《大丰锡膏TLF-204-93》由会员分享,可在线阅读,更多相关《大丰锡膏TLF-204-93(6页珍藏版)》请在装配图网上搜索。
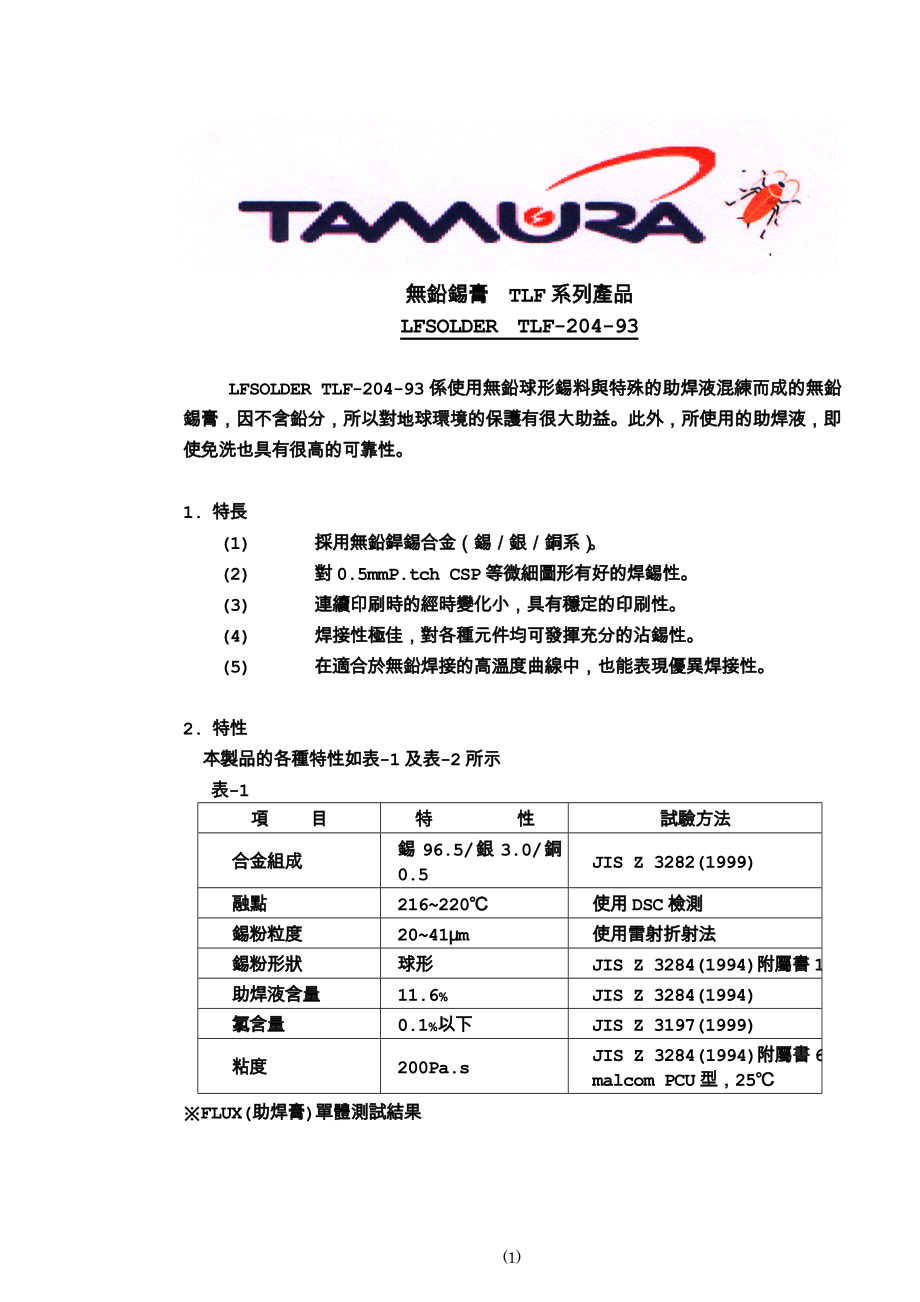
1、無鉛錫膏 TLF系列產品LFSOLDER TLF-204-93LFSOLDER TLF-204-93係使用無鉛球形錫料與特殊的助焊液混練而成的無鉛錫膏,因不含鉛分,所以對地球環境的保護有很大助益。此外,所使用的助焊液,即使免洗也具有很高的可靠性。1. 特長(1) 採用無鉛銲錫合金(錫銀銅系)。(2) 對0.5mmP.tch CSP等微細圖形有好的焊錫性。(3) 連續印刷時的經時變化小,具有穩定的印刷性。(4) 焊接性極佳,對各種元件均可發揮充分的沾錫性。(5) 在適合於無鉛焊接的高溫度曲線中,也能表現優異焊接性。2. 特性本製品的各種特性如表-1及表-2所示表-1項 目特 性試驗方法合金組成錫
2、96.5/銀3.0/銅0.5JIS Z 3282(1999)融點216220使用DSC檢測錫粉粒度2041m使用雷射折射法錫粉形狀球形JIS Z 3284(1994)附屬書1助焊液含量11.6JIS Z 3284(1994)氯含量0.1以下JIS Z 3197(1999)粘度200Pa.sJIS Z 3284(1994)附屬書6malcom PCU型,25FLUX(助焊膏)單體測試結果表-2項 目特 性試驗方法水溶液阻抗試驗3104cm以上JIS Z 3197(1999) 絕緣電阻試驗1109以上JIS Z 3284(1994)附屬書32形基板流移性試驗0.15mm以下把錫膏印刷在瓷質基板上以
3、150加熱60秒鐘。從加熱前後的幅度檢測流移幅度。STD-092b溶融性試驗幾無錫球發生把錫膏印刷在瓷質基板上加以加熱溶融後以50倍的顯微鏡進行觀察。STD-009e銲錫擴散試驗77以上JIS Z 3197(1986)6.10銅板腐蝕試驗無腐蝕發生JIS Z 3197(1986)6.6.1殘渣粘性試驗合格JIS Z 3284(1994)附屬書12田村標準試驗方法。3. 品質保證期限品質保證期限為製造後3個月,但必須密封保管於10以下。4. 包裝表-3 製品的包裝容器包裝單位寬口塑膠罐500g及1kg5. 使用時應注意事項:(1) 錫膏的攪拌(1.1) 手工攪拌時保管於冰箱中的錫膏在取出後務必等
4、到回溫至室溫(若靜置25下,約需34小時)後始可開封,然後用刮鏟等加以攪拌。如果取出後立即開封則錫膏難免吸濕,造成錫球發生的原因。(1.2) 使用自動攪拌裝置時保管於冰箱中的錫膏在取出後,若要在短時內派上用場,不妨利用自動攪拌裝置。本製品即使利用自動攪拌裝置攪拌,也不至引起特性上的變化。錫膏的溫度如圖-1所示乃隨攪拌時間的經過而上昇。攪拌時間如果太長,則有可能把超出作業溫度的錫膏投進網版,導致在印刷時發生滲錫。攪拌時間的長短乃因攪拌裝置的型式以及周圍溫度而異,所以事前請多做實驗。(使用Solder Softener SS-1型攪拌機時,其攪拌時間約為20分鐘。)圖-1使用自動攪拌機時的攪拌時間
