《游标卡尺的构造、原理及使用方法和读数》由会员分享,可在线阅读,更多相关《游标卡尺的构造、原理及使用方法和读数(5页珍藏版)》请在装配图网上搜索。
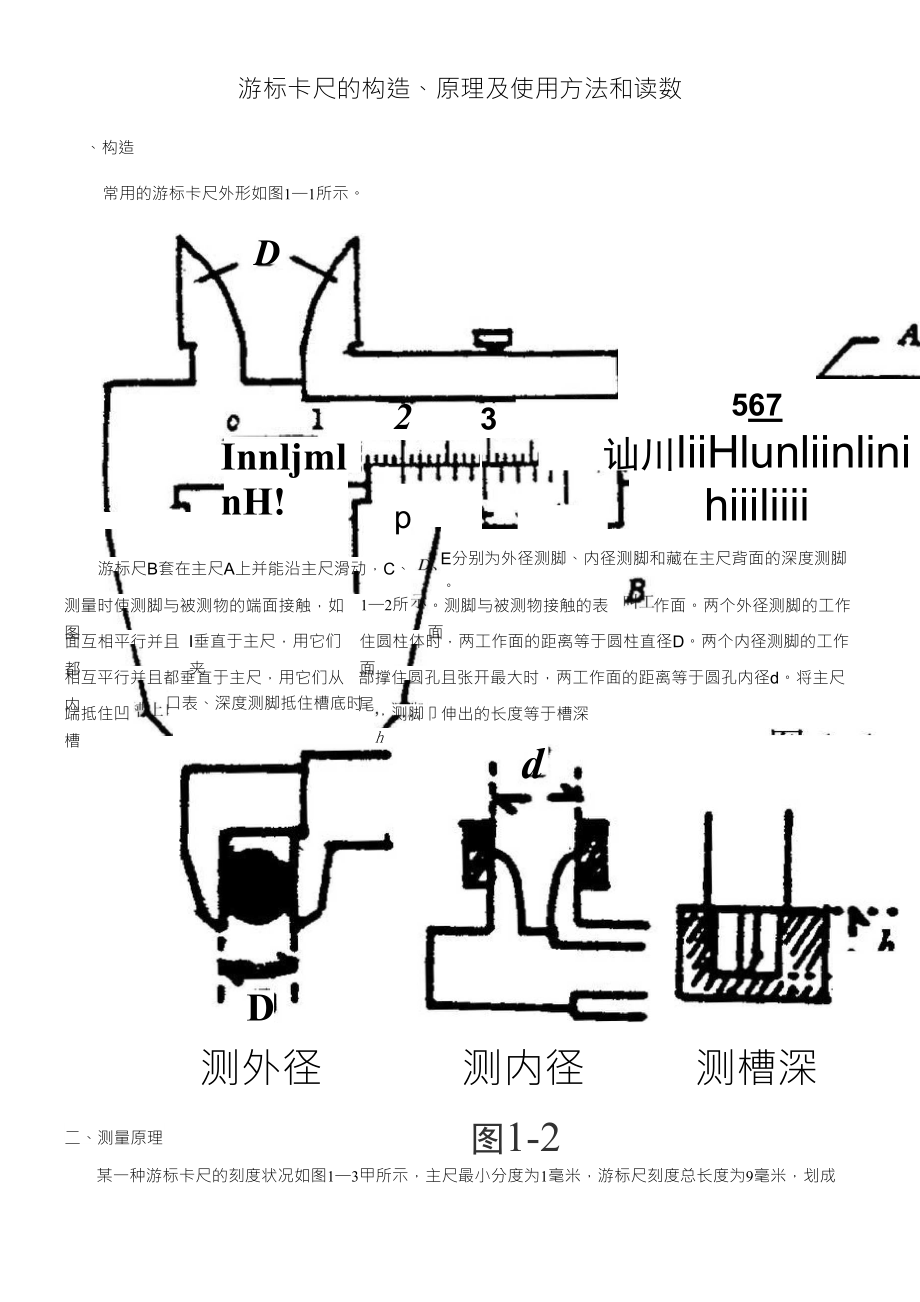
1、游标卡尺的构造、原理及使用方法和读数、构造常用的游标卡尺外形如图11所示。D23InnljmlnH!游标尺B套在主尺A上并能沿主尺滑动,C、p567讪川liiHlunliinlinihiiiliiii测量时使测脚与被测物的端面接触,如图面互相平行并且都I垂直于主尺,用它们夹12所E分别为外径测脚、内径测脚和藏在主尺背面的深度测脚。测脚与被测物接触的表面作面。两个外径测脚的工作住圆柱体时,两工作面的距离等于圆柱直径D。两个内径测脚的工作面相互平行并且都垂直于主尺,用它们从内端抵住凹槽部撑住圆孔且张开最大时,两工作面的距离等于圆孔内径d。将主尺尾口表、深度测脚抵住槽底时,测脚卩伸出的长度等于槽深h
2、dD测外径测内径测槽深二、测量原理图1-2某一种游标卡尺的刻度状况如图13甲所示,主尺最小分度为1毫米,游标尺刻度总长度为9毫米,划成10等分。因此游标1分度的长度为0.9毫米,与主尺1毫米之差(叫做微差)为0.1毫米,它的第一条刻线与主尺上1毫米刻线重合,其余刻线都与主尺上刻线不重合。同样,游标尺向右移动0.2毫米,将只有它的第二条刻线与主尺上2毫米刻线重合。设用外径测脚夹住一张铜片时游标尺位置如图13乙所示,游标的第七条刻线与主尺上某刻线重合(图中用指示),则可知游标尺从甲图位置向右移动的距离d=0.7毫米,就等于该铜片的厚度。主尺cm01厂09翊游标尺这种精度的游标还有另一种刻制方法:游
3、标尺刻度仍为10等分,但总长度等于19毫米,游标尺1分度与主尺上2毫米的微差也是0.1毫米,如图13丙所示。三、使用方法0CM1右手握住主尺,用拇指推动游标尺进退。先让测脚并拢检合。若未能对正,应记下此时读数X0,叫做初读数或Xo=一0.3毫米。O6Omm!1-3110I测量时测脚要抵紧被测物,不可使两者相对滑动,避免测脚被磨损。先看游标尺零刻线与主尺上哪条刻线对准或比它稍偏右一些,依此读出毫米的整数值,再看与主尺刻线重合的那条游标刻度线标注的数值n,则小数部分就是nXO.l毫米,这样就得到了测量读数x。为避免读数出错,要用毫米而不用厘米作单位,四、读数游标上共有10个等分刻度,全长为9mm,
