《S1105气缸盖定位孔钻扩铰立式组合机床的系统设计与程序控制》由会员分享,可在线阅读,更多相关《S1105气缸盖定位孔钻扩铰立式组合机床的系统设计与程序控制(5页珍藏版)》请在装配图网上搜索。
1、常州工学院学报气缸盖定位孔钻扩铰立式组合机床的系统设计与程序控制汪建中常州工学 院,江苏常 州摘要本文以机电液与技米的结 合 为出发 查、,开展了气缸盖定位孔钻扩 铰立式组合机床的系统设 计,着重研究了技米在组 合机床 上的应用方 法,为组 合机床 实现机电一体化并适应不断变化的生产需要提供了一种有效途径。关键词组 合机床设 计自动循环程序控制中图分类号文献标识码随 着 电子计算机技术的迅 速 发 展,可编程 序控制器 在 机械设备上,尤其 在 具 有 自动循环 的组合机床上 应 用得越 来越 多。组 合机床传统的控制方式是用继电器一接触器控制,如果对于这种 传统的控制方式加以改 进,使用技术
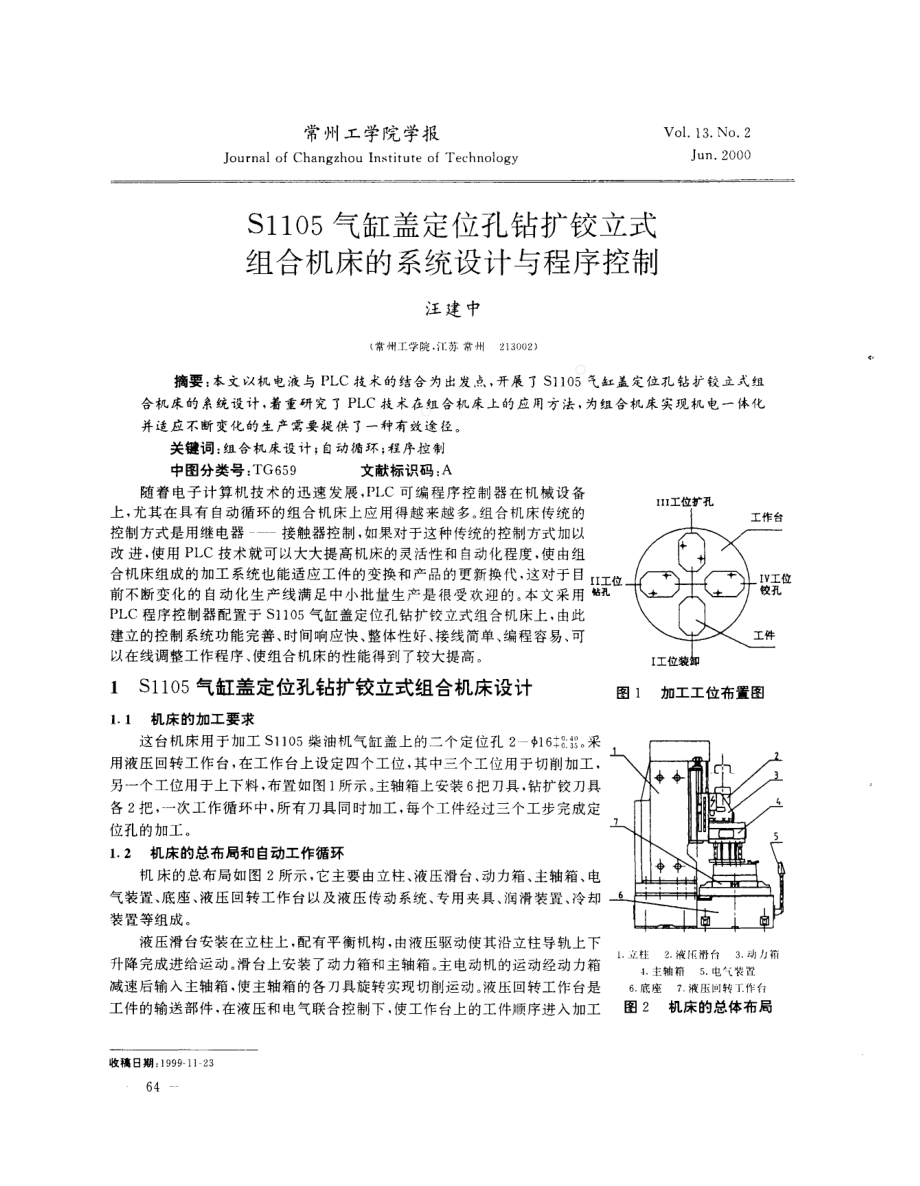
2、就 可以大大提高机床的灵活性和 自动化程度,使由组合机床组 成的加工系统也 能适 应 工件的变换和产品的更新换代,这对于目工位前不 断变化 的 自动 化 生 产线满足中小批量 生 产是 很受 欢迎 的。本文 采用钻孔一程序控制器配置于气缸 盖定位孔钻扩铰立式组合机床上,由此建立的控制系统功能 完善、时间响应快、整体性好、接线简单、编程容易、可以在线调整工作程序、使组合机床的性能得到 了较大提高。工位扩孔气缸盖定位子钻扩铰立式组合机床设计机床的加工要求这 台机床用于加工柴 油机气缸盖 上的二个定位孔一们转豁。采用液 压回转工作台,在工 作 台上设定四个工位,其 中三个工位用于切削加工,另一个工位
3、用于上下料,布置如图所示。主轴箱上安装把刀具,钻扩铰刀具各把,一次工作循环中,所有刀具同时加工,每个工件经过三个工步完成定位孔的加工。机床的总布局和 自动工作循环机 床的总布局 如 图所示,它主要由立柱、液压滑台、动力箱、主轴箱、电气装置、底座、液 压回转 工作台以及液压传动系统、专用夹具、润滑装置、冷却装置等组成。液压滑 台安装 在立柱上,配有平 衡机构,由液压驱动使其沿立柱导轨上下升降完成进给运动。滑台上安 装 了动 力箱和 主轴箱。主 电动机的运动经动力箱减速后输入主轴箱,使主轴箱 的各刀具旋转实现切削运动。液压回转工作 台是工件的输送部件,在液压和电气联合控制下,使工作台上的工件顺序进
4、入加工图加工工位布置图。正正狐狐狐狐一一拓司滋一卜目目卞卞汁汁土立柱液压 滑台动力 箱主轴箱电气装置底座液压回转工作台图机床的总体布局收稿期一一第期汪建 中气缸盖定位孔钻扩铰立式组合机床的系统设计与程序控制工位。液 压传动如 图所示。选用液 压传动的突出优点是 能够无级调速,输出功率较大,滑台和工作台的起动、制动和换向易于实现 自动化。气缸盖定位孔 钻扩铰 立式组合机床以下简称组合机床的自动工作循环为滑台带动主轴箱快速复位,主电机停转。卸去已加工工件并装入待加工工件。回转工作台自锁销脱开并抬起。工作 台旋转、缓冲、反靠、夹紧。滑台快进、动力箱起动、刀具旋转。滑台工进及终端延时停留。上述过程的动
