《文献综述_中间包主要结构概述》由会员分享,可在线阅读,更多相关《文献综述_中间包主要结构概述(6页珍藏版)》请在装配图网上搜索。
1、中间包主要结构概述摘要:随着炼钢技术的不断发展,对连铸钢的清洁度和铸坯质量的要求也越来越高。 中间包内钢液的流动状态,对延长钢水在中间包内的停留时间,减少卷渣和改善 夹杂物的上浮去除有着重要的作用,直接影响着连铸坯的质量。包内钢液的流动状态, 对延长钢水在中间包内的停留时间,减少卷渣和改善的上 关键词:中间包;物理模拟;数学模拟;控流装置; 结构1 概述中间包是钢水连铸工艺中一个不可缺少的重要容器,也是炼钢工艺中的最后 一个容器,主要起稳定钢水流量、去夹杂、分流和保证钢水连续浇铸不断流的作 用。其是短流程炼钢中用到的一个耐火材料容器,首先接受从钢包浇下来的钢水, 然后再由中间包水口分配到各个结
2、晶器中去。按照中间包功能结构可分三个部 分:一是衬体部分,它包括中间包的容器底部和侧壁用耐火材料,通常由保温层、 永久衬、工作衬和冲击垫组成,这部分是中间包用耐火材料中用量最大的;二是 滤渣部分,包括挡渣墙、挡渣堰、稳流器、气幕、陶瓷过滤器等,主要功能为去 渣,净化钢水,提高钢材质量;三是控流部分,由塞棒、定径水口、浸入式水口 和滑动水口组成等,是中间包的功能部件,控制钢水浇铸速度,以满足生产需求。 近二十年来,随着连铸工艺的改进,连铸比的提高,钢包的大型化和炼钢效率的 提高等,中间包用耐火材料有了很大的发展。2 中间包的作用通传统的模铸相比,连铸具有提高金属收得率和降低能量消耗的优越性,而
3、减少金属资源和能量的消耗是符合可持续发展要求的。全连铸的实现使炼钢生产 工序简化,流程缩短,生产效率显著提高。中间包是炼钢生产流程的中间环节, 而且是由间歇操作转向连续操作的衔接点。中间包作为冶金反应器是提高钢产量 和质量的重要一环。无论对于连铸操作的顺利进行,还是对于保证钢液品质符合 需要,中间包的作用是不可忽视的。通常认为中间包起以下作用:2.1 分流作用对于多流连铸机,由多水口中间包对钢液进行分流。2.2 连浇作用在多炉连浇时,中间包存储的钢液在换盛钢桶时起到衔接的作用。2.3 减压作用盛钢桶内液面高度有56m,冲击力很大,在浇铸过程中变化幅度也很大。中 间包液面高度比盛钢桶低,变化幅度
4、也小得多,因此可用来稳定钢液浇铸过程, 减小钢流对结晶器凝固坯壳的冲刷。2.4 保护作用通过中间包液面的覆盖剂,长水口以及其他保护装置,减少中间包中的钢液 受外界的污染。2.5 清楚杂质作用中间包作为钢液凝固之前所经过的最后一个耐火材料容器,对钢的质量有着 重要的影响,应该尽可能使钢中非金属夹杂物的颗粒在处于液体状态时排除掉。3 中间包的主要结构设计在设计中间罐时,应满足:在易于制造的前提下,力求散热而面积小,保温 性能好,外形简单;其水口的大小与配置应满足铸坯断面、流数和连铸机布置形 式的要求;便于浇注操作、清灌和砌砖;应具有在长期高温作用下的结构稳定性。3.1 中间罐的总体结构目前,绝大多
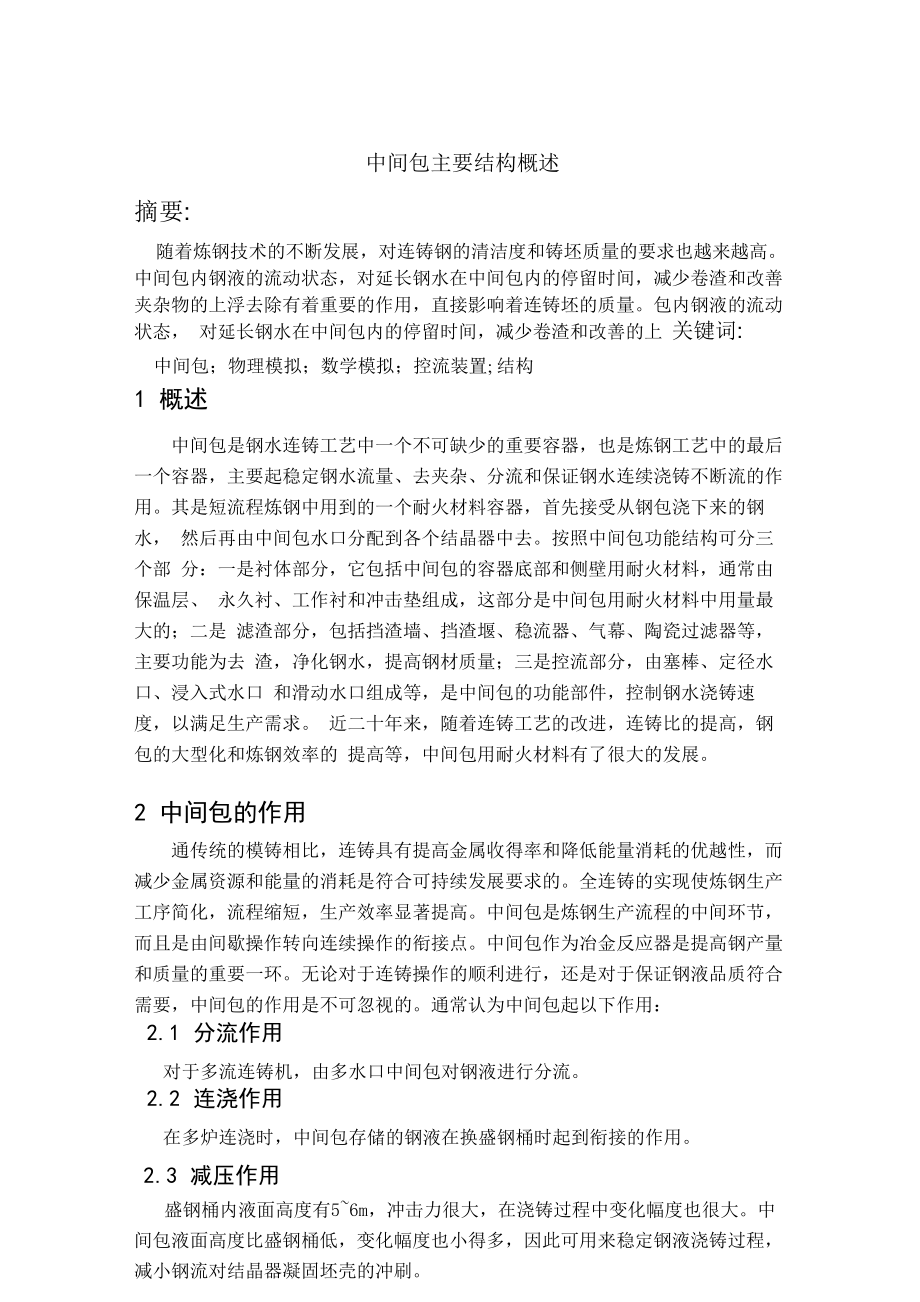
