 小手锤的制作钳工工艺设计1
小手锤的制作钳工工艺设计1

《小手锤的制作钳工工艺设计1》由会员分享,可在线阅读,更多相关《小手锤的制作钳工工艺设计1(11页珍藏版)》请在装配图网上搜索。
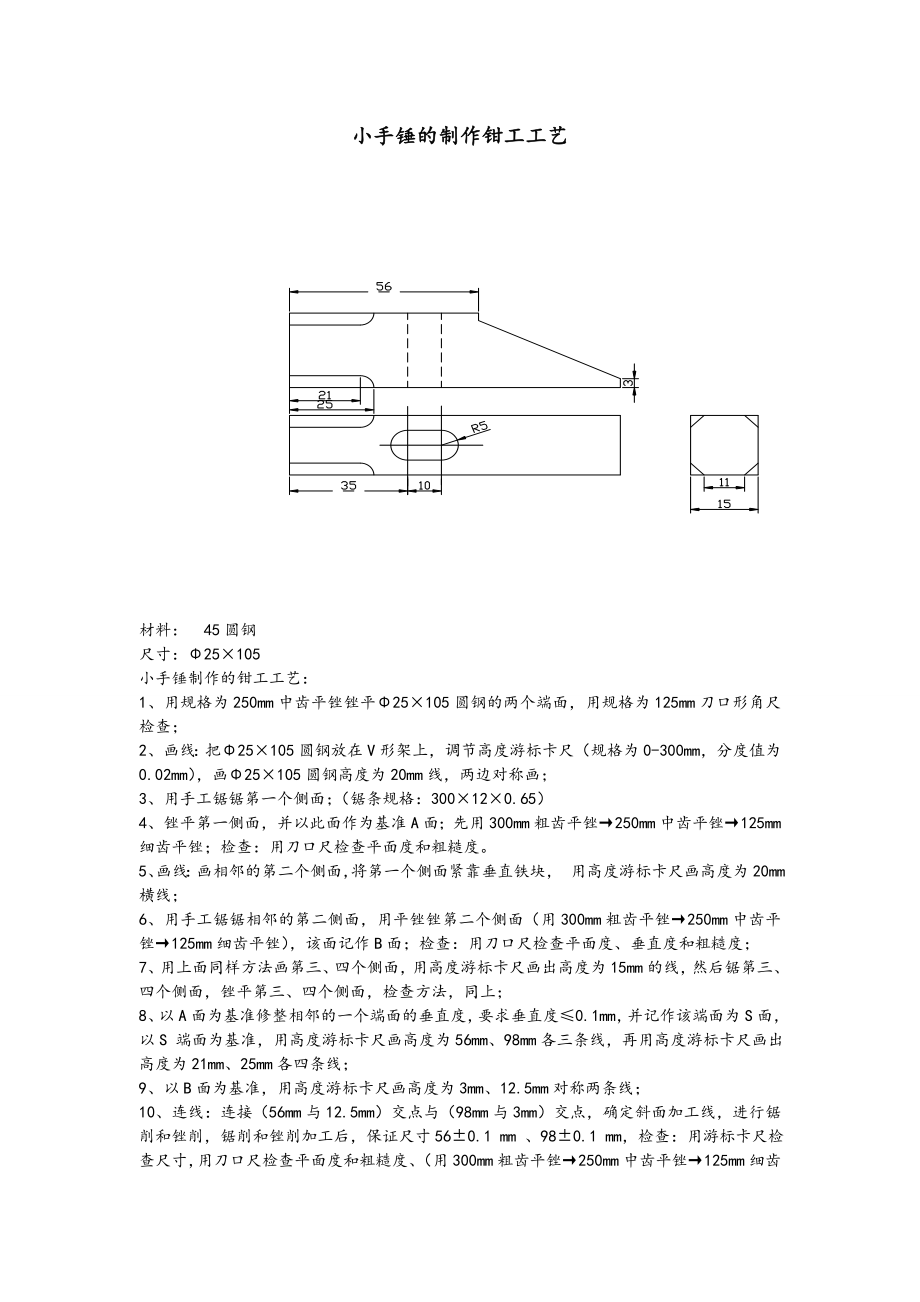
1、小手锤的制作钳工工艺材料: 45圆钢尺寸:25105小手锤制作的钳工工艺:1、用规格为250mm中齿平锉锉平25105圆钢的两个端面,用规格为125mm刀口形角尺检查;2、画线:把25105圆钢放在V形架上,调节高度游标卡尺(规格为0-300mm,分度值为0.02mm),画25105圆钢高度为20mm线,两边对称画;3、用手工锯锯第一个侧面;(锯条规格:300120.65)4、锉平第一侧面,并以此面作为基准A面;先用300mm粗齿平锉250mm中齿平锉125mm细齿平锉;检查:用刀口尺检查平面度和粗糙度。5、画线:画相邻的第二个侧面,将第一个侧面紧靠垂直铁块, 用高度游标卡尺画高度为20mm横
2、线;6、用手工锯锯相邻的第二侧面,用平锉锉第二个侧面(用300mm粗齿平锉250mm中齿平锉125mm细齿平锉),该面记作B面;检查:用刀口尺检查平面度、垂直度和粗糙度;7、用上面同样方法画第三、四个侧面,用高度游标卡尺画出高度为15mm的线,然后锯第三、四个侧面,锉平第三、四个侧面,检查方法,同上;8、以A面为基准修整相邻的一个端面的垂直度,要求垂直度0.1mm,并记作该端面为S面,以S 端面为基准,用高度游标卡尺画高度为56mm、98mm各三条线,再用高度游标卡尺画出高度为21mm、25mm各四条线;9、以B面为基准,用高度游标卡尺画高度为3mm、12.5mm对称两条线;10、连线:连接(
3、56mm与12.5mm)交点与(98mm与3mm)交点,确定斜面加工线,进行锯削和锉削,锯削和锉削加工后,保证尺寸560.1 mm 、980.1 mm,检查:用游标卡尺检查尺寸,用刀口尺检查平面度和粗糙度、(用300mm粗齿平锉250mm中齿平锉125mm细齿平锉),用刀口尺检查平面度和粗糙度;11、画倒角线:分别以四个侧面为基准,用高度游标卡尺画出高度为13 mm,对称画出八条线;12、用6圆锉在2125 mm之间,锉2 mm,再使用中齿平锉刀锉平至画线2mm处(工件夹持时应斜对角夹在台虎钳上);13、用细平锉对四个倒角表面进行修整;14、以S端面为底面用高度游标卡尺画高度35 mm和45
4、mm的线,再画7.5 mm的中心线,相交于两点,用样冲打两个冲眼,用圆规画半径为5 mm的圆弧线;15、在台钻上先用3的麻花钻预钻两个孔,然后再用8麻花钻钻两个大孔;16、用圆锉将两个孔“融为一体”,先用6圆锉,再用8 mm方锉、细齿小平锉修整内孔,用10检验棒检查内孔;17、检查各部分尺寸,检查倒角、去毛刺,处理表面,打磨光滑,完成小手锤的制作。1、准备要求(1)材料准备序号材料名称规格(mm)数量备注1Q235A85756mm1(2)设备准备序号名称规格序号名称规格1划线平台20001500mm4钳台30002000mm2方箱205205205mm5台虎钳125mm3台式钻床Z41126砂
