《第16门:单板及部件维修质量填写规范》由会员分享,可在线阅读,更多相关《第16门:单板及部件维修质量填写规范(5页珍藏版)》请在装配图网上搜索。
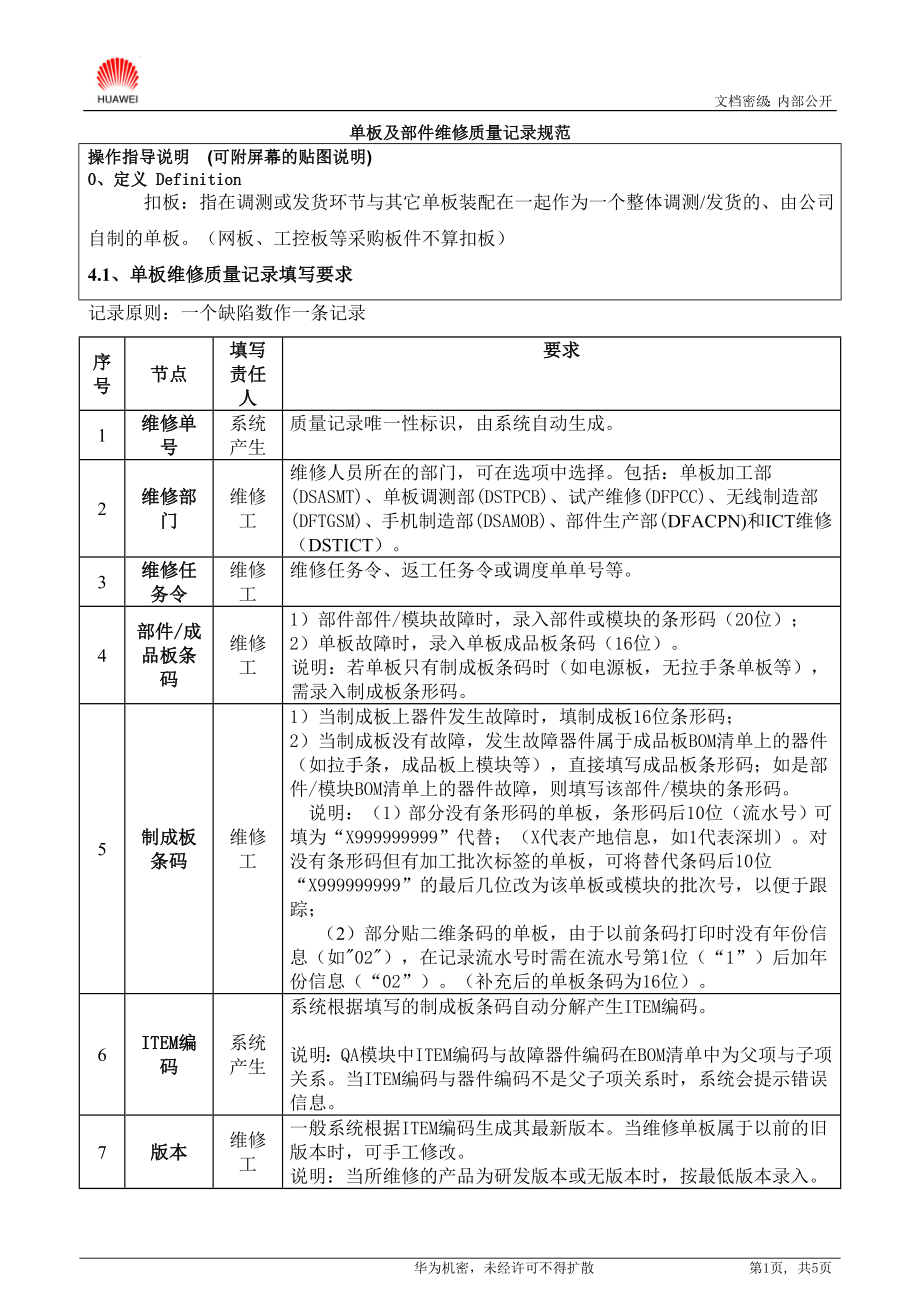
1、文档密级:内部公开单板及部件维修质量记录规范操作指导说明 (可附屏幕的贴图说明)0、定义 Definition 扣板:指在调测或发货环节与其它单板装配在一起作为一个整体调测/发货的、由公司自制的单板。(网板、工控板等采购板件不算扣板)4.1、单板维修质量记录填写要求记录原则:一个缺陷数作一条记录序号节点填写责任人要求1维修单号系统产生质量记录唯一性标识,由系统自动生成。2维修部门维修工维修人员所在的部门,可在选项中选择。包括:单板加工部(DSASMT)、单板调测部(DSTPCB)、试产维修(DFPCC)、无线制造部(DFTGSM)、手机制造部(DSAMOB)、部件生产部(DFACPN)和ICT
2、维修(DSTICT)。3维修任务令维修工维修任务令、返工任务令或调度单单号等。4部件/成品板条码维修工1)部件部件/模块故障时,录入部件或模块的条形码(20位);2)单板故障时,录入单板成品板条码(16位)。说明:若单板只有制成板条码时(如电源板,无拉手条单板等),需录入制成板条形码。5制成板条码维修工1)当制成板上器件发生故障时,填制成板16位条形码;2)当制成板没有故障,发生故障器件属于成品板BOM清单上的器件(如拉手条,成品板上模块等),直接填写成品板条形码;如是部件/模块BOM清单上的器件故障,则填写该部件/模块的条形码。说明:(1)部分没有条形码的单板,条形码后10位(流水号)可填为
3、“X999999999”代替;(X代表产地信息,如1代表深圳)。对没有条形码但有加工批次标签的单板,可将替代条码后10位“X999999999”的最后几位改为该单板或模块的批次号,以便于跟踪;(2)部分贴二维条码的单板,由于以前条码打印时没有年份信息(如02),在记录流水号时需在流水号第1位(“1”)后加年份信息(“02”)。(补充后的单板条码为16位)。6ITEM编码系统产生系统根据填写的制成板条码自动分解产生ITEM编码。说明:QA模块中ITEM编码与故障器件编码在BOM清单中为父项与子项关系。当ITEM编码与器件编码不是父子项关系时,系统会提示错误信息。7版本维修工一般系统根据ITEM编
4、码生成其最新版本。当维修单板属于以前的旧版本时,可手工修改。说明:当所维修的产品为研发版本或无版本时,按最低版本录入。8板名系统产生系统根据ITEM编码生成板名。9工艺状态系统产生系统根据ITEM编码从基础表中生成工艺状态。当确认与实际不符时可修改工艺状态。说明:工艺状态分工艺试制、工艺管制两种状态。10生产状态维修工指生产过程当时的状态属性。一般默认为正常。当生产过程为新设备调试、工艺试验、特殊物料试用等非正常生产状态时,可选择相应的状态。11故障来源维修工指返修故障板的工序来源。故障来源分为:ICT(ST80)、老化前(ST62)、老化后(ST66)、整机调测(FT40)、单板装配(SA6
