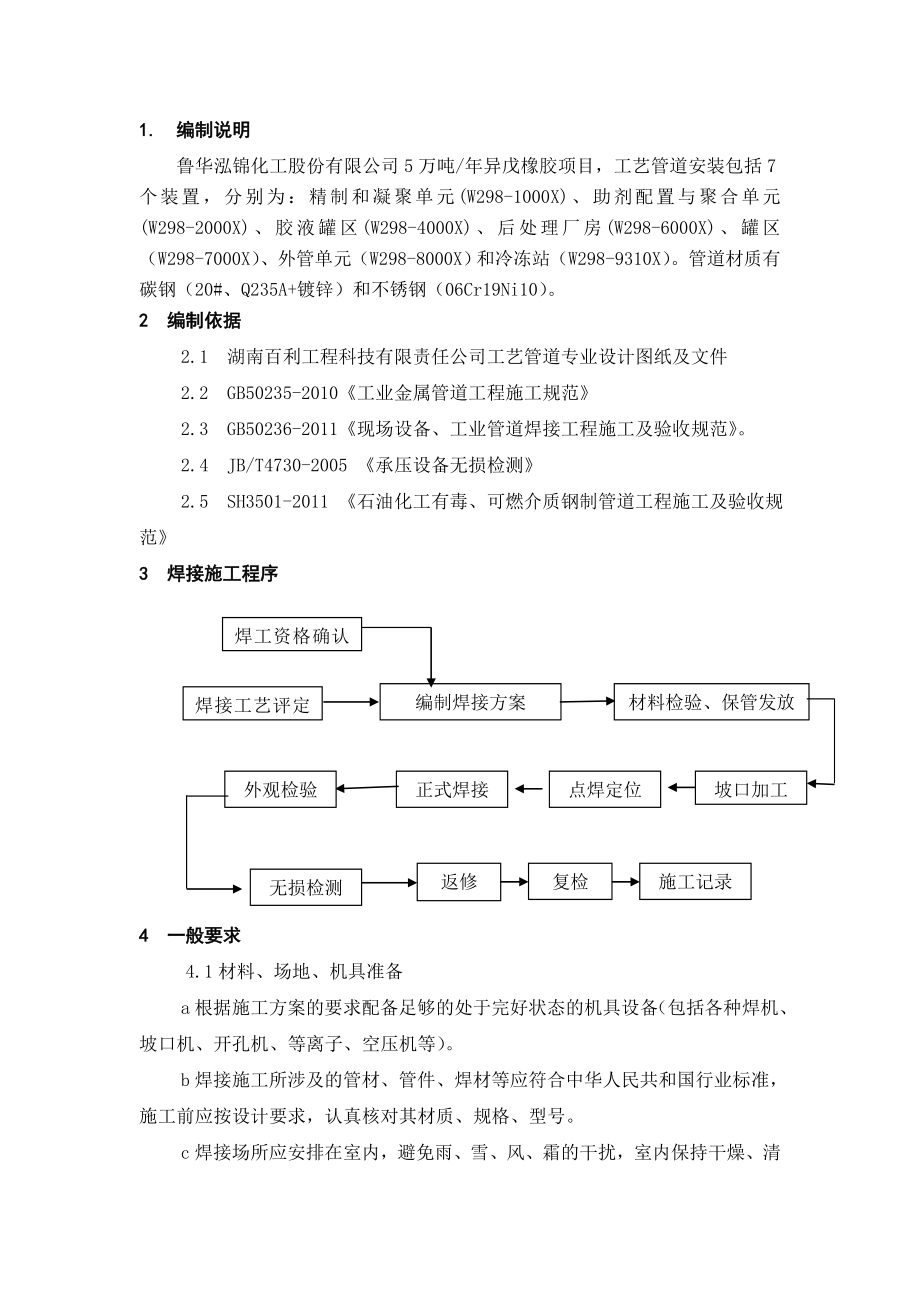
1、1. 编制说明鲁华泓锦化工股份有限公司5万吨/年异戊橡胶项目,工艺管道安装包括7个装置,分别为:精制和凝聚单元(W298-1000X)、助剂配置与聚合单元(W298-2000X)、胶液罐区(W298-4000X)、后处理厂房(W298-6000X)、罐区(W298-7000X)、外管单元(W298-8000X)和冷冻站(W298-9310X)。管道材质有碳钢(20#、Q235A+镀锌)和不锈钢(06Cr19Ni10)。2 编制依据2.1 湖南百利工程科技有限责任公司工艺管道专业设计图纸及文件2.2 GB50235-2010工业金属管道工程施工规范2.3 GB50236-2011现场设备、工业管
2、道焊接工程施工及验收规范。2.4 JB/T4730-2005 承压设备无损检测2.5 SH3501-2011 石油化工有毒、可燃介质钢制管道工程施工及验收规范3 焊接施工程序焊工资格确认定材料检验、保管发放编制焊接方案焊接工艺评定定外观检验点焊定位正式焊接坡口加工无损检测施工记录复检返修4 一般要求4.1材料、场地、机具准备a根据施工方案的要求配备足够的处于完好状态的机具设备(包括各种焊机、坡口机、开孔机、等离子、空压机等)。b焊接施工所涉及的管材、管件、焊材等应符合中华人民共和国行业标准,施工前应按设计要求,认真核对其材质、规格、型号。c焊接场所应安排在室内,避免雨、雪、风、霜的干扰,室内保
3、持干燥、清洁,无灰尘,无黑色金属的切割,打磨和焊接施工,并有保温、加温措施,环境温度不得低于5,相对湿度不得大于90%,否则应采取有效措施,方可施工。4.2进行严格认真的图纸自审,最大限度地将图纸问题发现和解决在施工前。4.3跟据焊接工艺评定编制焊接作业指导书。4.4组织施工人员进行技术交底,使施工人员掌握工程的特点和技术要求。4.5焊材仓库必须干燥、通风,库房内不得存放有害介质和腐蚀性介质。焊材库专库专用、并设专人保管。4.6焊材应存放在架子上,与地面、墙壁的距离均不小于300毫米。防止焊材受潮。4.7焊条应按厂家使用说明书的要求进行烘烤,如厂家无此要求,按4.11条进行烘烤,然后存入保温箱
4、,现场携带必须使用保温筒,每次只能携带一种焊条,携带时间超过4小时,应重新烘烤,烘烤一般不超过二次。保温筒内不得同时存放不同的焊条,以防止用错。4.8回收的焊条可以重新烘烤使用,重新烘烤的焊条应有明显标记,回收的焊条不得用于压力管道的焊接;焊条的重新烘烤一般不得超过二次。4.9 管子或管件对接焊缝组对时 内壁应齐平 内壁错边量不宜超过管壁厚度的10% 且不应大于2mm。4.10焊件坡口两侧各30 mm范围内 在施焊前应采取防焊接飞溅物沾污焊件表面的措施。4.11 本工程钢种焊接材料选择见下表:序号接头材质焊 条焊 丝备注牌号规格牌号规格106Cr19Ni10A1023.2/2.5ER3082.