5、数连铸机上均采用底铸式中间罐。它由罐体、灌盖、塞棒和水 口等几部分组成。常用的中间罐有长圆形、椭圆形以及三角形等,如图 1。液面中间鏈(双流)1-8| 2-*体,3水口, 4一官棒机枸中间H塞捧空代冷却图1空代入口, 2空气出口, 32J 4筑榕3图13.1.1 罐体和灌盖罐体包括罐壁和罐底。罐壁又外壳和内衬组成。外壳一般用 1220mm 厚的钢 板焊成,易于制造。或用铸钢结构,刚性好但重量较大。外壳上设有吊放罐用的 吊钩(环)、安放对准用的支架和供烘烤罐时散发水蒸气用的排气孔。内衬由耐 火砖砌成,其内应有一定的倒锥度,以便清渣和砌砖牢固。内衬主要包括:工作 层,永久层为3040mm左右,用粘
6、土砖砌筑;工作层如用耐火砖(粘土质、高铝 质等)砌筑时厚度在 100mm 以上,用绝热板砌筑时视绝热板的厚度而定,一般在 3040mm 左右。在方坯连铸机上,近年来普遍采用了“冷”中间罐,它的工作层是用绝热板 (酸性或碱性)和胶泥砌成。绝热板的大小按已砌好永久层的内型制作。绝热板 一般壁厚取为30mm,底部为40mm。这种罐的特性是除水口外都不用烘烤,节省 能耗,减少温降与残钢,装砌方便,可节省人力约为 70%。中间罐应设有灌盖,一是为了保温,二是用以保护盛钢桶的桶底不致过分受 热而变形,中间罐的寿命主要取决于耐火砖和砌筑的质量。3.1.2 中间罐的水口与塞棒在浇筑板坯和大方坯时,常用塞棒来调
7、节水口的流量。浇铸小方坯时则多用 定径水口。滑动水口也常应用在中间罐上。塞棒与盛钢桶上的塞棒一样,它是由钢联杆及多节袖砖组成的,近来正为等 静压成形的整体塞棒代替。塞棒长时间在高温钢水中浸泡,容易融化,变形甚至 断裂。为提高使用寿命,除采用高质量的耐火砖外,一般都在塞棒中通入压缩空 气或氩气进行冷却。水口在中间罐上,水口是不可缺少的。一般情况下,多由含三氧化二铝 7075% 的莫米面制作。依浇铸钢种不同,也有用氧化镁、氧化锆,还有用高铝石墨质或 氧化锆质制作的。水口是中间罐的薄弱环节,寿命最短。自应用滑动水口以来8图0-10滑动水口的工作原理图图9-9往复式滑动水口1 一卜固定滑阪,2活动淆板
8、.S-下固宦滑板 4 浸入氏水口 5活动水口 e结7灌压传动 8-中间匕全闭半开全开图2 寿命大大提高了。依活动滑板工作方式不同,主要有插入式滑动水口和往复式滑 动水口,近年来又出现了旋转式滑动水口。如图 2 。当钢水从中间罐铸入结晶器时,无论是普通的塞棒式水口还是滑动式水口都 不能消除钢水的氧化、飞溅和热量的散失等原因对铸坯质量的影响。近年来开始 广泛使用侵入式水口。国内外的实践证明,侵入式水口的保护渣结合使用效果显 著。因工作条件决定,要求侵入式水口应采用耐急冷急热,耐腐蚀并具有一定机 械强度的耐火材料制成,通常用高铝石墨,熔融石英或高氧化铝陶瓷等。3.2 中间罐主要参数确定3.2.1 中
9、间罐的容量。中间罐的容量要选择适当,尤其在多炉连浇时,在不降低拉速又要保证罐内 必须的刚水量。容量过大钢水在罐内停留时间长,应使罐的容量大于更换盛钢桶 期间连铸机所必须的刚水量。容量过大钢水也多。容量过小不能满足工艺要求。 为此,中间罐的容量主要应根据盛钢桶容量、铸坯断面大小和浇铸的速度与流数 来确定。若铸坯断面面积为S (m2),平均拉速为V (m/min),更换盛钢桶甬的时间 为t(min),流数为中,钢水密度为r (t/m3)时,则中间罐的容量G应为:G =1.3SVrtn( t)目前多数工厂,中间罐的容量按盛钢甬的容量确定。当盛钢甬容量较小时, 中间罐容量可取较大值。反之取较小值。3.
