《浅谈全焊式钢箱梁制造中的施工要点建筑施工资料》由会员分享,可在线阅读,更多相关《浅谈全焊式钢箱梁制造中的施工要点建筑施工资料(7页珍藏版)》请在装配图网上搜索。
1、浅谈全焊钢箱梁制造中的施工要点陈菲(中铁大桥局集团第七工程有限公司)摘要:本文以宁波庆丰桥钢箱梁的制造为实例和大家讨论一下全焊钢箱梁制造中的一些工艺要点,并从工程难点分析、实际解决对策、工艺流程控制等方面介绍我们在全焊钢箱梁制造中关键点,并为其它类似钢结构的制造提供一个参考。关键词:全焊;钢箱梁;CO2气体保护焊;在现代化建设不断加快的今天,道路桥梁建设的发展尤为迅速,在城市市区中的河流上建造公路用桥梁除了选用混凝土桥梁以外,钢结构桥梁也由于其外形美观,结构形式新颖的特点也逐步成为大家优先选用的对象。在样式多样的钢结构桥梁中,全焊式钢箱梁制造由于其焊接工作量非常大,因此在施工中会存在各种各样由
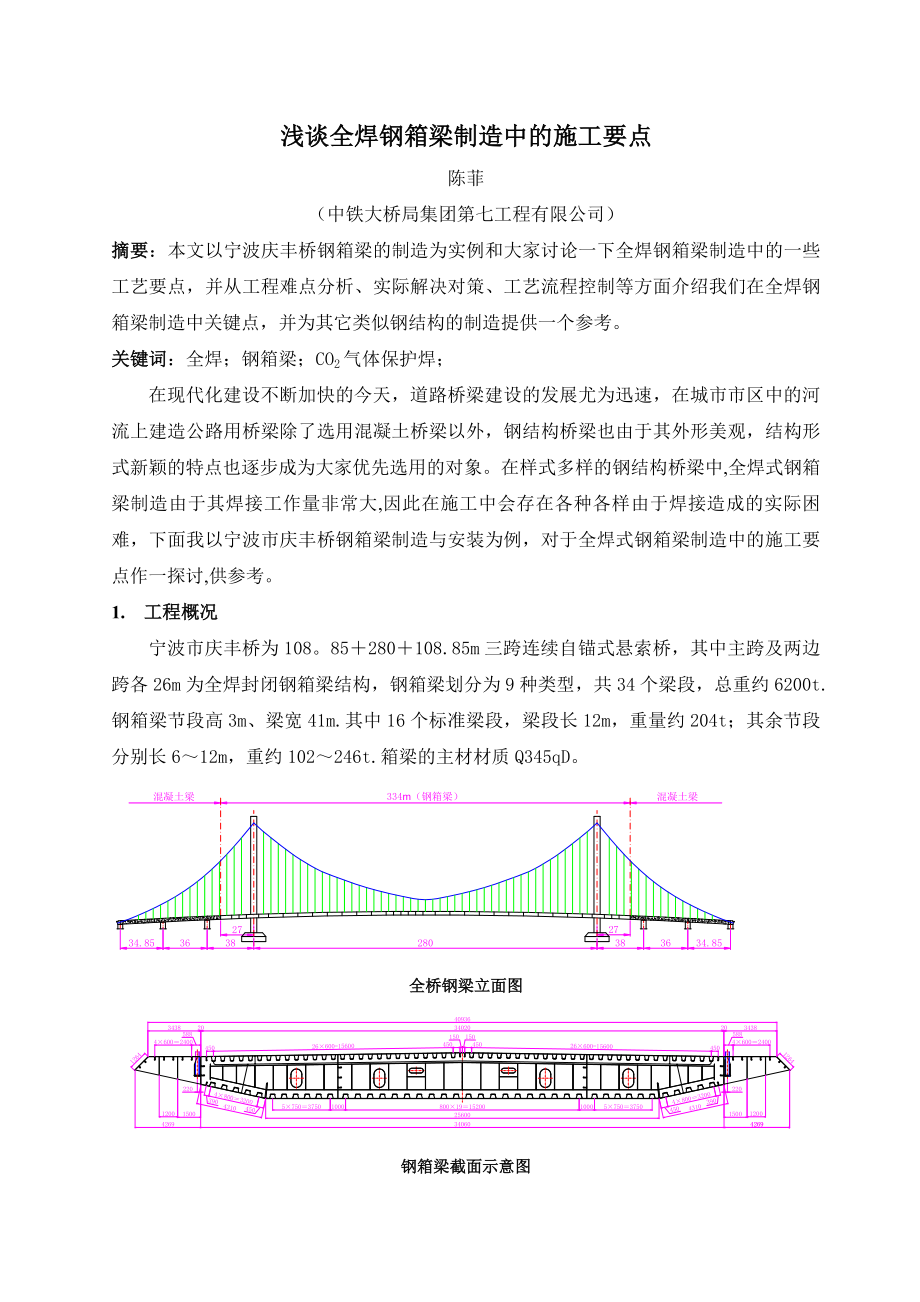
2、于焊接造成的实际困难,下面我以宁波市庆丰桥钢箱梁制造与安装为例,对于全焊式钢箱梁制造中的施工要点作一探讨,供参考。1. 工程概况宁波市庆丰桥为108。85280108.85m三跨连续自锚式悬索桥,其中主跨及两边跨各26m为全焊封闭钢箱梁结构,钢箱梁划分为9种类型,共34个梁段,总重约6200t.钢箱梁节段高3m、梁宽41m.其中16个标准梁段,梁段长12m,重量约204t;其余节段分别长612m,重约102246t.箱梁的主材材质Q345qD。全桥钢梁立面图钢箱梁截面示意图2. 施工重点、难点分析及相应对策根据提供的设计图纸,经分析研究,认为本工程钢箱梁制造存在以下重点和难点:(1)钢箱梁节段
3、单箱尺寸较大,单板厚度与刚度较小,焊缝密集,因此,如何控制其焊接变形,保证箱梁几何尺寸精度是钢箱梁制造的重点和难点。(2)钢箱梁结构复杂,内部存在大量的对接接头、熔透或坡口角接接头、T型角接接头等多种接头形式以及各种不同的焊接工位,而且焊缝要求级别高.因此,如何保证钢箱梁的焊接质量是本工程最大的的难点.针对以上重点和难点,拟采取以下措施和方案进行解决:(1)钢箱梁制造是首先将箱梁节段划分成若干板单元单独进行预制,然后整体进行总拼,因此,要控制钢箱梁的几何尺寸精度,首先必须控制单元件的精度.对于横隔板、纵腹板等影响钢箱梁几何尺寸的单元件,采用数控精密切割进行下料,严格控制其几何尺寸在公差范围内;
