 品质管理VDA6.5德国汽车工业质量标准
品质管理VDA6.5德国汽车工业质量标准

《品质管理VDA6.5德国汽车工业质量标准》由会员分享,可在线阅读,更多相关《品质管理VDA6.5德国汽车工业质量标准(68页珍藏版)》请在装配图网上搜索。
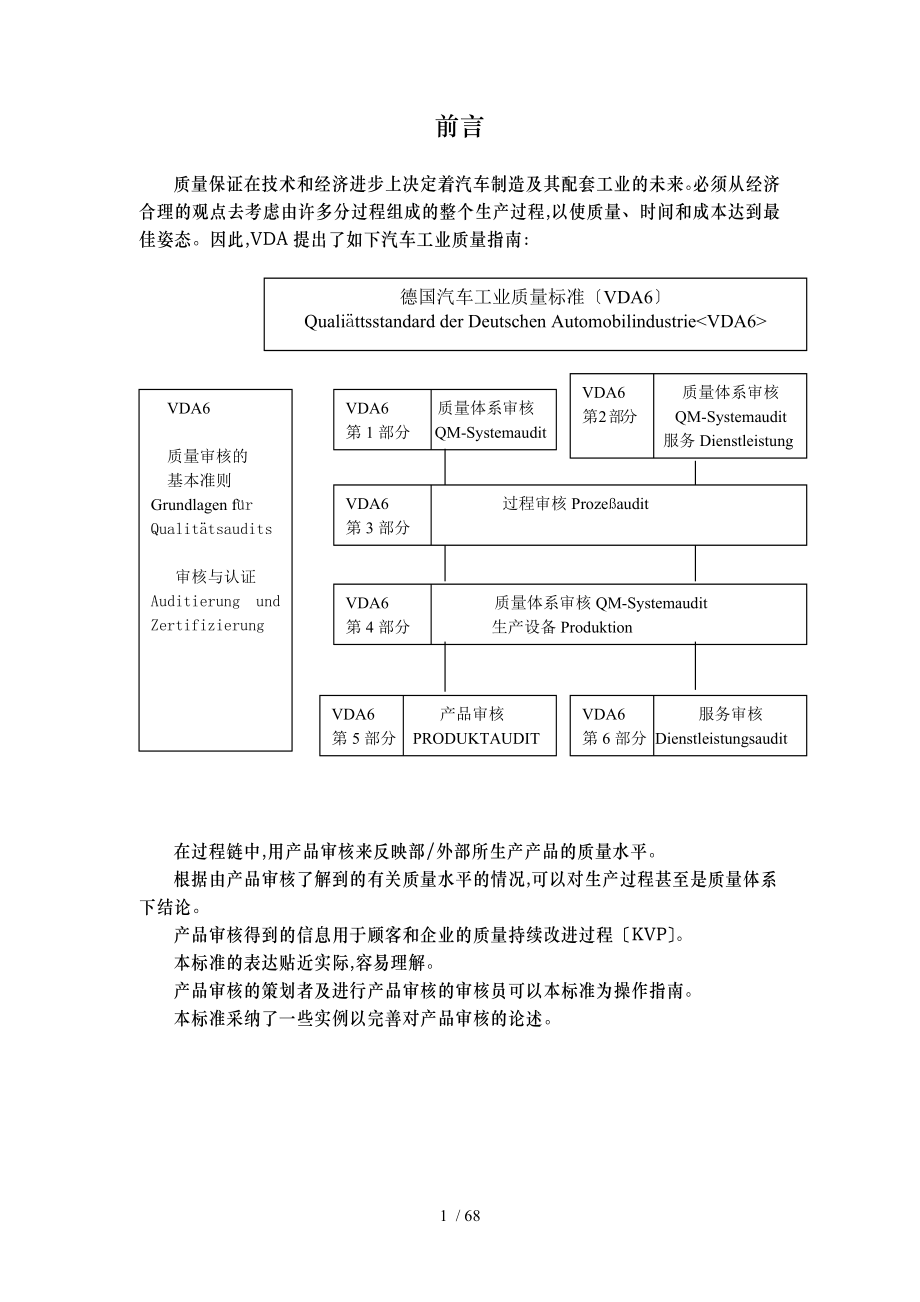
1、前言质量保证在技术和经济进步上决定着汽车制造及其配套工业的未来。必须从经济合理的观点去考虑由许多分过程组成的整个生产过程,以使质量、时间和成本达到最佳姿态。因此,VDA提出了如下汽车工业质量指南:德国汽车工业质量标准VDA6Qualittsstandard der Deutschen AutomobilindustrieVDA6 质量体系审核第2部分 QM-Systemaudit 服务DienstleistungVDA6 质量体系审核第1部分 QM-Systemaudit VDA6质量审核的基本准则Grundlagen frQualittsaudits 审核与认证Auditierung und
2、 ZertifizierungVDA6 过程审核Prozeaudit第3部分VDA6 质量体系审核QM-Systemaudit第4部分 生产设备ProduktionsmittelVDA6 服务审核第6部分 Dienstleistungsaudit VDA6 产品审核第5部分 PRODUKTAUDIT在过程链中,用产品审核来反映部/外部所生产产品的质量水平。根据由产品审核了解到的有关质量水平的情况,可以对生产过程甚至是质量体系下结论。产品审核得到的信息用于顾客和企业的质量持续改进过程KVP。本标准的表达贴近实际,容易理解。产品审核的策划者及进行产品审核的审核员可以本标准为操作指南。本标准采纳了一
3、些实例以完善对产品审核的论述。目 录前 言1 引言2 概念解释及产品审核的目的2.1.概念解释2.1.1质量审核根据ISO8402:19942.1.2产品根据ISO8402:19942.1.3产品审核2.2目的3 汽车制造厂及其供方的产品审核3.1 产品审核与其他审核方式及检验的区别3.2 产品审核流程4 产品审核的筹备策划4.1前提和职责4.2审核大纲4.3参考资料4.4检验方法和检测器具4.5审核员的资格5 产品审核提问表5.1概述5.2针对产品实体检验的提问5.2.1研究所有资料5.2.2随机抽样6产品审核的实施6.1实施职责6.2处理6.3报告纪要7数据分析及缺陷原因调查8产品审核结果
4、的评定9产品审核报告10根据产品审核结果制订纠正措施10.1概述10.1.1针对主要缺陷的措施10.1.2针对次要缺陷的措施10.2纠正措施的监控11 实例11.1实例:换挡轴 Mller+公司11.2 实例:原材料薄钢板 Thyssen钢铁股份公司11.3实例:激光和挤压缝焊接钢板 Thyssen钢铁股份公司11.3.1 抽样11.3.2 检验围11.3.3 工作流程11.3.4 产品审核报告11.3.5 缺陷处理方法11.3.6 发货审核11.3.7 责任11.4 实例:轴瓦 Khnle,Kopp&kausch股份公司11.4.1 说明:SQFE生产和采购的系统化质量评定11.4.2 SQ
5、FE方法的特征值11.4.3轴瓦实例中的方法步骤11.5 实例:气门 德国TRW股份,发动机部件11.6实例:轮胎 Continental股份公司11.6.1检验围,检验频次11.6.2技术规,检验方法11.6.3实施11.6.3.1审核员11.6.3.2目检11.6.3.3用检测设备检验11.6.4 记录存档11.6.5评定11.6.6表格11.6.6.1目检11.6.6.2均衡试验11.7实例:整车 福特股份公司11.7.1 符合性检验11.7.2 整车11.8实例:整车 大众股份公司11.9实例:产品审核程序文件 奔驰公司,汉堡工厂11.9.1目的11.9.2适用围11.9.3概念和定义