10、2.2 中间罐的高度与罐壁斜度。 中间罐的高度取决于钢水在罐内的深度。据实践经验,钢水深度一般不 应小于400450mm。近年来由于侵入式水口的应用,钢水深度可加大到 500600mm以上,最大的可达1000mm。罐内钢液面到中间罐上口应保留有 200mm 左右的高度。罐壁以有 1020%的倒锥度为宜。3.2.3 水口参数 水口之境应该根据最大浇铸速度来确定,要保证连铸机在最大拉速时所 需的钢流量。水口全开时钢流要圆滑而密室,不产生飞溅或涡流。浇铸时必 须经常控制水口开度,如用塞棒式水口,水口过大,则塞头易冲蚀,钢流易 散发。若浇小断面铸坯时,结晶器还容易溢钢。而水口过小又会限制拉速, 水口也
11、易“冻结”若中间罐内钢液深度为h (m),最大拉速时的刚流量为G(t/min)时,则中间罐的水口直径d (m)可按公式(1)计算:4GD=n Y 2ghm)(1)式中g重力加速度(m/s?);r钢液密度t/m3)o(EE)囹M皱晒(01)堪测49售口.图9-12中间確水口直径与液面高度的关系 a镇静钢;b-沸腾钢图3当连铸机浇铸大方坯或板坯时,水口直径也可以按浇铸速度、中间罐内钢液 深度等数据由图查得。浇铸小方坯时,可根据铸坯断面,拉速及中间罐内液面高 度由图查出定径水口直径(mm)。水口个数和间距。当铸坯宽度小于500mm时, 一流只用一个水口。在这种情况下,水口的个数和所浇铸的铸坯流数一样
12、,水口 间的距离即为结晶器的中心距,也是流间距,为便于操作其值应大于 600800mm 当铸坯宽度大于 700mm 时,依具体尺寸适当增加水口个数,如图 3。4 总结中间包作为重要的冶金容器,在连铸生产中除了有稳定钢流、均匀钢水成分 和温度、促使脱氧产物和非金属夹杂物上浮、多炉连浇换炉时起缓冲作用、在多 流连铸机上起分配钢流的作用外,还可以通过中间包冶金实现防止二次氧化和吸 气、改善钢水流动状态、防止卷渣和精确控制钢水过热度的功能。大量的实践研 究表明,钢水在中间包内合理流动可以均匀钢水成分和温度、促进夹杂物上浮、 改善钢水质量。为使钢水在钢包内合理流动,就应该优化钢包的内部的结构,获 得质量
13、优良的不锈钢铸坯。参考文献:1 王雅贞、张岩.新编连续铸钢工艺及设备(第2 版).北京:冶金工业出版社,2009,56-702 李楠.耐火材料与钢铁的反应及对钢质量的影响.北京:冶金工业出版社.3 高淑荣中间包耐火材料的选择J.生产技术与工艺管理,2003.3,第15卷, 第 1 期:25-264 陈志平等炼钢厂连铸中间包包盖的改造J.梅山科技2000 (3): 21-22,355 段大福等镁质中间包冲击板的研制与应用J.四川冶金,2002(2): 24-26, 656 王路春等.连铸中间包技术改造与多空控流挡墙的优化设计J.冶金能源, 2007( 5):22-257 潘咏忠重钢四流连铸中间包流场分析J.重钢技术,2005(4): 1 5
 文献综述_中间包主要结构概述
文献综述_中间包主要结构概述