 方便和上盖(精品)
方便和上盖(精品)

《方便和上盖(精品)》由会员分享,可在线阅读,更多相关《方便和上盖(精品)(8页珍藏版)》请在装配图网上搜索。
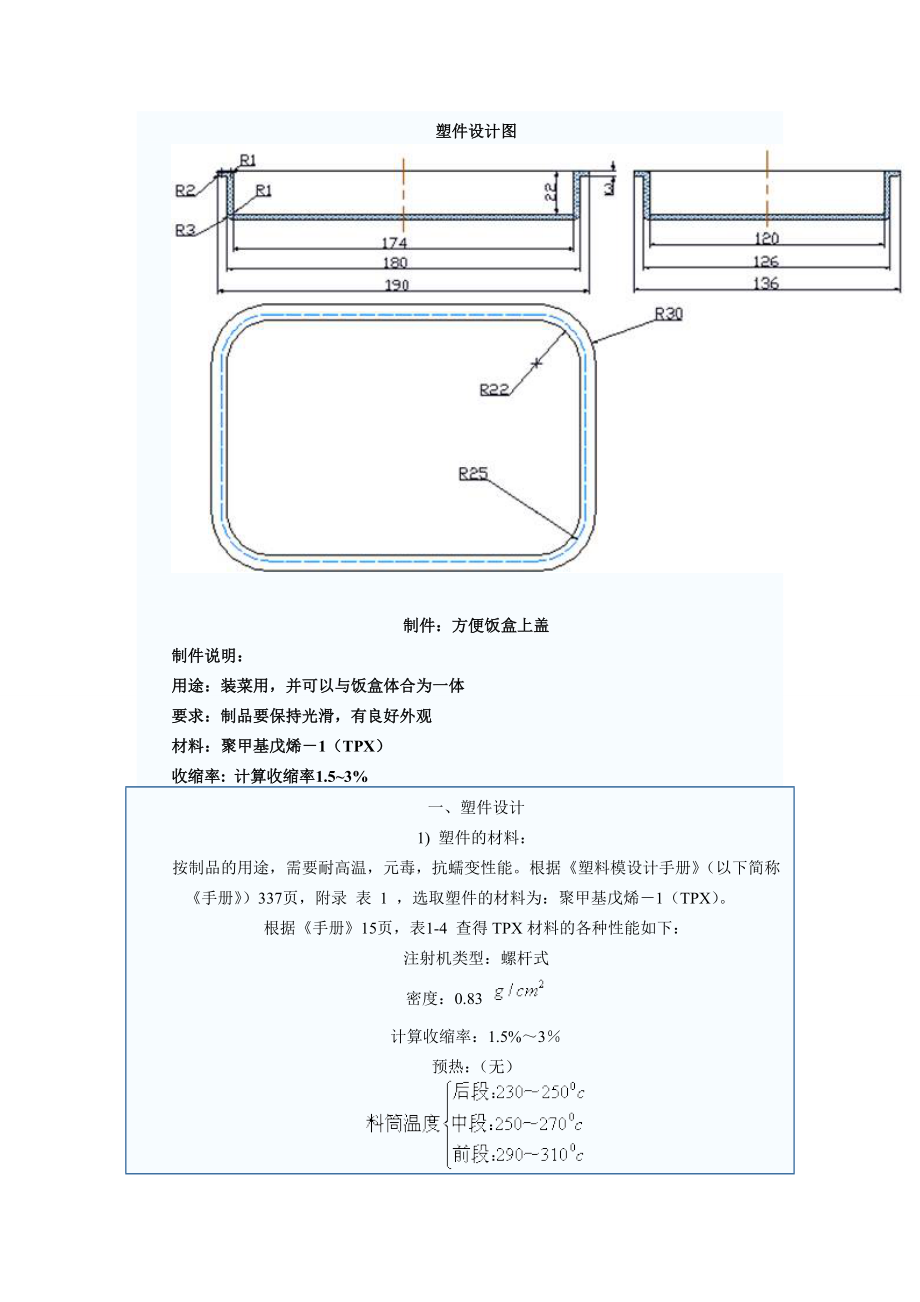
1、塑件设计图制件:方便饭盒上盖制件说明:用途:装菜用,并可以与饭盒体合为一体要求:制品要保持光滑,有良好外观材料:聚甲基戊烯1(TPX)收缩率: 计算收缩率1.53%一、塑件设计1) 塑件的材料:按制品的用途,需要耐高温,元毒,抗蠕变性能。根据塑料模设计手册(以下简称手册)337页,附录 表 1 ,选取塑件的材料为:聚甲基戊烯1(TPX)。根据手册15页,表1-4 查得TPX材料的各种性能如下:注射机类型:螺杆式密度:0.83 计算收缩率:1.5%3预热:(无)喷嘴温度:280290 模具温度:6080 注射压力:80130MPA螺杆转速:28 r/min2) 外观要求:表面要求光滑,不能变成。
2、3)壁厚及制件体积计算:根据手册30页,表2-3 取壁厚为:3mm体积:190136(6060- )375 180126(5050 )-174120(4444 )19125 + 200 4)脱模斜度由于材料收缩率较大,按手册29页,表2-1选脱模作斜度为: 二、成型工艺设计1)合模,加料,加热,塑化,挤压2)注射,保压,冷却,固化,定型3) 螺杆嵌塑,脱模顶出三、模具结构设计1)成型零部件 型腔是直接成型塑件的部分,它由凸模、凹模、推杆等构成。2)浇注系统 由于塑件较大,所以要采用两个浇口,所以设计了流道。3)导向部分 确保动模和定模合模时准确对中而设导向零件。4)推出机构 在开模过程中,将塑
3、件和浇注系统凝料从模具中推出的装置。5)排气系统 为了在注塑过程中将型腔内原有的空气排出,在分型面处开设排气槽。6)模温调节系统 为了满足注塑工艺对模具温度的要求,模具设有冷却或加热系统。四、设计计算(1)成型零件的工作尺寸计算1)凹模型腔的强度根据手册139页,式(5-1) b:凹模侧壁的理论宽度h: 凹模型腔的深度p: 凹模型腔内的熔体压力; y: 凹模长边侧壁的允许弹性变形量已知: =130Mpa ; E=2.1 Mpa ; h = 2.2cm cm由手册图5-8: 22/180=0.12 得:c=1由手册图5-9: 126/180=0.67 得: 将以上各数值代入式(5-1)得:1.5