5、作顺序 由程序控制,要求机床能 实现两种工作状态调整工作滑台前进、后退、工作台转位可单位操作。自动工作每次加工结束,同时完成装卸工件,滑台退回原位,此后工作台 自动转位开始下一次的加工程序。动作周期表工作台顺时针回转,被加工工件一次装夹后,从第工位到第工位,工 作 台转一周的时间周一工一又不不二刁目目,载载二二二二二场场场尸尸尸尸尸尸尸尸尸尸招招招招招招招招招诬 只只图液压传动原理图。装卸工件的辅助 时间与机床的加工时间重合。动作时间的安排见表。工位时间可根据工件的加工节拍和切削用量进行调整,在线修改功能特别适应这种需要。表动作周期表表电磁铁动作顺序魏魏娜工件件卜卜,抉崔崔崔主主主快进进进巨巨
6、抽抽,工进进进。”停停停网网网电电电机机机卜卜,电咧咧卜卜压 电机机一一五滤滤哭丫“丫 人,园园,得得得电到到 沈失 乞回回回抬起起门门门门口口门门阅阅臼臼口口口口口口转转转转转转转转转转转转转转转转转转转转转转转转转转转转转转转转转转转转转,回转转门门门门门门门门门门曰曰门门口口口口作作作作作作作作作作作作作作作作作作作作作作作作作作作作作作作作作作作作作吞吞吞反旅旅门门门门门门门门同同门门口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口口夹夹夹紧紧口口口口口口门门口口同同口口口口口口离离离合书脱开开口口口口口口阅阅阅阅口口口口口口油油油缸复位位门门门门口
7、口门门同同曰曰口口口口口口动动动快进进门门门门门门门门口口口口口口力力力力力力力力力力力力力力力力力力力力力力力力力力力力力力力力力力力力力箱箱箱工进进口口口口口口门门口口口口口口口口快快快退退口口口口口口口口口口口口口口口口停停停止止口口口口口口口口口口口口口口口口控制系统组合机床的顺序动作在监控 之下严格按表的时间节拍 完成。随时检测来 自按钮、行程开关、传感器等装置和 元件输入 的信息并进行逻辑运算,当检测到状态发生改变时,控制系统就作出反应,通过已编制的加工程序,发 出相应的指令执行上述的控制任 务。接口分配组合机床给的信息,来自机床操作面板上各种按钮、滑台和工作台上各种行程开关、速度
8、和压力传感器等输入的信息,其中包括机床的起停、冷却液开关,工作台抬起一一夹紧一转位、滑 台进退以及各部件的限位开关等保护装置的信号。向机床输出的信息为控制机床的执行指令,它控制液压系统电磁 阀、主 电路接触器等,确保机床各执行部件实现预定的运动。尤 的接口编排见图。机床的电气控制原理按照机床工作过程工艺要求,为组合机床设计的电气控制原理如图所示。液压 回路转换采用电磁阀控制,而则控制液 压系统各电磁阀元件动作。以继 电器形式输出,工作值 为表示“通”,为。表示“断”,所接负载电磁元件的动作见表。一常州工学院学报年主控回路主 电路集中控制动 力箱主电动机,、液压泵电动机和冷却泵 电动机。】起 动
