《覆膜砂壳型制造工艺》由会员分享,可在线阅读,更多相关《覆膜砂壳型制造工艺(1页珍藏版)》请在装配图网上搜索。
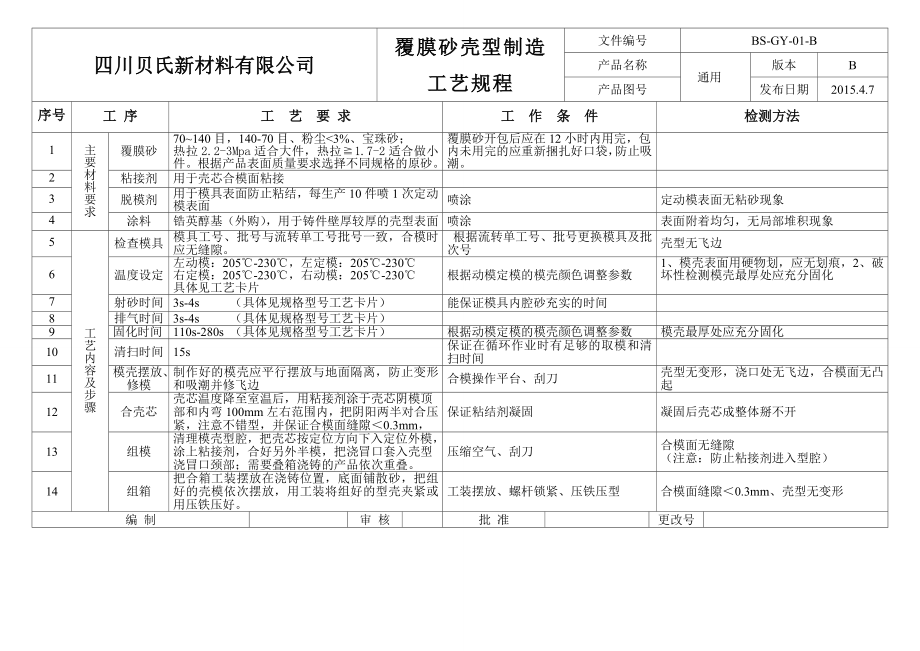
1、四川贝氏新材料有限公司覆膜砂壳型制造工艺规程文件编号BS-GY-01-B产品名称 通用版本B产品图号发布日期2015.4.7序号工 序工 艺 要 求工 作 条 件检测方法1主要材料要求覆膜砂70140目,140-70目、粉尘3%、宝珠砂;热拉2.2-3Mpa适合大件,热拉1.7-2适合做小件。根据产品表面质量要求选择不同规格的原砂。覆膜砂开包后应在12小时内用完,包内未用完的应重新捆扎好口袋,防止吸潮。2粘接剂用于壳芯合模面粘接3脱模剂用于模具表面防止粘结,每生产10件喷1次定动模表面喷涂定动模表面无粘砂现象4涂料锆英醇基(外购),用于铸件壁厚较厚的壳型表面喷涂表面附着均匀,无局部堆积现象 5
2、工艺内容及步骤检查模具模具工号、批号与流转单工号批号一致,合模时应无缝隙。 根据流转单工号、批号更换模具及批次号壳型无飞边6温度设定左动模:205-230,左定模:205-230 右定模:205-230,右动模:205-230 具体见工艺卡片根据动模定模的模壳颜色调整参数1、模壳表面用硬物划,应无划痕,2、破坏性检测模壳最厚处应充分固化7射砂时间3s-4s (具体见规格型号工艺卡片)能保证模具内腔砂充实的时间8排气时间3s-4s (具体见规格型号工艺卡片)9固化时间110s-280s (具体见规格型号工艺卡片)根据动模定模的模壳颜色调整参数模壳最厚处应充分固化10清扫时间15s保证在循环作业时
3、有足够的取模和清扫时间11模壳摆放、修模制作好的模壳应平行摆放与地面隔离,防止变形和吸潮并修飞边合模操作平台、刮刀壳型无变形,浇口处无飞边,合模面无凸起12合壳芯壳芯温度降至室温后,用粘接剂涂于壳芯阴模顶部和内弯100mm左右范围内,把阴阳两半对合压紧,注意不错型,并保证合模面缝隙0.3mm,保证粘结剂凝固凝固后壳芯成整体掰不开13组模清理模壳型腔,把壳芯按定位方向下入定位外模,涂上粘接剂,合好另外半模,把浇冒口套入壳型浇冒口颈部;需要叠箱浇铸的产品依次重叠。压缩空气、刮刀合模面无缝隙(注意:防止粘接剂进入型腔)14组箱把合箱工装摆放在浇铸位置,底面铺散砂,把组好的壳模依次摆放,用工装将组好的型壳夹紧或用压铁压好。工装摆放、螺杆锁紧、压铁压型合模面缝隙0.3mm、壳型无变形编 制审 核批 准更改号
 覆膜砂壳型制造工艺
覆膜砂壳型制造工艺