 火花机基本原理
火花机基本原理

《火花机基本原理》由会员分享,可在线阅读,更多相关《火花机基本原理(4页珍藏版)》请在装配图网上搜索。
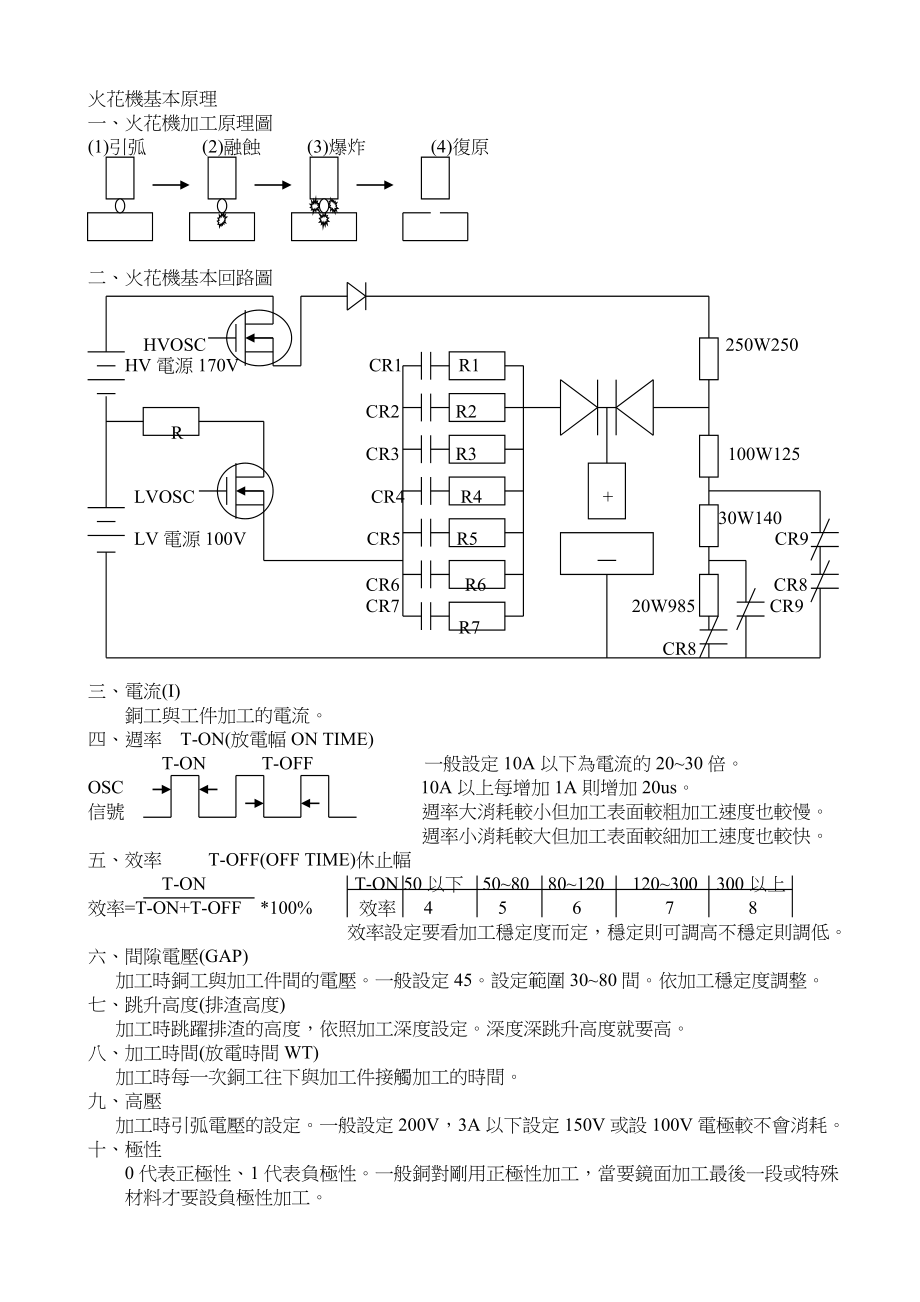
1、火花機基本原理一、火花機加工原理圖(1)引弧 (2)融蝕 (3)爆炸 (4)復原二、火花機基本回路圖 HVOSC 250W250 HV電源170V CR1 R1 CR2 R2 R CR3 R3 100W125 LVOSC CR4 R4 + 30W140 LV電源100V CR5 R5 CR9 CR6 R6 CR8 CR7 20W985 CR9 R7 CR8三、電流(I) 銅工與工件加工的電流。四、週率 T-ON(放電幅ON TIME) T-ON T-OFF 一般設定10A以下為電流的2030倍。OSC 10A以上每增加1A則增加20us。信號 週率大消耗較小但加工表面較粗加工速度也較慢。 週率
2、小消耗較大但加工表面較細加工速度也較快。五、效率 T-OFF(OFF TIME)休止幅 T-ON T-ON 50以下 5080 80120 120300 300以上效率=T-ON+T-OFF *100% 效率 4 5 6 7 8 效率設定要看加工穩定度而定,穩定則可調高不穩定則調低。六、間隙電壓(GAP) 加工時銅工與加工件間的電壓。一般設定45。設定範圍3080間。依加工穩定度調整。七、跳升高度(排渣高度) 加工時跳躍排渣的高度,依照加工深度設定。深度深跳升高度就要高。八、加工時間(放電時間WT) 加工時每一次銅工往下與加工件接觸加工的時間。九、高壓 加工時引弧電壓的設定。一般設定200V,
3、3A以下設定150V或設100V電極較不會消耗。十、極性 0代表正極性、1代表負極性。一般銅對剛用正極性加工,當要鏡面加工最後一段或特殊材料才要設負極性加工。參數設定及功能說明一、 如何進入參數設定在主功能表畫面按”Q”鍵之後在按”1”,畫面會出現INPUT PASSWORD:輸入530509就進入參數設定畫面。二、 參數設定畫面如下:SYSTEM PARMETER MODIFY 系統參數設定模式1. SYSTEM 系統參數設定進入可設系統各項參數2. Z PARMETER SET Z 參數設定 進入可設AUTOZ條件編輯參數3. CURRENT RELAY MAPPING 繼電器與電流對照表
4、編輯4. I/O TEST I/O 接點自我測試5. HUNTING SET 靠模放電條件設定6. QUIT 離開系統參數設定模式- SELECT (1-6)? 選擇(1到6)?三、 SYSTEM系統參數設定進入可設系統各項參數E(0)/C(1)/G(2) : 1 (0)英文(1)中文(2)德 BUZZER ON TIME(S) : 0 峰銘器時間設定OIL LEVEL(0:NO) : 0 油位開關型態設定 ARC SET : 5積碳靈敏度設定ABS TYPE (0:UP) : 0電子尺ABS方向選擇 JUMP CONTROL : 0跳升控制設定SCALER(1:1u 5:5u) : 5電子尺