5、轮机S3SL250单燕尾制作的钳工工艺(3)工、量、刃具准备名称规格精度(读数值、分度值)数量名称规格精度(读数值、分度值)数量游标高度尺0300mm0.02mm1划针1游标卡尺0150mm0.02mm1样冲1千分尺025mm0.01mm各1划规12550mm0.01mm钢直尺0150mm15075mm0.01mm锯弓110063mm一级锯条自定125mm平锉250 mm(1号纹)11010mmh6250 mm(3号纹)10.020.5mm150 mm(2号纹)12mm150 mm(4号纹)14mm100 mm(4号纹)18mm三角锉150 mm(3号纹)111mm方锉250 mm(4号纹)1
6、M8软钳口1副锉刀刷12、训练要求燕尾样板副训练要求:(1)公差等级:锉配IT8、IT10(2)形位公差:锉配对称度0.10mm、钻孔对称度0.25mm(3)表面粗糙度:锉配Ra3.2m、钻孔Ra6.3m (4)时间定额:240分钟(5)其他方面:配合间隙0.04mm、错位量0.06mm图形及技术要求:技 术 要 求以凸件(下)为基准,配作凹件(上),配合互换间隙0.04mm,两侧错位量0.06mm。燕尾样板副检测配分表序号检测内容检测要求配分评分标准检测结果扣分得分1锉配42mm8超差不得分236mm8超差不得分3243mm7超差不得分4604(2处)10超差不得分5200.20mm3超差不
7、得分6表面粗糙度:Ra3.2m(2处)2升高一级不得分7 0.10 A 10超差不得分8配合间隙0.04mm(5处)20超差不得分9错位量0.06mm10超差不得分10钻孔282超差不得分11120.20mm(2处)2升高一级不得分12430.12mm2超差不得分13表面粗糙度:Ra6.3m (2处)3超差不得分14 0.50 A 3超差不得分合 计90材料:Q235;尺寸:70854单燕尾制作钳工工艺1、加工基准面(宽度为70 mm的一个面),用300mm粗齿平锉250mm中齿平锉150mm细齿平锉(用刀口尺检查平面度、表面粗糙度),令其为A;2、加工相邻的第2个垂直面,用300mm粗齿平锉
8、250mm中齿平锉125mm细齿平锉,令其为B面,用刀口尺检查平面度、表面粗糙度、垂直度;3、以B面为基准,画高度为13.5、25、35、45、56.5mm的5条线;4、以A面为基准,画高度为12、24、42mm的3条线;5、打冲眼:用样冲打出尺寸1213.5、1256.5、2425、2445mm四个交点的冲眼;6、用手锯锯断4270的材料,然后对锯断面进行锉削加工,用300mm粗齿平锉250mm中齿平锉150mm细齿平锉(用刀口尺检查平面度、表面粗糙度);7、用万能角度尺画604的两个燕尾;8、用2小钻头在2425、2445mm两个位置,打两个工艺孔;9、用手工锯锯削角度为604的燕尾,然后
