 2铸造简介及大铸件质量控制
2铸造简介及大铸件质量控制

《2铸造简介及大铸件质量控制》由会员分享,可在线阅读,更多相关《2铸造简介及大铸件质量控制(22页珍藏版)》请在装配图网上搜索。
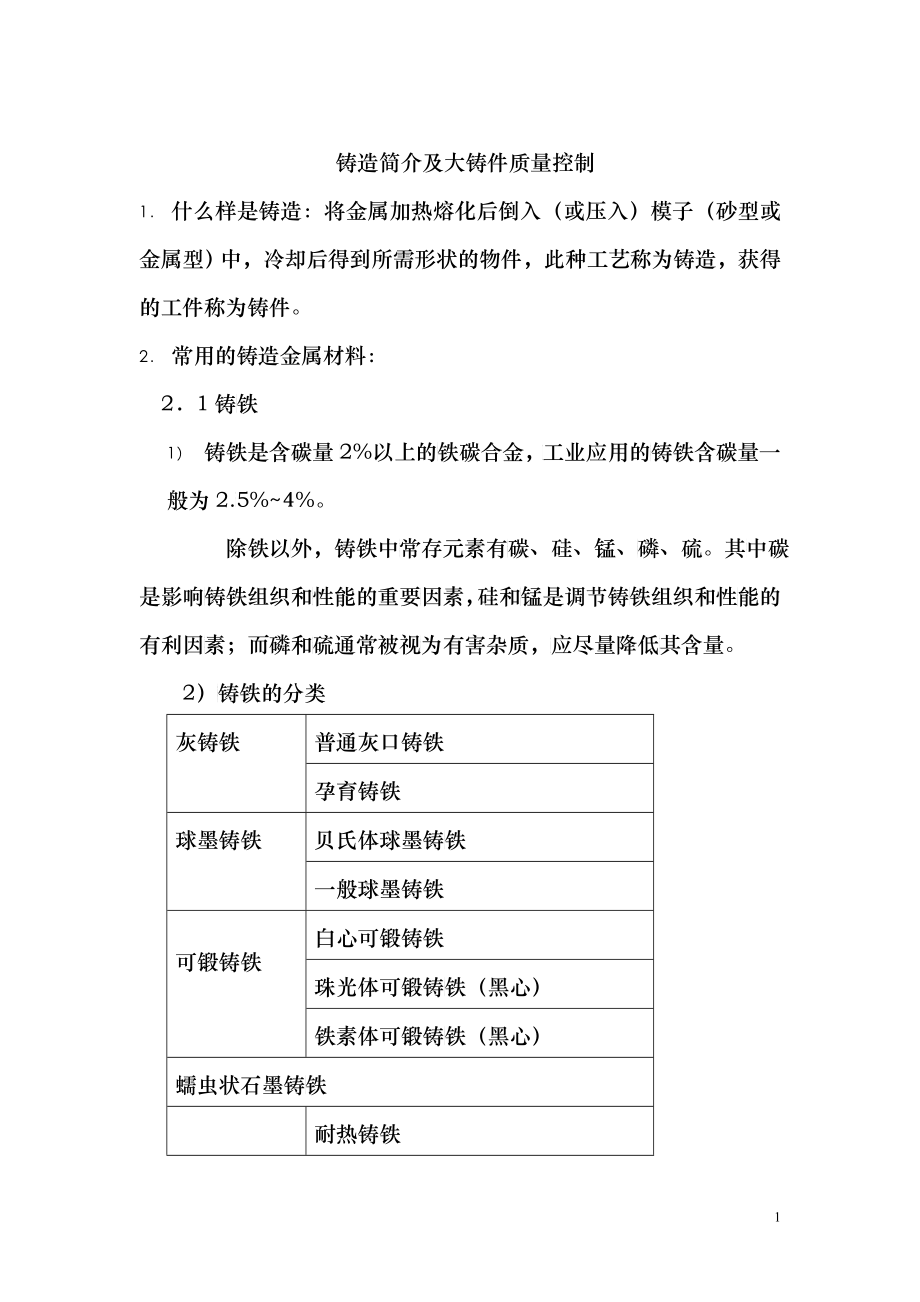
1、 铸造简介及大铸件质量控制1 什么样是铸造:将金属加热熔化后倒入(或压入)模子(砂型或金属型)中,冷却后得到所需形状的物件,此种工艺称为铸造,获得的工件称为铸件。2 常用的铸造金属材料: 21铸铁铁1) 铸铁是含碳量22%以上的铁铁碳合金,工工业应用的铸铸铁含碳量一一般为2.55%4%。 除铁以外外,铸铁中常常存元素有碳碳、硅、锰、磷磷、硫。其中中碳是影响铸铸铁组织和性性能的重要因因素,硅和锰锰是调节铸铁铁组织和性能能的有利因素素;而磷和硫硫通常被视为为有害杂质,应应尽量降低其其含量。 2)铸铸铁的分类 灰铸铁普通灰口铸铁孕育铸铁球墨铸铁贝氏体球墨铸铁铁一般球墨铸铁可锻铸铁白心可锻铸铁珠光体可
2、锻铸铁铁(黑心)铁素体可锻铸铁铁(黑心)蠕虫状石墨铸铁铁特种铸铁耐热铸铁耐蚀铸铁抗磨铸铁耐磨铸铁 22铸铸钢 一般工程用用铸造碳钢 工程与结结构用铸钢 焊接结结构用碳素铸铸钢 低合合金高强度铸铸钢 抗磨铸钢钢 铸钢 不不锈、耐蚀铸铸钢耐热铸钢低温用铸钢铸造工具钢其它特种铸钢 23铸造造非铁合金 231铸造铜合合金 普通黄黄铜(铜锌合合金)如H668,表示含含铜量为688%的铜锌合合金 铸造黄铜 特殊殊黄铜:在铜铜-锌系的基基础上加入铝铝、锡、镍、锰锰、铁、硅等等铸造铜合金 元素 铸造青铜 锡青青铜(铜锡合合金)如QSSn10为含含锡10%的的锡青铜 特种青青铜有铝青铜铜、硅青铜、铍铍青铜、铅青
3、青铜、磷青铜铜等 232铸造铝合合金分为铝-硅系、铝-铜系、铝-镁系和铝-锆系四大类类。3金属熔炼设设备简介: 31铸铁铁熔化设备:冲天炉、感感应电炉 32铸钢钢熔炼设备:即炼钢设备备包括粗炼和和精炼33非铁合金金熔化炉:坩坩锅炉、感应应电炉、电弧弧炉4常用铸造方方法 砂型铸造:是最常用的的铸造方法。砂砂型铸造中,又又以粘士砂型型的使用为最最广。用粘士士砂型生产的的铸件约占铸铸件产量的990%,特别别是在黑色金金属的铸造中中,应用更为为广泛。 铸造造方法 金金属型铸造:适用于批量量生产和质量量要求高的中中、小型铸件件非铁合金铸铸件 压力铸造:生产效率高高,光洁度高高,力学性能能高,适用于于大特
4、种铸造 批批量、中小型型铸件离心铸造:组织织细密,没有有浇冒口系统统,便于制造造双金属铸件件(如复合铸铸铁轧辊),生生产效率较高高;容易产生生偏析(比重重偏析) 熔模铸造:尺寸精度高高,光洁度可可达Ra6.322.5m,可铸造造形状很复杂杂的铸件,浇浇注合金不受受限制;过程程复杂,周期期长,成本高高,尺寸不能能太大。5砂型铸造简简介: 51砂型铸铸造简介:砂砂型铸造俗称称“翻砂”,是用型砂造型的铸造造方法。主要要过程为: 1)制造模模型:用木材(或或其它适用材材料)制成与与铸件外形基基体相同的模模型(要加上上收缩量和拔拔模斜度)模模型英文叫做做Patteern,为了了造型方便,模模型往往要做做