6、11.9.3.1产品审核11.9.4 职责 11.9.4.1产品审核11.9.5描述11.9.5.1产品审核的实施11.9.5.2产品审核计划11.9.6 补充说明11.9.7相关文件11.9.8产品审核流程计划12 附录:与VDA6.1的对照13 参考文献13.1标准13.1.1 DIN EN ISO 840213.1.2 DIN EN ISO 9000,第1部分08/9413.1.3 DIN EN ISO 9000,第2部分03/9213.1.4 DIN EN ISO 9001,13.1.5 DIN EN ISO 9002, 13.1.6 DIN EN ISO 9004,第1部分08/94
7、13.1.7 DIN ISO 10011 第1部分06/9213.1.8 DIN ISO 10011 第2部分06/9213.1.9 DIN ISO 10011 第3部分06/9213.2 文献13.2.1Masing,Walter13.2.2 DGQ丛书 11-04199513.2.3 DGQ丛书 12-63199113.2.4 DGQ丛书 12-63199313.2.5 DGQ丛书 13-41199513.2.6 DGQ丛书 14-1813.3 以上标准/文献联系机构1 引言产品审核通过对少量产品和/或零件进行检验来对质量保证的有效性进行评定,用产品质量来确认质量能力。此时对产品是否与规定
8、的技术要求或与顾客/供方的特殊协议相一致进行检验。在评定存在技术要求的偏差时,视目标的设定,焦点在于技术上的重要性对后续过程的意义或顾客反应的程度。产品审核是对新产品的特性进行检验,而不是对经过长时间使用后的产品进行检验。产品审核不能替代生产过程中的检验。产品审核定期进行。此时,由于特殊的原因也可另外进行审核。须由具备相应素质的人员在实施审核前进行产品审核的规划和筹备工作。每次审核的结果、改进措施以及负责人必须记录存档。可以在各个经营过程中进行产品审核,如:产品开发 产品制造 产品销售在本书中产品审核主要是制造过程。通过产品审核来反映质量趋势及重点缺陷。有时可以发现体系缺陷,以便采取进一点的审
9、核,如:过程审核和体系审核。产品审核是VDA6.1质量管理体系的一个组成部分。企业最高管理者必须认同产品审核的任务和目标。产品审核时,企业可使用下列判别依据:- 检验开发结果与预定要否相符例如:样件,零批量-验证生产的均衡性-识别缺陷、变化及趋势-发现潜在的风险-反映顾客的感受-在处理顾客的期望与要求上提供决策帮助-尽早对售后问题采取反应-验证所采取措施的可信度-法律规定。实施产品审核的重要前提在于,是否具有相应的允许系统地、独立地进行审核的组织机构。通过制订审核计划来确定在生产过程的什么阶段进行产品审核。在制订审核计划时,要考虑经济性、产品的复杂程度以及产量问题。2. 概念解释及产品审核的目
10、的2.1 概念解释2.1.1 质量审核根据ISO8402:1994 确定质量活动和有关结果是否符合计划的安排,以及这些安排是否有效地实施并适合于达到预定目标的、有系统的、独立的检查。注:质量审核一般用于但不限于对质量体系或其要素、过程、产品或服务的审核。上述这些审核通常称为质量体系审核、过程质量审核、产品质量审核和服务质量审核。质量审核的一个目的是评价是否需要采取改进或纠正措施。审核不能和旨在解决过程控制或产品验收的质量监督或检验相混淆。质量审核可以是为部的或外部的目的而进行。2.1.2 产品根据ISO8402:1994活动和过程的结果注:产品可以是服务、硬件、流程材料、软件或它们的组合。产品
11、可以是有形的如组件或流程性材料,也可以是无形的如知识或概念或是它们的组合。产品可以是预期的如提供顾客的产品或非预期的如污染或不愿有的后果。2.1.3 产品审核产品审核是对检验细则的策划、实施、评定和记录存档,即:检验特性-定量和定性的特性。检验对象-有形产品。检验时间-在一个生产工序结束后,交给下一个顾客部/外部前。检验根据-额定要求。检验人员-独立的审核员。注1:有形产品是活动和过程的结果,例如:原材料、各种半成品包括部件、装配结果、总成及提供给顾客的最终产品。产品审核是检查新状态产品的特性,而不是检查使用过较长时间的产品。注2:顾客可以是部的也可以是外部的。下一过程或下一生产设备也可以被认
