 S32205焊接工艺评定方案
S32205焊接工艺评定方案

《S32205焊接工艺评定方案》由会员分享,可在线阅读,更多相关《S32205焊接工艺评定方案(6页珍藏版)》请在装配图网上搜索。
1、双相不锈钢2205的焊接工艺性能的研究摘要:奥氏体-铁素体双相不锈钢简称双相不锈钢,具有优良的力学性能和耐腐蚀性能,2205双相不锈钢在石油及天然气工业,化学工业等行业具有广泛的应用。双相不锈钢优良的性能是靠适当比例的两相组织来保证,焊接工艺参数对焊接接头的组织与性能有很大的影响,线能量对平衡铁素体和奥氏体两相组织在焊缝金属和热影响区中的比例,保证焊接接头的性能,是双相不锈钢焊接的基本要求。根据双相不锈钢的焊接冶金特点,采用含镍、氮高的焊接材料,控制焊接线能量,是满足双相不锈钢焊接要求的关键,钨极氩弧焊和焊条电弧焊是适宜的焊接方法。通过对焊接接头的组织,力学性能、腐蚀性能的分析,最终确定焊接工
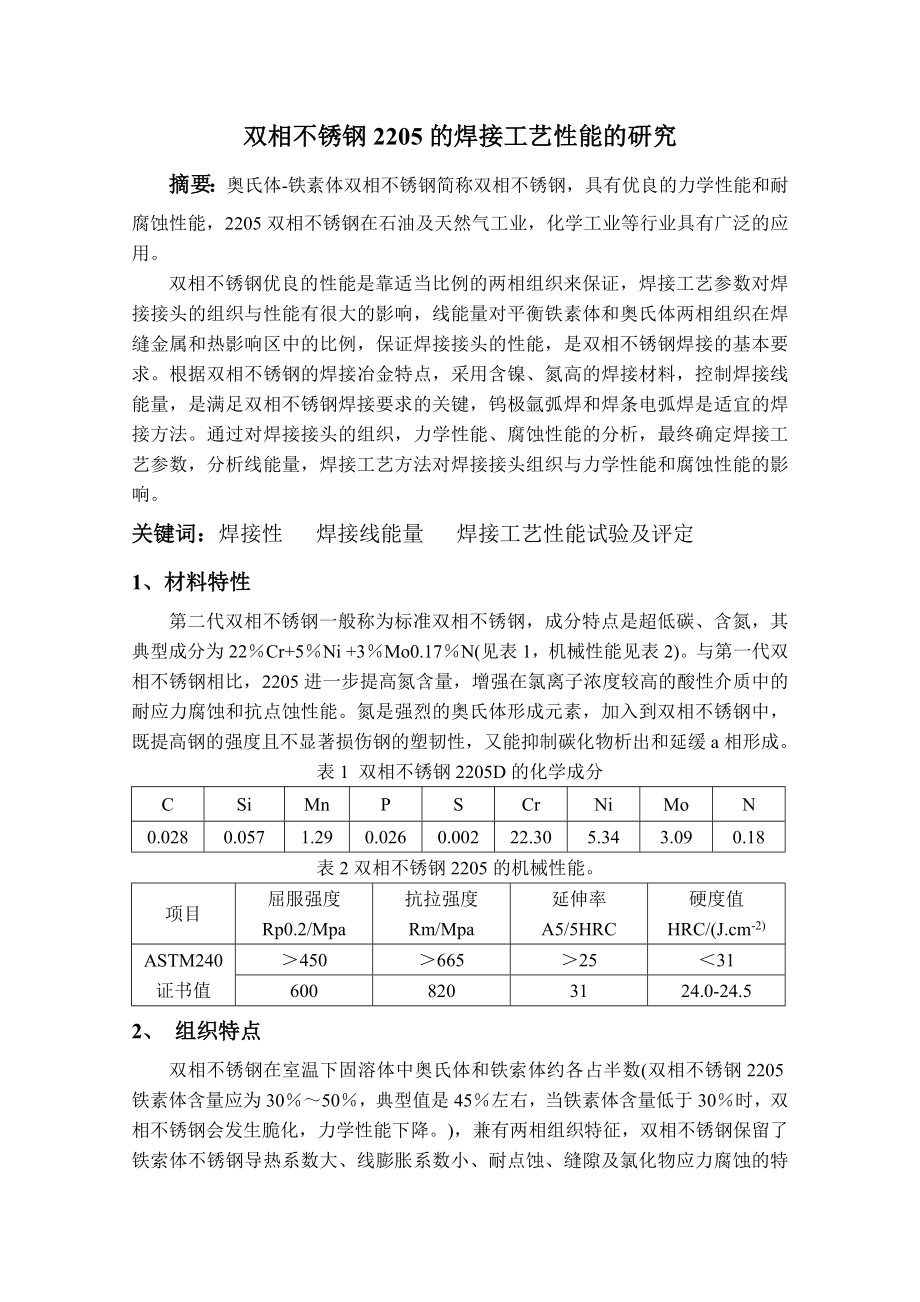
2、艺参数,分析线能量,焊接工艺方法对焊接接头组织与力学性能和腐蚀性能的影响。关键词:焊接性 焊接线能量 焊接工艺性能试验及评定 1、材料特性第二代双相不锈钢一般称为标准双相不锈钢,成分特点是超低碳、含氮,其典型成分为22Cr+5Ni +3Mo0.17N(见表1,机械性能见表2)。与第一代双相不锈钢相比,2205进一步提高氮含量,增强在氯离子浓度较高的酸性介质中的耐应力腐蚀和抗点蚀性能。氮是强烈的奥氏体形成元素,加入到双相不锈钢中,既提高钢的强度且不显著损伤钢的塑韧性,又能抑制碳化物析出和延缓a相形成。表1 双相不锈钢2205D的化学成分CSiMnPSCrNiMoN0.0280.0571.290.