4、也就是每个刻度为0.9mm,比主尺上刻度小0.1mm。当量爪并拢时游标的零刻度线与主尺的零刻度对齐,此时示数为0。当游标向右移动0.1mm,这时游标的1刻度与主尺的1刻度对齐。同理当游标向右移动0.2mm,这时游标的2刻度与主尺的2刻度对齐游标向右移动0.3mm,这时游标的3刻度与主尺的3刻度对齐游标向右移动0.9mm,这时游标的9刻度与主尺的9刻度对齐游标向右移动1mm,这时游标的10刻度与主尺的10刻度对齐游标向右移动1.1mm,这时游标的0刻度线过了主尺的1mm刻度,且游标1刻度与主尺2刻度对齐。依此类推右移动n.kmm,这时游标的0刻度线过了主尺的nmm刻度,且游标0.k/m刻度与主尺
5、n+0.k/m刻度对齐。(0.k指小数部分,m指游标卡尺的精度10分度的为0.1,20分度的为0.05,50分度的为0.02,这种方法对20、50分度的游标卡尺同样适用。)用S表示物体的长度,n表示游标0刻度线前整毫米数,k表示与主尺对齐的游标刻度数,m为游标卡尺的精度,则S=n+km。理解了10分度的对20和50分度的就不难理解,它们的游标分别是19mm和49mm,游标上的每个刻度比主尺最小分度分别小了0.05mm0.02mm,在读数时方法与10分度的相同,只是S=n+km中m分别为0.05mm和0.02mm。使用零点不能对正(即初读数不为零)的游标卡尺,被测物的长度应等于末读数(测量时的读
6、数)与初读数之差,即l=xx0。游标卡尺的读数不作估计,遇到任何一条游标刻线都未与主尺重合时,就按最接近重合的那条游标刻线读数。五、练习例1:用一10分度的游标卡尺测量一长度为6.8mm的物体,则游标的哪个刻度与主尺的哪个刻度对齐?解析:对齐的应是游标的第0.8/0.1=8个刻度与主尺上6+8=14mm处对齐。例2:如图15图甲所示的x=41.3毫米。请再看一下图15乙所示的读数是多少?解析:由图可知游标的零刻度线前整毫米数为10mm,与主尺对齐的是游标的第2个刻度,该尺的精度为0.05,所以S=10+2X0.05=10.10mm例3:用50分度的卡尺在金属丝三个不同的部位分别进行测量数据如下:2.02mm2mm2.020mm,其中有误的是哪组,造成错误的原因是什么?解析:从数据上看2mm2.020mm这两组有误,在测量时所使用的是50分度的卡尺,它的精度应达到0.02mm,我们所读出的数据要与卡尺的精度对齐,即使正好是2mm,我们也应写成2.00mm,数据2.020mm的错误是出在了估读上,用卡尺测量是不用估读的。
 游标卡尺的构造、原理及使用方法和读数
游标卡尺的构造、原理及使用方法和读数