9、一动力箱离开原位,主轴带 动刀具旋转。动力箱原位指示工作台原位指示工作 台夹 牙指 示主轴刀具转动液压 泵起动冷 却 泵起动起 动一按瓜石一下起 动键,一得 电并自锁,便连续运转,并且接通回转工作台和滑台的控制回路。起 动。主轴箱工进时,驱动冷却泵打出冷却液。三只电机还 可用按键分别直接起停。,液压回转工作 台控制回路液压回转工 作 台完成 工步的转 换,与其相对应的逻辑循环工作状态 为锁紧装置打开 及 工作 台抬起一动力翎下降动力箱七升动力粗工进自动卜动转工作 台抬起 铂 悦开工作台落 下梢锁紧工作台回转曲条缸复位作台级冲离合器脱开执行元件输输输输输。州州入入入入出出出出出出状状状状状碱碱态
10、态态态态态态态态寄寄寄寄寄寄寄寄寄寄扁扁存存存存储器器器存存存存存存器器器器器器器器器器黔黔丽丽丽丽丽丽丽丽履履履履履履履履口口口口口口口口赢赢赢赢赢赢赢赢蕊蕊蕊蕊蕊蕊蕊蕊蕊蕊蕊蕊蕊蕊蕊赢赢赢赢赢赢赢赢赢丽丽丽丽丽丽丽丽赢赢赢赢赢赢赢赢赢赢赢赢赢赢赢赢匾匾匾匾匾匾匾匾赢赢赢赢赢赢赢赢以闷编编程器器图输人输出信号接口二二牡一,。,月,。“或二 二二件件一一一门门门甘皿皿 创 了了平墙兰汪汪汪汪汪汪汪汪汪汪汪汪汪汪汪二,卜绷一目飞飞一斗标二刁,竺叮丁丁,习竺二二川川川川川川川川川川川川川川川川川下袱二。犷,守艺 丁丁丁丁丁丁丁丁丁丁丁丁丁丁丁丁丁丁丁丁丁片片片片片片片片片片片片片片片片片一一溅珠,
11、二二“。,。卜厂刁李李李李李李李洲洲卜习羊性性性性性、二,汗沂一一。工,卜一门它 竺一一一自锁创脱开工作合抬起工作台回转工作台级冲齿条缸返回工作台落下自锁销锁紧离合器脱开动力箱 下降动力箱工进动力箱上 升图电气控制原理图工作台回转暂存器具有 自锁功能回转减速暂存器一工作台低速反靠暂存器工作台落下并锁紧暂存器离合器脱开齿条缸复位一齿条缸复位后,而百一。,控制 工作台动作的电器均被断电,离合器重新接合,工作台液压系统和控制线第期汪建中气缸盖定位孔钻扩铰立式组合机床的系统设计与程序控制路恢复到原始状态,与此 同时,暂存器一输出信号接通液压滑 台工作循环。液 压滑台控制回路液压滑台完成刀具的进给运动,
12、其逻辑循环工作状态 为快速进给面万丽丽丁丽反而元暂存器不元具有 自锁功能工作进给延时停留暂存器一丽丽具有 自锁功能快速退回一滑台回到 原位重新接通工作 台循环控制回路。,机床可编程序控制器的选用组合机床控制系统共需个输入点、个输 出点,选用德国西 门子一的一个点基本 单 元一一。和一个点 开 关 量 输入输 出 的 扩 展 单 元。为避免 电器 噪声 干扰,将低压信号 电缆 和高电压动力电缆分别排布在各 自的线槽中。设置了原位指示灯和夹紧指示灯,专 门观察动力箱和工作台的工作状态。滑台快进、工进通过接近开关获取状态参量,为提高切入切 出精度,把这两个信号直接接到的二个高速输入端。一有二个模拟型