3、0260.00222.305.343.090.18表2双相不锈钢2205的机械性能。项目屈服强度Rp0.2/Mpa抗拉强度Rm/Mpa延伸率A5/5HRC硬度值HRC/(J.cm-2)ASTM240证书值45066525316008203124.0-24.52、 组织特点双相不锈钢在室温下固溶体中奥氏体和铁索体约各占半数(双相不锈钢2205铁素体含量应为3050,典型值是45左右,当铁素体含量低于30时,双相不锈钢会发生脆化,力学性能下降。),兼有两相组织特征,双相不锈钢保留了铁索体不锈钢导热系数大、线膨胀系数小、耐点蚀、缝隙及氯化物应力腐蚀的特点;又具有奥氏体不锈钢韧性好、脆性转变温度较低、
4、抗晶间腐蚀、力学性能和焊接性能好的优点。3 、焊接特点的研究对于2205双相不锈钢来说,理论上具有良好的焊接性,如果采用合理的焊接工艺,几乎所有的焊接方法都可以用,与奥氏体不锈钢的焊接相比,2205双相不锈钢对污染更敏感、特别是湿气、水分。任何类型的油污、湿气、水分等污染都会影响焊接接头的腐蚀性能和力学性能,因此焊接前要对母材进行严格的清理,焊接材料要严格的烘干,双相不锈钢焊接坡口形式应采用机械加工,不宜采用砂轮打磨,要避免坡口的粗糙或接头间隙的不均匀,2205双相不锈钢因受到自身冶金特性的制约,还应遵循以下原则:1)、适宜使用多层焊,采用多道焊,合理控制线能量或层间温度,这样后一道对前一道起
5、一个固溶处理作用,可以使更多的奥氏体析出,保证焊缝热影响区的性能;2)、2205双相不锈钢的焊接性良好热裂纹倾 向小,一般焊前不需预热,焊后不需热处理,可与18-8型不锈钢或碳钢等异 种钢焊接。4、焊接线能量对焊接接头性能的影响焊接是一个快速加热与快速冷却的的热循环过程,2205双相不锈钢的焊接质量,决定于焊缝于热影响区的铁素体和奥氏体的平衡与两相组织的均匀性。在焊接过程中金属从熔融到冷却,从凝固点到1200为铁素体组织,1200-800是奥氏体从铁素体中析出,800-470将可能有中间相(碳化物、氮化物)析出,因此焊接线能量对焊缝的组织有很大的影响,如果线能量太低,工件冷却速度过快,焊缝及热
6、影响区会产生过多的铁素体和氮化物,从而使焊接接头的腐蚀性能和韧性下降。另一方面如果采用过高线能量,工件的冷却速度太慢,焊缝及热影响区可能析出金属间相,也会使焊接接头的腐蚀性能和韧性下降。可见合适的焊接工艺参数和一定的技术措施相结合才能保证焊缝以及热影响区的组织和性能。5、焊接材料的选择1)2205双相不锈钢的焊接材料或填充金属通常采用比母材含镍量高和母材相同的含氮量,以保证焊缝有足够的奥氏体量,表3列出了2205双相钢的焊接材料化学成分(质量分数)牌号CSiMnPSCrNiMoNER22090.0230.451.50.0240.00823.358.643.070.13AF22090.0040.