5、與錫膏溫度的上昇曲線裝置:Malcom製Solder Softener SS-1(2) 印刷條件本錫膏的印刷條件,建議做如表-4所示的設定。表-4建議印刷條件項目設定範圍金屬網版雷射加工,Addititve製(或者網孔壁滑者)刮刀金屬或胺酯製品(硬度8090度)刮刀角度5070度刮刀速度2080mm/秒印壓100200kPa(3) 元件的插裝時間元件的插裝請在印刷錫膏後24小時以內進行。印刷後靜置時間如果太長,錫膏表面將發乾,造成元件插裝不良發生的原因。(4) 迴焊條件大氣迴焊時的溫度曲線圖如圖-2所示。迴焊時間(S)圖-2大氣迴焊時的溫度曲線圖【注意事項】1) 預烤昇溫速度A,請設定在14/
6、秒。從常溫至預烤區部分的昇溫不可過激,以免導致錫膏流移性的惡化。預烤時間B乃以60120秒為宜。須知預烤不足時,容易導致較大錫球(晶旁錫球,飛濺錫球)的發生;反之,如果預烤過度則容易導致細小錫球與大錫球密集發生,也有可能造成冷焊(未溶融)情形發生的原因。預烤終了溫度則以150200為宜。終了溫度如果太低,則基板上熱容量較大的部分在迴焊後容易發生未溶融情形。2) 正式加熱注意昇溫不要過急,以免引起錫膏流移性惡化。峰溫,請以230240作為準繩。溶融時間則請把220以上的時間,調整為2040秒鐘。3) 冷卻注意冷卻不可過於緩慢,以免招致元件移位或接合強度的低落。 迴焊溫度曲線圖乃因元件、基板等的情
7、況以及迴焊爐的機型而有所不同,請在設定前多做實驗。6. 有關法規:(1) 含有根據勞工安全衛生法必須將其名稱告知的有害物質(630:松香、321:錫以及138:銀)。(2) 不含特定化學物質等危害預防規則中所規定的物質。(3) 不含有機溶劑中毒預防規則中所管制的物質。(4) 本製品不屬於消防法所規定的危險物。(5) 不適用毒物以及劇烈物取締法。(6) 含有PRTR法第一種指定化學物質。(7) 本製品所使用的材料均為既存化學物質,或公告中的新化學物質,或已申請登錄為少量新化學物質的化學物質。(8) 沾有本錫膏製品的抹布等乃應根據有關廢棄物的處理以及清掃的法規,交由領有執照的廢棄物業者處理。本錫膏製品的助焊膏、含有非離子性鹵素型特殊活性劑在上述記載內容中,物理、化學性質等乃非保證數值。對危險以及有害性等的評估,乃根據在現時點可以獲得的資料、資訊等而做。注意事項則以一般操作時為對象。對特殊操作的情形則並未規定。使用時請遵守有關法規的規定,並事前做好符合本製品用途及用法的安全對策。幸蒙貴公司採用本製品時,務請於事前就工程條件、可靠性等進行充分檢討。田村化研株式會社大豐電化工業股份有限公司台北市民生東路4段97巷2弄9號電話:(02)2712-1315傳真:(02)2716-0384(6)
 大丰锡膏TLF-204-93
大丰锡膏TLF-204-93