5、4充氩220#J4273.2/2.5TIG J502.54.12(1)根据业主要求,管道焊接对于物料管线(管线号:PL、PG、MO、SO、CT、AD、PS、HW)采用氩电联焊;其余管道采用电弧焊。物料管线焊接要求如下:公称直径DN50的管道(包含角焊缝)采用钨极气体保护焊焊接;公称直径50DN500的管道(包含角焊缝)采用钨极气体保护焊和焊条电弧焊焊接;公称直径DN500的管道采用焊条电弧焊焊接,单面焊双面成形。5 碳素钢焊接工艺5.1焊接材料选用应以保证机械强度为主,并符合焊接工艺规程的要求,压力较高的管道,宜选用碱性焊条焊接。5.2管子焊接时 管内应防止穿堂风。6 不锈钢管道焊接工艺6.1
6、不锈钢导热系数小,线膨胀系数大和熔池流动性差的特点,加上壁薄、刚度小、同样的热输入条件下,较之厚壁管,其更容易出现变形、未熔合、焊瘤、内凹等焊接缺陷。根据上述特点,在施工中,应采取以下工艺措施。1)坡口设计上,坡口角度应偏大一些,钝边厚度不宜小于1mm。2)焊接方法宜采用手工氩弧焊打底,电弧焊盖面。3)定位焊后的间隙应控制在2-3mm为宜。4)焊接时应采用更小的规范,控制焊接热量的输入。6.2奥氏体不锈钢应在焊接作业规程规定的范围内 在保证焊透和熔合良好的条件下 采用小电流 短电弧 快焊速和多层多道焊工艺 并应控制层间温度。6.3在整个焊接过程中,必须以短弧焊接,且背面一直保持充氩保护。如图所
7、示:预制焊缝安装焊缝白布堵头焊缝6.4不锈钢管道坡口两侧各100mm范围内在施焊前应采取防止焊接飞溅物沾污焊件表面的措施(如涂白垩粉,防飞溅剂或将石绵置于坡口两侧等)。6.5奥氏体不锈钢焊口组对时,禁止使用碳钢工具,也不得在不锈钢管上用碳钢卡具进行定位焊。7 焊接工艺规程7.1 母材:20#母材厚度:1.5-12mm焊接材料:E4315(J427)烘烤温度:350烘干一小时焊接材料尺寸:2.53.2焊接方法 :手工电弧焊坡口形式:单V形, 焊缝位置:平、立、横、仰电流种类:直流反接焊接电流范围:7090A电弧电压:2224V焊接层次焊接方法填充金属焊接电流 电弧电压范围(V)焊接速度(cm/m
8、in)牌号直径(mm)极性电流(A)打底SMAW2.5-3.2DC反接70902224V58填充SMAW2.5-3.2DC反接70902224V58盖面SMAW2.5-3.2DC反接70902224V58技术措施:摆动焊,起弧时后退运条,焊接过程保持短电弧摆动参数不超过焊条直径的3倍焊前清理和层间清理用砂轮或钢丝刷清理背面清根用砂轮打磨7.2 母材:20#母材厚度:1.5-12mm焊接材料:E4315/TIG J50烘烤温度:350烘干一小时焊接材料尺寸:2.53.2焊接方法 :氩电联焊坡口形式:单V形, 焊缝位置:平、立、横、仰电流种类:直流反接焊接电流范围:7090A电弧电压:1224V焊