5、2)、PQC(SQ04)、其他(F0015)等环节。说明:ICT(ST80):ICT测试中产生的故障板记此环节。(ICT在制转维修也记录此环节);老化前(ST62):老化前FT测试产生的故障板记此环节;老化前故障板在制转维修也要记此环节;老化后(ST66):老化后FT测试产生的故障板记此环节;老化后故障板在制转维修也要记此环节;整机调测(FT40):整机调测产生的故障板维修才记录此环节;单板装配(SA62):装配过程产生的故障板维修;PQC(SQ04):PQC检验发现的故障板维修;其他(F0015):其它无法确定来源的故障板维修。12返修卡号维修工当故障板为整机调测(FT40)环节发生的故障板
6、时,必须填写故障板返修卡号。13维修结论维修工分已修好和未修好。一般默认为“已修好”。14缺陷代码维修工根据实际维修的故障现象,依据缺陷代码标准选取正确的代码。15故障描述维修工指维修时实际的故障现象的详细描述。说明:1)电性能不良的,需说明主要的不良项目(有多个项目不良时,可以主要的不良为准);如:XXX指标测试不良;不开工,指示灯常亮等。2)外观不良的,(主要为结构件不良),需要描述到具体的物料,具体的不良现象。如:拉手条丝印不良;欧式连接器退针;螺钉滑丝等。16缺陷类型维修工指发生缺陷的原因类型,根据缺陷实际发生的原因进行判断。可选择:认证(CET)、MAT(物料)、PRO(工艺)、PE
7、O(操作)、MAC(设备)、DES(设计)、OTH(其他)等代码。说明:1)对于已有生产质量问题处理单(含质量问题处理清单)或批量隔离单等给出明确缺陷原因定位的故障板维修,按单据上判定的原因类型记录。2)对于需要维修员工自行判定的(多为零星维修),可参考以下规则(包括但不限于以下各种情况):PRO(工艺):因工艺问题导致的缺陷。如一般的虚焊,连锡等。PEO(操作):能充分判定是操作原因导致的缺陷。如:多、漏插/贴件,插/贴错件,方向错;明显的器件碰伤/坏;明显人为的误测等。MAT(物料):因来料不良导致的缺陷。如缺陷性能不良,结构件外观不良,明显的管脚翘起(虚焊),物料原因导致的ECA更改等。
8、MAC(设备):因设备原因导致的缺陷。如漏测,设备问题导致的贴偏、掉件等。DES(设计):因涉及原因导致的缺陷。如设计原因引起的ECA更改,设计容差不足等。认证(CET):因我司认证问题导致的来料缺陷。主要根据质量问题处理电子流或批量隔离等上的信息判定。(多为批量问题)OTH(其他):其它暂时无法归类的原因。17位置号维修工1)一般情况下,位置代码中填写故障单板(或模块)上的故障位置代号;(需注意位置号与ITEM编码的对应关系);2)当故障器件没有对应的位置代码时(如:拉手条、PCB过孔、板底等),需直接在位置代号中填写器件编号。如:拉手条填为“21130374”,PCB板填为“0301001
9、1”等。(注意:不要填写“拉手条”或“PCB”等文字描述)。3)当故障板确认为误测、复测OK等结果时,在位置号中输入“无”。4)单板上一个缺陷对应多个位置时的填写:一个缺陷对应多个位置时(如两个位置连锡、桥接等),只记录其中的一个位置代码,其余位置在故障现象描述中注明。如:U1、U2位置连锡,在“位置代码”中只记为U1,故障现象描述中说明“U1,U2连锡”。说明:(1)当故障器件在制成板BOM中没有对应位置代码,但在成品板或模块BOM中有位置代码时,需在“制成板条码”一栏中填写成品板或模块条码,位置号中直接填写器件编码;(如:光模块、网卡、激光器、工控板、十字槽盘头螺钉、防误插导套、软件、光纤