5、成可以分合合的两部分或或几部分,见见图3;用木材等材料料打造“芯盒”,供制造砂砂芯或泥芯用用。见图5。砂芯芯和泥芯的形形状与铸件的的内腔形状基基本相同。 2)用“芯盒”当模子,制制成砂芯或泥泥芯(Corre),见图4。砂芯芯或泥芯要有有支撑用的芯芯头,芯子中中往往要有钢钢筋骨架以提提高强度。芯芯子做好后,要要用烘干或其它方方法使之硬化化。 3)在砂砂箱中(大型型的在地坑中中)用模型造造出铸件的阴阴模即砂型(MMould),此工序即即为“造型”也叫“翻砂”(Moullding)。同时要做做出容纳芯头头的槽(也叫叫芯头)。通通常铸一个铸铸件都要用上上下两个或更更多的砂箱。砂砂箱中还要做做出浇口(G
6、Gate)和冒口(Riserr)。见图6。(这这里介绍的只只是是原理性性的,实际上上的工艺还要要比这复杂一一些)。 4)将砂砂芯或泥芯下下到砂型中(芯芯头架在砂型型的槽上),上上下箱扣在一一起。称为合合箱,见图77。这时,在在砂型和芯子子之间的空间间就是将来的的铸件以及浇浇冒口系统。 5)浇注注:将熔化的的液体金属从从浇口浇入砂砂型 6)脱箱箱、落砂和清清理:待铸件件凝固后(按按经验确定的的保温时间),将铸件从砂型中取出,叫“脱箱”;清除砂子,叫落砂;去除表面粘砂、毛刺,割去浇冒口叫清理。 7)热处处理、机械性性能试验、探探伤、焊补等等。52铸钢件的的热处理:铸钢件特别是大大型铸钢件在在铸造后
7、都有有较大的铸造造应力,粗大大的铸态金相相组织,所以以铸钢件一般般都要经过热热处理来消除除应力,调整整金相组织,改改善机械性能能。铸钢件的热处理理方法一般有有退火、正火火加回火、高高温扩散退火火、调质以及及焊补后的去去应力退火;高锰钢等奥奥氏体铸需要要进行水韧处处理。 铸铁件件以及有色件件的热处理请请自学 5,3铸钢件件的机械性能能试块:铸钢件的机械性性能试块有单铸的(UU形的、梅花花形的),也有附在铸件件上的。重要铸件件一般都要求求附在铸件上上的试块。在在试样缺失时时,甚至有在在铸件本体上上割取试料,然然后再将铸件件焊补修复的的。试块如何何取应按照合合同和适用技技术条件的规规定。试块应应随铸
8、件同炉炉热处理。 54铸钢件的的焊补:砂型铸造的铸钢钢件的常见缺缺陷有:粘砂砂,气孔,夹夹渣以及裂纹纹,疏松,缩缩孔,胀箱等等等。作为监监督员,凡是是尺寸超差,表表面或内部有有超标的不连连续,均是要要进行控制的的。对砂型铸造的大大型铸钢件来说,挖挖除缺陷,焊焊补修复是一一种通用的方方法。即使是是马氏体不锈锈钢(如RCCCM M33208)、铬铬-镍奥氏体体铁素体不锈锈钢(如RCCCM M33401)也也是如此。(根根据RCCMM M34006,冷却剂剂管道的奥氏体体-铁素体不锈锈钢离心浇铸铸钢管,不允许许焊补。但在在不得不面对对时,还可以以由供应商向向承包商申请请,作为例外外,在有焊接接工艺评