9、接层次焊接方法填充金属焊接电流 电弧电压范围(V)焊接速度(cm/min)直径(mm)极性电流(A)打底GTAW+SMAW2.5-3.2DC反接70901224V58填充2.5-3.2DC反接70901224V58盖面2.5-3.2DC反接70901224V58技术措施:摆动焊,起弧时后退运条,焊接过程保持短电弧摆动参数不超过焊条直径的3倍焊前清理和层间清理用砂轮或钢丝刷清理背面清根用砂轮打磨7.3 母材:304母材厚度:1.5-12mm焊接材料:A102烘烤温度:150烘干一小时焊接材料尺寸:2.53.2焊接方法 :手工电弧焊坡口形式:单V形, 焊缝位置:平、立、横、仰电流种类:直流反接焊接
10、电流范围:7090A电弧电压:1224V焊接层次焊接方法填充金属焊接电流 电弧电压范围(V)焊接速度(cm/min)直径(mm)极性电流(A)打底SMAW2.5-3.2DC反接70901224V58填充2.5-3.2DC反接70901224V58盖面2.5-3.2DC反接70901224V58技术措施:摆动焊,摆动参数不超过焊条直径的3倍焊前清理和层间清理用砂轮或钢丝刷清理双面焊时,用砂轮打磨清根7.4 母材:304母材厚度:1.5-12mm焊接材料:A102/ER308焊接材料尺寸:2.0-3.2焊接方法 :氩电联焊坡口形式:单V形, 焊缝位置:平、立、横、仰电流种类:直流正接焊接电流范围:
11、6080A电弧电压:1226V焊接层次焊接方法填充金属焊接电流 电弧电压范围(V)焊接速度(cm/min)直径(mm)极性电流(A)打底GTAW+SMAW1.6-3.2DC正接60801226填充1.6-3.2DC正接60801226盖面1.6-3.2DC正接60801226技术措施:摆动焊,摆动参数不超过焊条直径的3倍焊前清理和层间清理用砂轮或钢丝刷清理双面焊时,用砂轮打磨清根8 安全技术措施8.1 认真执行国家、行业、业主、本公司有关安全、防火规范、制度。8.2 严格执行各工种安全操作规程及用电安全、高空作业、危险品管理制度。8.3 进入施工现场必须戴安全帽,焊工上岗应穿工作服、戴防护手套
12、、穿绝缘鞋,高空作业挂安全带、安全网,防止高空坠落。8.4 电焊机应接地良好,开关箱,焊接设备应有防雨措施,用电器具接线应由专职电工进行。8.5 现场气瓶应按规定放置,电焊把线避开气瓶。8.6 电焊把线、电焊钳应绝缘良好,更换均应切断电源,不得手持把线登高。8.7 施工现场周围应清除易燃、易爆物品。8.8 每次焊接工作结束后,应切断焊机电源,认真检查,确认无起火危险后方可离开。8.9 严格安全防火制度,安全员应经常进行巡视、检查,发现隐患及时采取措施。8.10做好射线检测的安全防护工作,划出安全防护区域,设置安全线,挂上安全防护警戒标志,夜间应设红灯以示危险,并有专人看管。9.质量保证措施 根据材料特性,焊接施工过程中,预制完成的管段,运至现场进行组装。预制场内应布置必要的加工机具,并具备焊接,无损探伤、试压、清洗、吹扫、包装等条件。要求施工队周密考虑现场情况,细致审图,合理分段,做好实测实量工作,运输、吊装等制约条件全盘考虑,防止错误、遗漏。安装完成的管道应与工程管理,甲方生产协调,做好成品保护工作,防止损坏、丢失。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