12、为是顾客。注3:产品审核一般由产品的制造者企业进行。产品审核按照DIN ISO 10011第1部分实施。审核员须熟悉产品及其生产过程,须有使用信息载体的权限。另外,视目标的设定,审核员还有权读取描述顾客对缺陷反应的信息。产品审核时所进行的检验是按照确定的检验流程计划进行的。注4:根据VDA6.1提问15.1,在产品审核的检验流程计划中须确定:抽样的方式和围及件数、检验特性的种类及数量、检验方法和检测器具、检验结果的评定与部/外部的标准或技术规和图纸要求相比较。注5:产品审核评定的结果应被看作为对所有质量控制措施的评审。若发现与技术规有偏差,则须采取纠正措施。若发现重要的特性特别是与安全性相关的
13、特性与额定值和/或极限样品有偏差,则必须采取直接的行动,例如:封存或对生产部门所有的产品进行分选 ,必要时须封存或分选开发部的产品。注6:从产品开发阶段样件、各生产阶段一直到发货都可以进行产品审核。各生产阶段的审核以及必要时从顾客的观点出发所进行的发货产品审核在方法上都是一致的。2.2 目的 产品审核的任务是按照检验流程来检验通常是待发运的产品是否与技术文件、图纸、规、标准、法规以及其他额定质量特性的要求相符。虽然只是对少量的产品进行检验,但检验项目全面,而且从顾客的观点出发来进行。通过产品审核首先是要发现系统缺陷、重点缺陷以及较长期质量趋势。排除系统缺陷和随机缺陷的措施要区分开。在严重情况下
14、要在生产过程中采取紧急措施。每次审核反映的是一个短时段的状况。一段时间所有审核的总体应反映出生产质量的潜力。每次审核的检验围取决于该产品的复杂程度及产量。对于企业来说,产品审核的目的在于发现缺陷、了解是否符合图纸要求和顾客的要求。可靠性试验也可以属于产品审核的畴。在产品审核时了解顾客对产品的期望是必要的。应从外部评价顾客的期望并将其纳入产品审核中。例如:应评估顾客对噪音的感受,确定噪音对顾客的妨碍程度如何。供方或制造商通过产品审核既可以对产品的质量状况有一个全面的了解,也可以使顾客接受自己的产品。3 汽车制造厂及其供方的产品审核3.1 产品审核与其他审核方式及检验的区别产品审核与其他审核方式及
15、产品检验只有部分的共性。表1列举了部分审核方式及产品检验与产品审核的区别。产品审核体系审核过程审核100检验批量生产中的检验验收检验SPC首批样品厂检验证书频次按计划,一般是经常性的按计划,一般一年一次按计划及根据需要持续持续根据顾客的要求自选或根据顾客的要求持续检验特性根据顾客的要求和期望选择的特性,重要的过程特性和产品特性。质量管理体系各要素选择评定过程所需的特性定量和定性特性,能力不足的特性选择产品的特性,根据顾客的期望根据顾客的要求选择及根据顾客的要求过程控制所需的特性能力指数抽样反映的短时过程能力,可以得出关于生产过程状况的结论过程参数的短时能力如:Cpk1.33的定性特性项目及定量
16、特性项目产品特性项目的短期和长期能力根据顾客的要求自动调查短期和长期能力检验方法选择专门用于产品的方法检查文件资料是否符合要求及落实 情况如何选择专门用于过程的方法选择专门用于产品的方法选择专门用于产品的标准方法与顾客商定选择专用于过程和产品的方法审核员/检验员的素质熟悉产品及生产过程,了解顾客要求和期望DIN ISO10011第2部分+EOQ的证书,VDA6.1证书熟悉生产过程具有关于所检验特性的知识具有关于所检验特性的知识,了解顾客的期望具有关于所检验特性的知识,了解要求及重要的标准具有有关控制卡的知识经验必要的资料图纸,技术规,作业指导书,检验指导书,编码系统质量手册,程序文件,作业指导
17、书过程流程, 过程的调整数据,检验指导书定性特性项目的缺陷目录,检验指导书定性特性项目的缺陷目录,技术规,图纸,检验指导书技术规,图纸,检验指导书,标准质量控制卡,检验指导书记录存档检验结果,审核报告与提问目录对应的结果,审核报告,缺陷分析及纠正措施检查记录,审核报告,缺陷分析及纠正措施检验结果统计,缺陷分析及纠正措施检验记录及检验结果统计,缺陷分析及纠正措施首批样品检验报告厂检验证书控制卡及评定表1:产品审核与其他审核方式及检验的区别3.2 产品审核流程产品审核的流程如下图所示:产品审核流程图策划和筹备计划内审核审核时间负责部门企业的特殊要求顾客的技术要求图纸记录审核计划检验指导书图纸市场和