9、定和和能进行固溶溶热处理的基基础上个案处处理。)缺陷陷挖补一般在性能热热处理机械性性能试验合格格后进行,补焊合格后后,仅进行消消除应力热处处理而不再进进行性能热处处理。补焊要要按补焊工艺(焊材、电电参数、温度度等)进行,补焊工工艺要有补焊焊工艺评定报报告支持。补补焊工人要经经考试具有资资格才能施焊焊。焊材管理理要符合相应应规程的要求求。首先要将铸件表表面清理打磨磨,去除表面面缺陷,满足足UT对表面面的要求,经经UT或RTT之后 ,发发现超标缺陷并将将其位置、大大小及深度记记录下来(复复杂重要的大大铸件要画出出缺陷地图),以后就根据此记录进行清除、PT或MT、焊补和检查。清除、PT或MT、焊补和
10、检查有可能反复进行,直到合格为止(见下面的流程图)。6大型重要铸铸钢件的质量量控制以某汽轮轮机缸体为例例 61工艺艺流程300MW汽轮轮机中压外缸缸制造工艺流流程 制造程序序 制造要要点造 型1 高的尺寸精度,表表面光滑的木木质整体模型型2 铬铁矿自硬砂,喷喷涂锆英粉涂涂料,确保光光滑的砂型表表面钢包精炼炉(LLF)精炼,确确保钢水低PP,S和钢水的纯纯净度,调整整化学成分 炼 钢浇 注测定钢水的化学学成分(见附附件1)清砂、软化退火火热处理利用热处理后余余热切割冒口口,软化退火火热处理(见见附件2)调质热处理浸油淬火(见附附件),机械械性能和产品品化学分析(自自检),敷偶偶位置见附件件3去除
11、氧化皮粗 加 工加工前划线检查查修整表面打磨按XXXX XXXXXX,确保保要求的表面面粗糙度,形状修整.检查无损检查:1.目视检查,22.磁粉检查查,3.RT或或UT(只用用于首次)缺陷清除对缺陷清除部位位进行焊前MMT检查(共检)精整焊 补铸件,焊条管理理,预热,保温管理(按补焊工艺艺),焊补重磨磨区记录除应力附件2,敷偶位位置见附件33.检查(共检)无损检查:MTT,UT,必必要时RT焊接件装焊相关件装焊除 应 力见附件2, 敷敷偶位置见附附件3.化学成分(附件件1表1)机械性能(附件件1表2,附件,附件.)无损检查 VTT, MT, UT, RT.最终检查(与用户共检)最终机加工加工前
12、划线检查查,加工到交货货状态最终尺寸检查(与用户共检)包装,出厂出厂前做必要的的防锈,包装.附件1.化学成成分和机械性性能 表1 化学成分分(%)元素材质 C SiMnCrMoNiVPSAlB57J-V最小值0.100.200.502.000.90-最大值0.180.60 0.802.501.100.500.0400.0300.0250.040 表2 机械性能能(室温)材 料 b(N/mmm2)0.2(N/mm2)5(%)(%)Kv(J),+20HBB57J-V590-7400400182840*170-2300注1.*系三个个试样的平均均值,其中一一根试样允许许最小值24J,其其余试样高于于