4、横隔板较长,需要分段下料后对接,对接及加劲肋的焊接在专门的胎架中进行,通过胎架刚性固定,控制焊接收缩和焊接变形,保证横隔板的尺寸精度;钢箱梁的顶、底板由多块板单元组成,板单元之间通过焊接连接成整体,因此控制单件板单元的几何尺寸,对于钢箱梁总拼时控制板单元的焊接间隙,进而控制钢箱梁整体的焊接收缩、焊接变形,确保几何尺寸精度尤为重要。板单元制造时根据理论计算以及以往制造钢箱梁的经验,确定板单元的焊接收缩量,在下料时加放相应的收缩余量,板单元采用高精度无码拼装胎架进行拼装(如图所示),焊接时尽量采用小线能量的CO2气体保护焊等先进的焊接工艺和设备,采用合理的焊接顺序有效地控制焊接变形,确保板单元的精
5、度。高精度无码拼装胎架钢箱梁总拼根据箱梁的外形尺寸搭设整体总装胎架,总拼时以胎架为外胎,以横隔板为内胎,控制钢箱梁的整体几何尺寸,同时钢箱梁节段采用41的总拼方案,从两端向跨中推进,确保相邻节段端口精确匹配。(2)钢箱梁结构中存在着多种各类接头形式,且大多数要求熔透,焊缝级别要求高,焊接是钢箱梁制造的关键和重点,就钢箱梁结构而言,主要的焊接难点有以下几类焊缝: U型肋与顶、底板的坡口角焊缝采用反变形胎架预置板单元的反变形,然后通过胎架翻转,将焊缝转换为船型焊工位进行焊接,焊接采用CO2气体保护焊角焊小车自动焊。焊接胎架如图所示。反变形焊接胎架示意图 顶、底板的纵、横向对接焊缝采用CO2气体保护
6、焊打底、埋弧自动焊填充盖面,反面加陶质衬垫单面焊双面成型的焊接方法。 横隔板的对接横焊缝采用CO2气体保护焊或手工电弧焊双面焊,焊反面一道前碳弧气刨清根。 锚箱与外腹板熔透角焊缝,部分腹板、横隔板与顶、底板间熔透角焊缝(平焊、立焊或仰焊)采用CO2气体保护焊或手工电弧焊双面焊,焊反面一道前碳弧气刨清根。在钢箱梁的焊接中,优先选用焊接效率高、焊缝质量稳定的埋弧自动焊和线能量小、焊接变形小、焊缝成型好的CO2气体保护焊,同时设计合理、高效的工装胎具,在操作中再大量采用单面焊双面成型、碳弧气刨清根等工艺措施,从多方面对钢箱梁的焊接操作提供可靠的保障,确保焊接质量。3. 制造依据及引用标准TB 102
7、1298 铁路钢桥制造规范JTJ041-2000 公路桥涵施工技术规范GB 5020595 钢结构工程施工及验收规范JTGF80/12004 公路工程质量检验评定标准4. 总体制造方案及工艺流程对钢板进行预处理后,下料,采用无余量的精密切割工艺,异型板采用数控切割,有装配尺寸要求的板件进行铣刨边,机械开坡口,以控制板件尺寸和坡口尺寸,在胎架中组拼,平面分段构件采用反变形法、多道焊、小线能量输入减少焊接变形,大量采用CO2气体保护自动焊和埋弧自动焊,确保焊接质量。钢箱梁总拼搭设两个整体拼装胎架,分别采用41的总拼方案,从桥梁两端向中间同时进行节段总拼。总拼时桥面板对接采用单面焊双面成型技术,大量