5、1u,5u選擇METRIC(0)/INCH(1) : 0 單位模式設定(0)公制(1)英制HOME MOVE Z(M/M): 25.000 Z軸歸原點移動位置設定AUTO Z : 1 AUTOZ編輯功能選擇HOUR METER : 1 放電加工計時選擇SCREEN REST TIME : 5 按鍵掃描時間設定MAX CURRENT : 50 最大電流設定CE MODE : 0 CE歐洲安全規格選擇VDISK (0=C,1=D) : 1 虛擬磁碟設定Z COORDINATE (0=+) : 0 Z軸作表方向設定FUZZY EDIT (0:NO) : 1 條件編輯功能選擇Z DOWN SPEED(
6、0-9) : 5 加工時Z軸速度設定值越大越快BACK COLOR(0-15) : 1 螢幕底色選擇0.5 AMP(0:N,1:Y) : 1 0.5安培功能設定Z MODE ROUGH : 1 粗加工段數設定Z MODE MID-ROUGH : 3 中粗加工段數設定Z MODE FINISH : 5 細加工段數設定Z MODE F-FINISH : 7 超細加工段數設定HOME MOVE Z(M/M): 的設置方法:1. 先將這值設為5.000在為到主功能畫面。2. 將Z軸移到最頂端碰到極限再將Z座標歸零。3. 進入台面歸零執行Z軸歸原點,觀察Z軸慢慢往下直到歸零時將歸零前的Z軸數據記下來。4
7、. 將記下來的值減1之後填入HOME MOVE Z(M/M):這項參數。四、 Z PARMETER SET Z 參數設定 進入可設AUTOZ條件編輯參數 當選擇這功能進入設定畫面會出現 輸入電流值(1 50) 75A則顯示(1 - 75) 我即可一電流值1 50A(75A)去編輯AUTOZ的加工段數每一段的條件。五、 CURRENT RELAY MAPPING繼電器與電流對照表編輯CUSTOMER DEFINE OF CURRENT RELAY MAPPING50A繼電器與電流對照表 75A繼電器與電流對照表*CURRENT1234567ABCDECURRENT1234567ABCDE0.00
8、000000000000.00000000000000.50000001000000.5100000000000*1.01000000000001.01000000000001.51000001000001.5100000000000*2.00100000000002.00100000000002.50100001000002.5010000000000*3.01100000000003.01100000000003.51100001000003.5110000000000*4.00010000000004.00010000000004.50010001000004.5001000000000