4、 cm2)型腔的长、宽尺寸计算塑件的平均收缩率为: 2.25,模具制造公差取 的制品公差。 183.8 式中: 型腔的L 方向公称尺寸L 制品 L 方向最大尺寸L 制品L 方向公称尺寸收缩率制品的设计公差模具制造公差。 128.6 式中: 型腔的L 方向公称尺寸3)型腔的深度尺寸计算H 25.4 式中:H 型腔深度公称尺寸, 制品高度最大尺寸, 制品高度公称尺寸。4)型芯的长、宽尺寸计算 177.17 式中: 方向最小尺寸121.45 5)型芯的高度h 21.33 式中:h 型心高度公称尺寸制品深度最小尺寸制品深度公称尺寸。2)支撑板强度的计算根据手册147页,式5-6支撑板厚度 p =130
5、Mpa ; ; ; ; y = 0.005 cm代入上式,得H = 5 cm(2)浇注系统设计计算根据手册205页,式(5-59)式中:D为主流道大头直径V为流经主浇道的熔体容积K为熔体常数其中K取5V=200(1+20%)240 代入式算得:D=7.8mm 取D=8mm(3)脱模阻力计算根据手册243页,式5-93式中:Q 脱模力(N)t 塑件平均壁厚(cm)E 塑料弹性模量S 塑料平均成形收缩率L 包容凸模的长度f 塑料与钢的摩擦系数m 塑料的帕松比E200000 ;S0.0225 ; L2.2cm ;f=0.3 ;m=0.3;t=0.3代入上式得:=7833 N(4)模具冷却水道设计计算
6、根据实用模具设计与制造手册433页,式6-31W 其中W 根据注射模典型结构100例P201附表3中查得85gs,W 595.4g,W ,V 595.4cm,取直径d20mm,L 1.8m,式中:W通过模具的冷却水重量, 单位时间内进入模具的塑料重量,a每可塑料的热容量,K热传导系数, 出水温度, 如水温度, 冷却液容重,V冷却水道体积,L冷却水道长度,d冷却水道直径。五、注射机的选择1)最大注射量校核根据塑料橡胶成型模具设计手册144页,式(5-2-1)式中: 注塑机最大注谢量( cm)G 注塑机额定注谢量( cm)待加工塑料密度 代入数据得:根据式(5-2-3)式中: n 模具的型腔数 ,