7、630.780.0220.01022.208.752.600.116、焊接接头性能要求及检验标准由于设备设计要求高,对焊接接头的的力学性能、耐腐蚀性能以及金相组织都要严格要求,尤其是对焊接接头的低温冲击性能要求,国际上的一些主要技术标准的要求见表4表4对焊接接头的性能要求及试验标准项目拉伸试验Mpa弯曲试验冲击试验Ak-40(J)晶间腐蚀试验铁素体含量(%)硬度试验Hv10试验标准GB/T228-2002GB/T232-1999GB/T4159-2008GB/T4334.5-2008JB/T7853-1995GB/T4340.1-2009合格值620弯曲180无裂纹27J无晶间腐蚀裂纹40-5
8、0%3207、2205双相不锈钢板对接焊的焊接工艺评定方案7.1、评定项目:1)双相不锈钢板对接,材料牌号为S32205,2)试板尺寸为10125700,2块;焊接位置为平焊(1G)7.2、评定的焊接工艺参数:1)采用手工钨级氩弧焊+焊条电弧焊2)焊丝牌号:ER2209;焊条型号AF2209,3)焊材规格为2.5、3.24)设备为YD-400SS,直流正接(氩弧焊)/ 反接(焊条电弧焊)5)坡口型式及尺寸如右图7.3、焊接工艺参数表5焊层焊条牌号焊条直径(mm)焊接电流(A)焊接电压(V)焊接速度(cm/mim)线能量(KJ/cm)层间温度()打底ER22092.5100-12012-168-
9、107.2-14.4150填充AF22093.2100-12022-2615-208.8-9.4150填充AF22093.2100-12022-2615-208.8-9.4150盖面AF22093.2100-12022-2615-208.8-9.41508、检验项目及试验结果:8.1、外观检验应无裂纹、未熔合、未焊透、咬边、表面气孔、弧坑等缺陷;8.2、探伤:按JB4730.2-2005,100% RT; 结果无裂纹,裁取试样时避开缺陷处;8.3、力学性能:横向全厚度拉伸2个,按GB/T228进行试验;取样位置应在焊缝打磨后从焊接接头整个厚度切取,面弯 背弯各2个, 取样位置应在焊缝打磨后从焊
10、接接头整个厚度切取,拉伸、弯曲试样的形状与尺寸见下图;焊接接头拉伸、弯曲试样结果见下表6:拉伸试验弯曲试验a=180D=32RmN/mm2A(%)尺寸mm载荷拉断部位面弯背弯9002926.17.8183.28热影响区合格合格88528.526.17.8180.16热影响区合格合格试验结果表明,采用氩弧焊(焊丝ER2209)打底,焊条电弧焊(焊条AF2209)填充盖面获得焊接接头完全符合标准要求。8.4、夏比冲击试样,根据GB/T4159-2008,在JB-300试验机上进行冲击试验,冲击试验加工成5*10*55的V形缺口冲击,对焊接接头的焊缝、热影响区各3件进行-40低温的冲击试样,其实验结
11、果见下表S32250双向不锈钢焊接接头夏比冲击试验结果7:取样位置试验温度AKv/JAKv/JAKv/J平均AKv/J焊缝-4080819385热影响区-4097897888根据ASTM A923标准要求焊接试件,在-40每组最小冲击功不小于53J,试验结果表明,采用氩弧焊(焊丝ER2209)打底,焊条电弧焊(焊条AF2209)填充盖面获得焊接接头完全符合标准要求。8.5、为了很好的了解焊接接头的化学成分,应进行化学分析,取样应取自无母材稀释的熔敷金属,经检验具体的化学成分的含量见下表8:CSiMnPSCrNiMoN0.0270.8231.050.0260.00822.568.523.170.
12、158.6、铁素体含量:按铁磁性法进行测量焊缝、热影响区进行铁素体含量(%);测量,测量结果焊缝平均铁素体含量3841%,热影响区平均铁素体含量4245%,依据铁素体仪法JB/T7853-1995测量了铁素体含量,焊缝、母材、热影响区铁素体含量在4050%之间,因此由试验结果表明,采用氩弧焊(焊丝ER2209)打底,焊条电弧焊(焊条AF2209)填充盖面获得焊接接头完全符合标准要求。8.7、.金相:微观金相试验按GB/T13298-1991进行,实验前对试样进行机械抛光,经HNO3:HCL=1;3混合(王水)浸蚀,腐蚀后制成金相试验试样,采用金相显微镜对焊缝、热影响区进行金相分析,其组织相图如
13、下:结果发现焊缝、热影响区均为铁素体、奥氏体组织,近缝区没有发现单相铁素体组织,也没有发现金属间析出相的的发生。8.8、晶间腐蚀试验按GB/T4334.5-2008进行试验,腐蚀后弯曲,在10倍的放大镜下观察,无由因晶间腐蚀产生的裂纹。8.9、在试样上切取1块焊缝截面的硬度试样,磨光后用和适当的腐蚀剂对焊缝截面进行腐蚀,分清楚焊缝、熔合线和热影响区的位置,硬度试验点的位置图3所示,硬度试验按GB/T4340.1-2009规定进行10kg载荷的维氏硬度试验,试验结果如表9所示。焊缝魏氏硬度试验结果进下表9:测量位置母材热影响区焊缝167122581134910维氏硬度值198281186254199253192261225228219215平均值229.75226.25221.75通过以上试验,说明该双相不锈钢焊接接头性能能满足技术要求,焊接工艺评定所选择的各项参数合适。结论:S32205双相不锈钢具有良好的力学性能和耐腐蚀性能,应用前景广阔,该材料的焊接有许多特点,掌握了材料的焊接性能特点,采用适当的焊接线能量,选择正确的焊接材料,保证了焊接工艺评定试件的性能,在生产中,根据评定的试验结果,制定出详细的焊接工艺规程和工艺纪律,并在施焊过程中严格执行工艺纪律,才能保证产品焊接质量。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