18、顾客的信息FMEA检验指导书-检验特性-检测器具-频次内部的抱怨策划和筹备计划外审核外部的抱怨实施通知负责部抽取产品检验产品审核报告评定长期评定根据VDA6.1要素18采取的纠正措施产品审核就绪 否审核报告中的不符合项措施计划是 否审核报告 通报负责部门策划下次审核时利用本次审核结果长期评定 计划外审核是根据特殊的原因进行的。因此,在进行长期评定时不对其加以考虑。否则,长期评定的结果将会不准确,这是因为特殊检验是非随机抽样。4 产品审核的筹备和策划4.1 前提和职责须认真策划产品审核,为此须具备下列前提条件:A) 把产品审核的实施纳入质量手册B) 制订审核大纲C) 转化为相应的供审核员使用的作
19、业指导书由质量手册中规定的企业职能部门对产品审核进行策划。须保证审核部门与被审核部门之间的相互独立性。42 审核大纲须为产品制订审核大纲,大纲中须包含以下容:-审核目的-参考资料-被审核产品-编码系统/检查表-审核的时间/频次-审核员-报告撰写人及收件人-纠正措施的跟踪与责任。在制订审核计划时须注明:-被检验的特性-定量特性-功能特性-材料特性-寿命特性-定性特性,以及所要使用的检验方法及手段。选择产品和检验特性须根据下列判据进行,例如:-生产批次大小-顾客的要求-产品的集成-生产线.4.3 参考资料进行产品审核要用到所有包含技术文件.利用这些资料来评定是否满足产品的质量要求.这些资料可以是,
20、例如:-带有更改状态的图纸-技术规-FMEA-工艺文件,过程描述-检验规-缺陷目录-极限标样-评定方法规定-评定尺度/质量尺度-材料表-认可的生产偏差-标准-法规-有时包括缺陷分级及评定-供货协义.4.4 检验方法和检测器具 在选择检验方法和检验器具时须考虑到下列各项基本原则及提示: -检验、测量和试验设备的不可靠性-在有多种检验方法时须选择未在批量生产中使用的方法,以便发现由于检测器具错误或不可靠所造成的缺陷-在定性检验时有必要使用极限标样并对审核员进行不断的培训-为了保持评定尺度的正常和持续性,须经常校准尺度以及交换审核员并记录存档.4.5 审核员的资格产品审核是否能成功在很大程度上取决于
21、审核人员的专业资格和其他资格,例如: -了解产品审核的意义和目的-有关产品和质量的知识-掌握检测技术-会使用缺陷目录-产品的评定-撰写报告-身体素质-良好的理解力-良好的直觉-值得信赖的人格-实际生产经验-熟悉生产流程及各种相关文件-了解顾客的期望并有权读取关于顾客期望的信息.5 产品审核提问表5.1 概述为能保证产品审核的成功须先进行认真的策划。因此,不论是计划审核还是由于特殊原因进行的审核,都要根据具体情况的制定带有额定值/实际值比较表的提问表。提问表中的大多数提问不能只以是或否回答,而须给出更详细的答复。5.2 针对产品实体检验的提问提问的依据主要是产品或零件的几何尺寸和功能质量特性的检
22、验以及有限围的材料特性检验。5.2.1 研究所有资料通过提问来澄清下列问题,例如: -是否对图纸的正确性进行了审查? -是否存在其他的技术规及标准? -对带什么更改代码的什么零件进行检验? -该零件是否有一批量生产零件号? -零件是从何处抽取的? -是哪个生产部门生产的? -何时生产的?5.2.2 随机抽样按确定的指导书进行抽样并确定其是否符合质量要求,据此澄清下列问题,例如: -发现了哪些缺陷?-这此缺陷有何后果?-如何对每个缺陷进行评定?6 产品审核的实施6.1 实施职责须保证由一个独立的部门来进行产品审核。可在下列单位进行产品-生产厂-顾客处。首先,产品的生产厂有责任进行产品审核,在例外