7、 塑件的质量 g , 浇注系统分流道凝料的质量g , 主流道凝料质量g , 塑件飞边质量g代入数据得:g根据校核式(5-2-2)故:合格2)注射压力校核根据塑料橡胶成型模具设计手册P145,P 150Mpa,Pch100Mpa,(0.750.9)P 112.5135MpaPch,故也是合格的。式中:P 注塑机额定最大注射压力,Pch模具成型时需要的注射压力。3)锁模力的校核根据塑料橡胶成型模具设计手册P145,P取30Mpa,k取 , pK30 20Mpa由表5-2-1,取F17.6Mpa,有 F,故合格。式中: 型腔内塑料压力,P料筒内注塑机柱塞或螺杆施加于塑料的压力,K损耗系数,F注射机的
8、额定锁模力。4)开模行程及其顶出行程校核根据塑料橡胶成型模具设计手册P149,H 25mm,H 25mm,S320mm,H + H +(510)5560mm脱模距离,H 塑件加浇注系统总高,S注塑机最大开模行程。六、模具与注射机安装模具部分相关尺寸得校核。因材料为TPX,总体积为250 ,所以选择螺杆式注塑机的型号为:SZ-10060,其转速为20-40 转秒,喷嘴形式为直通式。1. 喷嘴尺寸:喷嘴的伸出量为20mm,喷嘴的球半径为SR10mm2. 最大及最小模厚:最大模厚为300mm,最小模厚为170mm。3. 模板螺孔尺寸:定位孔直径为125mm,定位孔深度为10mm。4. 拉杆内间距为3
9、20320mm。七、模具材料的选择根据实用塑料注射模设计与制造P92表5-11,选取成型零件的材料为T8A,淬火低温回火55HRC,用于塑件形状简单,尺寸不大的模具。八、 编制模具零件机械加工及装配工艺方案 型腔和型芯铣出来,其它粗糙度要求较高的表面,如果脱浇道板,要用磨床加工。模具表面喷红色油漆。各件按以下顺序装配:定模座板凹模垫板浇口套(件7、11)凹模型腔板动模板推板挡钉(件25)垫块动模座板。第四章 参考书目及文献1. 机械设计手册 成大先 化学工业出版社 第三版2. 实用塑料注射模设计与制造 陈万林 机械工业出版社 第一版3. 塑料模设计手册 塑料模设计手册编写组 机械工业出版社 第二版4. 注射模典型结构100例 蒋继宏 中国轻工业出版社 第一版5. 塑料制品与模具设计提案 刘际泽 中国轻工业出版社 第一版6. 塑料模具设计 刘昌祺 机械工业出版社 第一版7. 塑料橡胶成型模具设计手册 奚永生 中国轻工业出版社 第一版8. 实用模具设计与制造手册 许发樾 机械工业出版社 第一版9. 注射模具CAD/CAE/CAM技术 王国中 北京理工大学出版社 第一版
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