13、 电位器,利用它 们设 置运行参数。工作台和滑 台控制回路用交流供电,使用继 电器驱动交流负载,在继电器交流输出端跨接电阻电容抑制保护 电路,再把保护 电路的输 出端与换 向电磁阀线圈连接,节省了中间继电器。一具有很大的灵活性,可以预 留输入输 出点,通过调整输入输出 点 数 和点位,修改 相 应的控制程序,对已运 行 的系统进行改造或扩充。当点 数 不够时,可在扩 充槽 内插入扩展板对作硬件组态,以实现最佳最经济的配置。它还可以组成 网络,与主机或其它机床实现通讯连接。软件编程一。控制方 式为 存储程 序循环 扫描,用编程 器 由编 程 软件协助编程。根据工作台和滑台的逻辑表达式,编制出组合
14、机床自动加工梯形 图,见图。在循环 程序段中,工作 台程序由转移指 令控制,当条件一。时转位,而 当一时则跳转到入口的位置即不转位工作程序,同理,如工程由转移指令控制,当条件都为时运行,其中有 一个等于时 则跳转到入口矛的位置,终止运行。结束语在组合机床上运用尤程序控制使被控设备的性能有 了很大 的扩 展和提高。该控制 系统结构 简单,减少 了 电器元件数量,如中间继 电器和 时间继 电器,可以用软继电器代替,简化了连线关 系,只需给每个元件从”一、厂一一一一一一州二二风习。,冤副副一,户,八匹匹习习习习习习习习习习习习习习习习习习习习习习习习习习日日国国,巨巨,一下川,留留日日 日峨砰尹气阴
15、,叮孟勺留凡氨及八卫,月月月月七匡洲、一一一,八阵阵阵阵护月月月月 七 丽蔽笼互互洲洲洲洲”一一、创厂一一一一一护,八,枯护护,呀矛,一一一、,日因口产、尸尸一一勺广一一一一,二二八卫鱼鱼日日日日”、一一一月,洲八翻翻、洲八,”件头 剩二花一一】卜,护一了曰,明产、胜些旦旦,妞蔡蔡一一一 一气别别尸尸尸了坛八一一一一一一一弄肩洲“一一,尹、哈了一情脱死工作台抬起工作台回转工作台倪转工作台反命工作台落下 梢锁牙离合器脱开齿条缸复位动力箱快速下将动力箱工进动力箱延时停 留动力箱上升图组合机床自动加工梯形图常州工学院学报年引出两 条供 电线路即可,元 件之 间在硬线上 没有逻辑要求,所有的逻辑关 系用软件编程处理,它适 应 了产品结构调整和自身变型,其控制程序可调,有很好的柔性,在,刃功能满足的 条件下,不必改变一的硬设 备,只需改变接线、修改或更新应用程序动可满足加工需要。这种,刃,不但可应用于新设备控制,也很适合旧设 备改造。以为核心组成的新型控制系统,将会给组合机床设计带来新的生机。参考文献施华延组合机床设十 机械工业出版社,李福 生数控机床技术手 册北京出版社,梁景凯 机 电一体化技术 与系统 口机械工业出版 社,刁门气夕,厂厂,一,飞,壬。一责任编辑张秀兰玉秀兰
 S1105气缸盖定位孔钻扩铰立式组合机床的系统设计与程序控制
S1105气缸盖定位孔钻扩铰立式组合机床的系统设计与程序控制