23、的情况下也可由产品的顾客或在特殊情况下由中立的单位或外部的试验室进行产品审核。根据需要,供方和顾客部,外部应协商如何利用审核的结果来改进产品的质量。6.2 处理对于审核的实施,实践证明下列规则是有效的: -审核时在短时间通知各有关部门所要进行的产品抽样 -在审核时由于当时的具体原因可能要把抽样所涉及的批次隔离,一直到审核结束 -为审核所抽取的样品若还要重新使用则必须认真进行标识管理,防止与其他相似的产品混淆。要把样品恢复到抽样时的原始状态,即要注意防锈、使用规定的包装等等 -若发现安全特性则须在发现缺陷后立即采取应急措施,以保证防止使用有缺陷的产品。6.3 报告纪要 由审核员用审核报告的形式来
24、记录审核的结果:见自第29页起的各公司实例。7 数据分析及缺陷原因调查产品审核的主要目的是了解产品或零件的质量水平,长期对其进行跟踪监控和根据结果推论将来的情况。可利用质量特征值QWZ达到以上目的。在实际中,质量特征值的走势一般分为三种情况进行评定: -稳定 质量特征值曲线在两个界限之间波动过程受控 -不规则 质量特征值曲线微微超过上限和/或下限 -波动太大 质量特征曲线的走势说明不受控。通过对缺陷进行分析可以找出缺陷在5M方面人,机器,材料,方法,环境的原因。作为产品审核报告的附件,重点缺陷的分析评定如今具有越来越重要的意义,它以及所附的图表清楚地反映产品质量。8 产品审核结果的评定产品审核
25、结果的评定因人和产品的不同而异,并且与产品的使用有关。但重要的是,为实现可比性要保持评定方法较长时间不变。考虑评定的系统性,将其按下列特性进行区分: -定量可测量的特性 -功能特性 -材料特性 -寿命特性 -定性特性应从统计的观点出发对结果进行分析评定。在评定定量特性时可以用平均值结合离散值来反映质量状况。附加上图表能更明确地反映出相互关系。若有可能,例如在调查重点缺陷时,可以使用排列图方法。按照提问表进行分析评定,可以通过得到的下列结果反映产品的质量水平: -产品的特性符合或不符合技术要求 -缺陷的方式与地点-缺陷的严重程度例如:关键、严重或轻微-可发现性例如:发现的概率高或低在汇总各种定量
26、和定性特性的评定时可确定并使用级别加权系数。通常根据各特性的评定结果求出质量特性值,相对照地列出来并用于对产品的评定。9 产品审核报告产品审核报告包括: -审核时所检验的以及认为不合格的零件或最终产品的数量 -若有规定,发现的所有缺陷须进行分级 -根据需要把已评价并分级的产品审核结果压缩为一个或多个质量特征值,以便进行比较评定并持续地反映趋势 -停产的原因,包括对不满足规定的质量要求的说明。审核报告须突出强调需采取纠正措施的特性。无论如何须将结果纳入产品质量长期评定中。审核员撰写审核报告并与负有责任的生产部门商定排除缺陷的措施。审核报告要分发给参加审核的各责任部门以及负有责任的产品管理人员。审
27、核报告须按规定存档见VDA 1 和 VDA 6.1。10 根据产品审核结果制订纠正措施10.1 概述须根据审核报告采取纠正措施,运用VDA6.1要素18提问18.01至18.04所描述的方法。制订的各项措施有着不同的意义,这取决于缺陷的严重程度、频次以及类型。只有了解缺陷原因才有可能制订有效的纠正措施。若有规定,产品审核时的纠正措施须分为如下两种;10.1.1针对主要缺陷的措施若发现主要缺陷,则要立即分析原因并消除缺陷,立即封存所有涉及的成品、半成品或产品。若对有缺陷的零件进行返修,则必须再对其进行一次检验。10.1.2 针对次要缺陷的措施根据缺陷的影响须对所涉及的在制品以及待发运的产品进行特
28、殊放行/外部。10.2 纠正措施的监控须用书面的形式确定纠正措施并说明完成期限,例如:到何时所确定的纠正措施须落实。审核员不负责实施纠正措施。为了对措施的落实情况进行监控,有时需要进行一次计划外产品审核。此外,若无法确定缺陷的原因,也可能有必要进行计划外的过程和/或体系审核。11 实例下面列举了一些产品审核的实例,作为对前面理论部分的补充.所选择的产品从零件到总成还有整车.实施和评定的方法各有不同,给使用者提供了一定的选择空间.由于汽车工业的产品不同,产品审核的目标有异,故无法采用统一的系统.但是,可以根据所提供的例制订适合自身目的和需要的方案.实例号公 司产 品11.1Mller+Co.换挡