13、平均值. 2.延伸率率抗拉强度105000. 3.围绕铸件,按一定的间间距打硬度(5吨以上铸铸件至少打55点)附件2.高压外外缸热处理工工艺 6500 1000010500 7700300 39904200 6600700350 割冒口 450h 铸件清理理后立即落砂砂;尽量清理理干净,执行行软化退火割割冒口工艺: 均匀化(软软化)处理 930970 6500 7000 油 77007330 3300 350 冷冷 3000350 450 2000h 调质(性能热热处理) 6700700 3000350 4550 h 20 除应力退火附件3。中压外外缸取样及敷敷偶位置图 6.2质量计计划中压外
14、缸上半质质量计划概略略行号检查类型 工艺评定资格评定见证技术条件级别签字,日期不符合报告号用户工厂010015020025030040045050055065070075085090095120 125130140145150155资料有效性审查查通用及专用要求求制造大纲文件符合性证明明资格评定有效性性审查焊接工艺,包括括:铸件补焊结构焊及其补焊焊,包括:附件焊工和操作者NDE操作者焊材:验收,保保管和使用待焊件的符合性性吊耳加强筋保温脐子汽缸铸件的生产产炉前化学分析热电偶的位置品质热处理(曲线)补焊前缺陷的位位置如果缺陷需要进进行补焊NVRNVVVVVVVVVRRRRRXXXXXX采购合同X
15、XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX160 165缺陷去除部位的的MT和PT主要缺陷去除图图XNRXXXXXXXXXX170175180185190195205210215235240245250260265270275280285290295300 补焊的实施工艺,焊工的编编号及焊材的的批号结构焊缝待焊部位的准备备工作MT或PTUT结构焊缝的实施施 -附件焊接工艺,焊工工的编号,焊焊材的批号主要待补焊区示示图除应力热处理-热电偶位置最终热处理后的的检查标记识别号缸体铸件的符合合性产品及试样
16、硬度度试验的均匀匀性试料和试样的识识别号机械性能产品化学分析缸体铸件的NDE目视检查MTUT 铸件 补焊区XXXXXXXXNRRRNRRRRNNNNRNNNRRRRXXXXXXXXXX检查图XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX检查图XXXXXXXXXXXXXXX中压外缸上半质质量计划概略略(续一)行号检查类型工艺评定人员资格见证技术条件级别签字日期不符合报告用户工厂305310315325330335RT结构焊缝的NDE对焊缝的目视及及尺寸检查保温脐子焊缝的的MTMT或PT其它焊接部位的的UTXXXXNNRNNRRXXXXX检查图XXXXXXXXXXXXXXXXXXXXXXXXX22
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