8、采用平焊,少量采用立焊,无仰焊。主桥钢箱梁共分34个节段,按照2(41)的方案进行总拼,每个轮次结束后,各胎架中前4个箱梁节段转移至喷砂房,进行喷砂除锈和涂装,剩下的1个节段留在胎架中与下一轮次的4个节段进行匹配拼装,如此反复循环,总共需要4个轮次全部完成。成品钢箱梁节段利用运梁台车运输至码头后利用龙门吊机下水装船,运输至工地进行安装。钢箱梁制造及安装总体工艺流程如下:工厂板单元件制造平面预拼钢箱梁总拼胎架内节段总拼钢箱梁涂装整节段运输桥址对位相邻梁段对接钢箱梁整体线型调整钢箱梁节段全断面对接焊5. 钢箱梁的组拼制造工艺箱梁节段总拼按照底板横隔板纵腹板外腹板顶板锚箱人行道的顺序,实现立体阶梯形
9、推进方式逐段组装与焊接。组装时,以胎架为外胎,以横隔板为内胎,重点控制桥梁的线形、梁段几何形状和尺寸、接口的精确匹配等。6. 质量控制a技术文件的控制对施工图纸和技术标准的完整性和正确性进行核对,并按我公司产品图样和技术文件控制程序和技术标准控制程序中的有关规定执行,使图纸标准受控有效。b采购产品的控制根据分供方的实际能力、质量保证能力、交货周期、价格、业绩等诸因素来确定合格分供方名单.采购按我公司采购质量控制程序有关规定执行。本工程凡是我公司采购的材料和备件,进厂后必须核对生产厂质量证明书、牌号、炉批量等,并按合同和有关现行规定取样复验或取证。我公司中心试验室是国家二级计量试验站,材料的复验
10、工作在中心试验室进行.复验或验证合格的材料方可入库,按牌号、规格、炉批号等分类存放或标识。对材料的领用实行二级管理制度,施工全过程进行材料跟踪管理.c顾客提供材料的控制对顾客提供的材料按我公司顾客提供产品控制程序规定进行验证,在生产过程中发现顾客提供的材料不适用或有质量问题,及时向顾客报告。d过程质量控制(1)编制完整、详细的施工工艺文件.工艺文件的确定、工艺装备管理、人员配置要求及工艺纪律检查按我公司工艺控制程序规定参工序中影响产品质量的各个因素进行控制。(2)根据钢梁的结构特点,为保证产品质量和工期,工厂设计制造完整的工装和胎模,这些工装、胎模按公司工装、胎模具管理程序和工装、模具管理制度
11、的规定进行鉴定和使用前检验确认。(3)对特殊过程操作人员(如焊工等),按我公司关键工序特殊作业人员资格控制程序规定经培训、考试合格持证上岗。为确保焊接质量,按合同和技术规范、标准要求进行必要的焊接工艺评定和焊接试验.焊接工艺评定所采用的钢材、焊材与实际产品相同,制造中严格执行工艺评定参数。并按监理同意的焊接工艺施焊.(4)生产和检验中使用的计量器具和设备均经我公司中心试验室国家二级计量站检定合格。计量器具和设备按我公司检验、测量和试验设备控制、校准管理规定进行周检和校准.e质量检验和试验质量检验和试验按我公司检验和试验控制程序的规定,严格执行“三检制”,并编制钢梁制造“质量检验项目清单.检验和