29、轴11.2Thyseen Krupp原材料11.3Thyseen Krupp钢板的激光焊和挤压缝焊11.4KKK轴瓦11.5TRW气门11.6Continental轮胎11.7Ford整车11.8VW整车11.9Daimler-Benz程序文件表2: 产品审核实例汇总11.1实例:换档轴Mller + 公司说明检验规程013-1对结构相同的所有换档轴均通用,它包含对所要进行的各项检验工作以及检验顺序识别号的描述。按抽样计划从发运仓库中抽取样件。检验计划/结果记录表27/1095图11-1-2:检验计划由质量保证部门按零件不同来制订,它还可用于记录检验结果。对发现的缺陷按其严重程度进行分级,用字
30、母A、B和C来标识A、B和C级缺陷。三个缺陷等级有不同缺陷等级系数,用缺陷等级系数来计算缺陷点数:A- 缺陷 = 10 关键缺陷B- 缺陷 = 5 主要缺陷C- 缺陷 = 1 次要缺陷缺陷点数的总和FP=缺陷数缺陷等级系数检验报告主要包括: -抽样日期 -抽样地点 -样品生产日期获知样品的生产日期对于确定缺陷的围以及制订排除措施最为重要。缺陷数和缺陷点数FP的计算是总体评价时所必需的。在检验报告中每个检验顺序组规定的方格填入所发现的A-、B-和C-缺陷的数量,然后计算缺陷数和缺陷点数。质量特征值的计算QKZ=100-缺陷点数/样品点数在此例中,4个样品共7个缺陷,缺陷点数为:51QKZ=100
31、-=100-12.75QKZ=87.25注:由于对用于比较的质量特征值的观点分歧很大,所以使用者须决定是否把质量特征值也放在检验报告中。质量特征值也可以用与例中不同的其他公式来计算。相关描述见下列各图:图: 11-1-1: 检验规程11-1-2: 检验计划11-1-3+4: 检验报告正面/背面Mller + 公司质量保证部产品审核检验规程013-1检验顺序检验工作描述100抽取样品随机进行抽样,从最新生产日期的待发运批次中抽取200包装检验- 与零件的技术规相符- 按技术规进行标识- 防止产品损伤- 具有给顾客的检验证书300目检- 准备:给抽取的样品进行统一编号- 检验:外观、表面状态及标识
32、是否与图纸要求相符400尺寸检验- 从顾客和生产厂家图纸中选择的尺寸500生产检验,检具检验,试装600物理性能检验- 强度、硬度等- 耐热性、耐冷性- 扭矩和其他力矩是否符合要求有供方提供的检验证书而且合格700化学成分检验- 材料检验- 是否有配套厂家提供的检验证书而且合格800可靠性检验- 按技术规进行寿命试验- 磨损检验- 如需要则要检查是否有检验证书900填入审核检验报告并确定结果- 计算缺陷点数:发现的缺陷数系数- 计算质量特征值部门姓 名日 期更改日期更改人WQ4Meier94.10.1994.11.21Schulze图 11-1-1:检验规程Mller + 公司质量保证部产品审
33、核检验计划结果记录表27/1095零件名称:换档轴 生产厂零件号:123.156/2 版本日期:1995.10.1顾客Schulze公司 顾客零件号:189.101/11 版本日期:1995.09.27操作:总成装配简图检验顺序检测特性额定值检测器具n=12345678910FPQKZ205标 识目检4210包装符合技术规目检4305换档轴与换档杆铆接合格目检410310销子压入合格,无毛刺目检454052角度9030量角器4410角度1530量角器4415轴12.894.12千分表46420尺寸2640.25卡尺4425尺寸61-0.25卡尺4505换档杆及缺孔的位置位置检具430510平行
34、度,孔距检具4605扭距至少00NM扭矩扳手4610渗碳淬火硬度硬度检测4705化学分析检验证书目检4805耐磨强度按技术规A40563设备4审核员日期缺陷等级 缺陷点数FPQKZOtt95.10.135187.3图 11-1-2:检验计划Mller+ 公司质量保证部产品审核检验计划结果记录表27/1095零件名称:换档轴 生产厂零件号:123.156/2 版本日期:1995.10.1顾客Schulze公司 顾客零件号:189.101/11 版本日期:1995.09.27抽样日期:1995.10.12抽样地点:发运仓库生产日期:1995.05.03检验顺序检验项目nA 级缺陷数量B 级缺陷数量