10、连接器、光纤放大器等)。注:工控板、网板等采购板件故障时,为采购件本身质量问题时,直接填写工控板等的器件编码;为采购件上公司加工的软件或软件载体引起的故障时,应填写软件或软件载体的器件编码。(2)一块板上有多个位置发生同一缺陷时(如:缺陷“T10B”发生在多个位置时),应按多个位置分别记录和录入记录。如:单板上J1、J2、R2均为虚焊,记录应计3个缺陷,录入3条记录。18器件编码1)一般系统自动根据位置号生成器件编码;(系统会对ITEM编码与器件编码的父项与子项对应关系进行校验)2)对故障器件没有位置号(如拉手条、PCB板等)的情况,需手工输入故障器件编码;3)对于一个位置多个器件的情况,系统
11、默认提取ITEM编码较大的器件编码,需注意根据实际检查修改。说明:一个位置对应多个器件的情况主要有:a.插座(12*)载体(3*,4*)软件(05*)b.欧式连接器(12*)铆钉(26*)c.芯片(3*,4*)散热片(6*)+螺钉(26*)d.采购件螺钉/柱e、晶振(12*)绝缘片(21*)由于系统默认带出的是编码较大的器件编码,以上几种情况中: b.由于连接器坏的概率比铆钉大,以及 c.芯片坏的概率比散热器和螺钉大,需要注意检查和修改器件编码。19器件型号维修工指单板上发生故障器件的厂家型号。当为物料(MAT)问题时,需尽可能完整填写器件厂家型号;当为PCB问题时,需填写厂家型号及PCB生产
12、批次。其它问题时,为可选性。20缺陷数维修工缺陷代码对应的实际缺陷数量。系统一般默认为1。说明:若有批量维修记录,缺陷数是根据实际的缺陷总数。21缺陷点数维修工缺陷对应的实际缺陷点数。焊端类(T开头缺陷代码)缺陷点数为缺陷焊点数;贴放类(P开头)和器件类(C开头)缺陷,缺陷点数与缺陷数相等。注:1)一般情况,缺陷点数应大于或等于缺陷数。焊端类缺陷点数大于或等于缺陷数;贴放类和器件类缺陷点数等于缺陷数。2)缺陷点数为实际不良的缺陷点数。如:器件IC虚焊,若判为5个管脚虚焊,则记录缺陷数为1(缺陷:虚焊),缺陷点数5。3)桥接/连锡缺陷时,缺陷点数至少等于2(或大于2)。实际缺陷点数按实际连锡的管
13、脚数计算。4)同一缺陷代码多个位置并列填写焊点时,纸面记录应注明每个位置对应的焊点数:如:U27,U28,U29;按对应顺序分别填写焊点数“X,Y,Z”。录入员录入时分多条记录录入;若为在线录入时,应按多条记录录入。22缺陷比例维修工维修单板上器件的实际故障比例。零星板维修默认缺陷比例为1(100)。批量维修时可根据实际情况修改缺陷比例。23维修日期系统默认为当天记录日期。可修改。24维修人维修工填写维修人工号。25产地系统根据故障制成板条形码生产产地信息。可根据实际情况选择或修改。26外协系统根据产地产生是否外协信息。可根据实际情况进行选择或修改。27备注维修工根据需要填写。4.4、其它说明4.1.1、以上表格中未列出的节点在系统中可不录入。4.1.2、单板任务令改制(任务令属性的第3位为字母“G”)属于正常生产,不作维修质量记录。 单板调测部维修车间 2004年9月1日华为机密,未经许可不得扩散第5页, 共5页
 第16门:单板及部件维修质量填写规范
第16门:单板及部件维修质量填写规范