12、试验覆盖原材料、放样、零件下料、加工、单元件制造、拼装、焊接、运输等全过程。7. 安全生产保证措施根据本工程的特点,应严格遵守建设部建筑安全、生产、监督、管理规定、国家建筑企业生产条例和有关的交通运输管理条例,加强安全、文明施工管理和环境保护。a在整个建造过程中,每个施工环节的安全工作均置于有效的组织领导管理之中,贯彻执行有效的工厂安全管理制度。我公司通过了ISO9001的国际质量保证体系标准证,生产安全过程要贯彻执行质量程序文件、质量保证手册的各项规定,用制度和专人来保证该工程的优质安全建造.b对参加本工程建造的施工人员,在开工前,必须经过严格的安全培训,上工艺课,懂得本工程的特点、要求及施
13、工中应注意的问题,经考核合格后方能上岗操作。c在施工中,特别是施工的每一个环节,在施工中,严格把握工装、胎架、辅具、起吊运输设备的安全可靠,防止工件的操作变形.d加强安全生产管理和定置管理,以优良的现场管理水平,使生产现场的布置符合定置管理的要求。起吊作业必须加强现场监护。e制定钢梁零部件从工厂运至工地拼装的运输计划和运输安全措施,以防碰撞、弯曲变形.搬运、起重人员应为培训合格的持证人员。f高空作业人员要系好安全带,地面作业人员要戴好安全帽。作业人员乘坐的吊篮、吊椅等要有安全索,高空作业人员的手用工具要有安全绳,防止空中坠物伤人。g大件物品起吊时,吊点选择必须准确合理,吊索必须绑扎牢固,绳子扣
14、必须用吊钩锁牢。物品在空中未稳定时严禁上人。h施工用电要有严格的安全措施,电气设备防雨、防潮、要可靠按地,防止漏电伤人。8. 注意事项a) 主材钢板在下料之前应用平板机对钢板进行矫平处理,以释放钢板应力,减小对钢板焊接时由于钢板应力造成的变形。b) 为控制钢箱梁的高度等尺寸,下料后的部分边缘采用机加工铣边.部分焊接坡口需要用牛头刨或龙门刨加工。c) 在钢梁开工前应先进行焊接工艺评定试验,根据焊接工艺评定试验的结论编制焊接工艺指导书,指导书应包括母材、焊接材料、焊接方法、焊接接头形式、组装要求及允许偏差、焊接工艺参数和焊接顺序、预热、后热和焊后热处理工艺以及焊接检验方法及合格标准等主要内容.焊接过程中应严格按焊接工艺指导书规定的工艺参数和焊接顺序施焊。9. 结束语全焊式钢箱梁焊接施工难度大,焊接质量、精度要求高,必须针对性的制订工艺规程,采取有效措施,解决焊接变形和焊接收缩的影响,保证钢箱梁制造精度及焊缝外观和内在质量.参考文献:1侯文葳西陵长江大桥全焊钢箱梁大跨度悬索桥技术中国铁道科学2001年05期2左琛大跨度全焊接钢箱形梁焊接工艺及变形控制焊接技术2000年05期
 浅谈全焊式钢箱梁制造中的施工要点建筑施工资料
浅谈全焊式钢箱梁制造中的施工要点建筑施工资料