35、C 级缺陷数量总缺陷数量缺陷点数200包装4-300目检411-215400尺寸检验4-1126500检具检验41-330600物理性能4-700化学性能4-800可靠性检验-900 结果751=FPZ87.3=QKZ决定: 放行 封存总结:由于在下列检验顺序中存在缺陷,故进行封存:209: 铆接不合格。换档杆与换挡轴的联结不牢固419: 用检具检验发现孔距超标。需是进一步采取措施: 是 否 是 否封存所有库存 由 Q12 在 立即 前实施采取排除措施 由 P11 在 立即 前实施开始更换图纸/工艺卡 由 P11 在 立即 前实施反馈意见见背面 从 到审核检验员:Ott 日期:95.10.13
36、分发人: a12, P1, P11, P124图 11-1-3:检验报告/正面背面 检验报告: 27/1095反馈意见从: P11 到: P1和Q12同意所作的评定是否纠 正措 施缺陷已排除更改单Nr.511通知Nr.012/1095偏差批准Nr.2/2/Q1自生产日期95.10.14日起从:P124从:P11从:a1,检验顺序号: 315库 存检 验仓库库存在制库存发运处库存检验200件,缺陷率: 0.5%检验 50件,缺陷率: 2%检验 75件,缺陷率: 0更改图纸更改生产工艺卡更改在 之前在 之前顾客的抱怨报告担保期的抱怨到顾客处采取行动从:在:缺陷原因、纠正措施或拒绝原因:CF1: 对
37、印刷电路板和铆接机进行了纠正对钻床重新进行了校正,更换了新的钻套对人员进行了培训对仓库和在制的库存进行了分选和返修日期: 95.10.19: Thiebe 代码: P11图 11-1-4: 检验报告/背面11.2 实例:原材料Thyssen钢铁股份公司说明产品审核是通过企业部进行复检的形式进行的 。检验量为每个部门每月20个钢卷。产品类型可总结如下: 冷轧薄钢板 热镀锌薄钢板 电镀钢板 电镀锌薄钢板 热镀铝薄钢板 复合涂层钢板 其他 。样件的选择按照负有责任的质量部门的规定进行。原则上应对包装好待发运的钢卷进行复检。在提问表里确定所要检验的特性。根据特性的技术规来确定所要进行的检验。每个被检验
38、的特性都有一个序号,例如: 011标签,301涂油太少图11-2-1。评定分为5档,分别反映缺陷的严重程度。若缺陷点数为5或5以上,则必须说明该缺陷产生的原因以及采取什么纠正措施图 11-2-2。由审核员每月撰写一次报告,总结每个部门当月的结果并对措施计划辊以补充。图 11-2-3 和11-2-4 描述了审核的结果。产品审核流程原材料薄钢板技术规范企业复检策划检查项目表检验特性特性检测器具频次质量部门的规定抽 样作 业指导书评 定缺陷点数5撰写报告否是紧急措施排除措施图 11-2-1:产品审核复检工作流程68 / 68产品审核复核单项评定KW/KW第 页 共 页检验日期:/产品:_订单号:_顾
39、客:_识别号:_DIN 质量等级: 订货宽度: 订货厚度: 包号:额 定 值宽度公差+/-_ 表面形式/等级_ 包重至少为_ 修边_厚度公差+/-_ 平面度_ 包重最大为_ 焊接_等级 _ 表面防护_ 包装方式_顾客标准_ 盖章_ 径_ 标签数 : 外: 表面形式_ 标识_ 最小外径_ 标签方式_使用目的_ 最大外径_其他说明_ 评定级别说明评定N55至少有1个缺陷点数为55的缺陷完全失效,在顾客处无法进一步加工n15至少有1个缺陷点数为15的缺陷完全失效,须在发货前进行返修n5至少有1个缺陷点数为5的缺陷只有增加花费顾客才能使用n3至少有1个缺陷点数为3的缺陷顾客使用没有问题,外观缺陷n0没