9、*5.01010000000005.01010000000005.51010001000005.5101000000000*6.00110000000006.00110000000006.50110001000006.5011000000000*7.00110000000007.00110000000007.50110001000007.5011000000000*8.01110000000008.01110000000008.51110001000008.5111000000000*9.00001000000009.00001000000009.50001001000009.50001000
10、00000*1010010000000010100100000000110101000000001101010000000012.11010000000012.110100000000200111111111111200111111111111 50A與75A在有*號所對應的地方不同外其他都相同F1: PAGE UP 上移一頁F2: PAGE DOWN 下移一頁0: RELAY OFF 設0代表繼電器關閉1: RELAY ON 設1代表繼電器打開1,2,3,4,5,6,7: RESBASE.PCB(CR1 CR7) 1,2,3,4,5,6,7代表RESBASE板上的CR1CR7A,B,C,D,
11、E:EXPAND RELAY A,B,C,D,E是在另外擴充繼電器板上I/O_RELAY(100A) USED 在I/O_RELAY 100安培上使用六、 I/O TEST I/O 接點自我測試 I/O TEST REMOTE:SLOW :OFF OTHER:OIL_LEV :OFF 油位 X- :OFF FIRE :OFF 防火 X+ :OFF OIL_TEM :OFF 油溫 Y- :OFF 線控盒各項功能 * :OFF Y+ :OFF * :OFF UP :OFF * :OFF DOWN :OFF * :OFF DIS :OFF * :OFFLIMIT: Z+ :ONZ- :ONY+ :O
12、FF 各軸極限Y- :OFFX+ :OFFX- :OFFS/C :OFFSTOP :OFF 線控盒各項功能PRESS ANY KEY TO STOP TEST進入I/O TEST 畫面 就可以測試按線控盒上任意按鍵及測試極限開關、油面、油溫、防火感應功能是否正常。七、 HUNTING SET 靠模放電條件設定 HUNTING MODE SET I :0.5 靠模電流條件 T_ON :100 靠模週率條件 T_OFF :7 靠模效率條件 GAP :50 靠模間隙電壓條件 JMP :0 靠模排渣高度(不排渣) W_T :10 靠模加工時間 POL :0 靠模極性(正極) HV :2 靠模高壓(200V)八、 QUIT 離開系統參數設定模式 回到開機畫面
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