40、有缺陷,缺陷点数为0复检结果与认可及顾客要求相符序 号检验特性检验方法缺陷点数n5515530备 注011标签目检051包装目检101打卷状况目检102钢卷棱边目检103外卷目检104卷目检152钢卷径卷尺153钢卷质量磅秤201修边状况目检251标识/盖章目检301表面防护目检351钢板宽度自动352钢板厚度自动401表面形式/涂层目检402表面形式/等级目检404平 面 度目检451焊缝目检501正面目检缺陷点数n5的缺陷的排除措施:_复检 /签字 日期 维修/签字 日期 图 11-2-2:产品审核-复检:单项评定 产品审核-复检月评 单项描述KW2月份:1999年9月各种产品的检验数量
41、计划 实际- 冷轧薄钢板 5 4- 热 镀锌薄钢板 5 7- 电镀钢板 5 4- 电镀锌薄钢板 5 5标签011包装051打卷101钢卷棱边102外 圈卷头103圈卷头104钢卷径152钢卷重量153表面 涂层状况201标 识/盖章251表面防护301钢板宽度351钢板厚度352表面方式/等级401平面度402焊接404正面501各种产品的检验数量计划实际- 冷轧薄钢板 5 4- 热 镀锌薄钢板 5 7- 电镀钢板 5 4- 电镀锌薄钢板 5 5序号识别号包号顾客尺寸等级产品宽度厚度备注*184405-01H234535AUTO12700.706ZF00000000000003000401:
42、颜色不一致22R643-01E236492AUTO16100.756ZE00000000000000000385307-12G220290AUTO15300.908Z0000000000000000042R591-01E213971AUTO12200.806ZE00000000005000000301: 涂油太少508137-01F210690AUTO16250.776Z00000000000000000608111-11F210672AUTO11700.906Z00000000300000000201: 修边毛刺太大784421-01H234591AUTO12000.756ZF0000000
43、000000000082R766-01E234594AUTO15800.756ZE000015000000000000103: 卷头150m有绑带压痕92R388-01E236608AUTO16250.756ZE0000000000000000010163873EC239294AUTO16000.846KB0000000000000000011163875EC269300AUTO16000.846KB00030000000000000102: 钢卷棱边损坏1214770-11G220565AUTO15401.207Z0000000000000000013163800XC269236AUTO18
44、050.808KB00000000000000000011: 标签脏1408110-11F210669AUTO11700.906Z00000000300003000402: 个别地方掉皮1584537-01H234714AUTO12000.756ZF0000000000000000016158887EC215741AUTO14330.806KB00000000000000300404: 有轻微波浪1708494-01F210906AUTO16250.776Z00000000000000000401: 表面有划痕1884505-01H234729AUTO16000.716ZF00300000000000000101: 部10圈,10mm头1985974-01G221059AUTO15000.608Z00000000000000000202S787-012S787-01AUTO14600.806ZE00000000000000000日期/签字 _图 11.2.3:产品审核 -复检: 月评 审核员/企业检察员 经理/质量部经理企业复检 月评 1996年9月 KW2序号缺陷点数识别号顾 客尺 寸产 品使用目的等级总成初始结构缺陷方式原因紧急措施排除措施负责人8152R766-01AUTO15800.75ZE侧面部分
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