9、用150mm的三角锉、150mm的小平锉锉削燕尾面,检查:用万能角度尺检查604的燕尾、用0-150mm,分度值为0.02游标的卡尺检查尺寸200.2及对称度、用25-50mm千分尺检查尺寸;10、钻、铰孔:先用7.8的直柄麻花钻在1213.5、1256.5两个位置钻两个孔,再用8直柄铰刀铰孔,检查用8心棒检查;11、倒角:两处倒角345另一块凹件配作钳工工艺:1、以B面为基准,用平锉锉平相邻的第二个表面,用刀口尺检查平面度、垂直度,并记作H面;2、以H面为基准,画高度为18、36 mm两条线;3、以B面为基准面,画25、(35)、45两条线;4、先锯高度为36 mm的尺寸线,然后再用平锉锉平
10、,用300mm粗齿平锉250mm中齿平锉125mm细齿平锉,用刀口尺检查平面度、表面粗糙度、垂直度,用25-50mm千分尺检查,保证尺寸;5、用万能角度尺画线:以25与H面、45与H面相交点为起点的60角度线,与高度为18mm的线相交,得到两个交点,用样冲打出两个冲眼;6、用2小钻头在两个冲眼处打两个工艺孔;7、以H面为基准,画高度为16mm的线,用4小钻头在高度为16mm线上,在两个工艺孔之间打排孔;8、锯60余料;9、用扁凿、榔头去除余料;10、锉配:以凸件为基准,凹件与之配合,配合间隙0.04mm、错位量0.06mm;11、倒角:两次倒角345;12、检查各部分尺寸、倒角,去毛刺,以凸件
11、为基准,检查凹件与凸件的配合间隙、错位量等。(一)山形R镶配件的制作1、准备要求:(1)材料准备序号材料名称规格数量备注1451106510mm1(2)设备准备序号名称规格序号名称规格1划线平台20001500mm4钳台30002000mm2方箱205205205mm5台虎钳125mm3台式钻床Z41126砂轮机S3SL250(3)工、量、刃具准备名称规格精度(读数值)数量名称规格精度(读数值)数量游标高度尺0300mm0.02mm1平锉250mm(1号纹)1游标卡尺0150mm0.02mm1200mm(2号纹)1万能角度尺032021200mm(4号纹)1千分尺025mm0.01mm1150
12、mm(3号纹)12550mm0.01mm1100mm(4号纹)15075mm0.01mm1三角锉150mm(3号纹)1塞尺0.020.5mm1半圆锉150mm(1号纹)1塞规10mmH71150mm(3号纹)190角尺10063mm一级1锯条自定刀口尺125mm1整形锉1组检验棒10100mmh61样冲1V型架1副划针1R规514.5mm1划规1直柄麻花钻4mm1钢直尺0150mm15mm1錾子自定9.8mm1软钳口1副12mm1锉刀刷1手用圆柱铰刀10mmH71自制外角样板155、边长15mm12、训练要求山形R镶配件训练要求:(1)公差等级:锉配IT8、钻孔IT10、锯削IT14(2)形位
13、公差:锉配0.04mm、钻孔对称度0.30mm(3)表面粗糙度:锉配Ra3.2m、钻孔Ra3.2m、锯削Ra12.5m(4)时间定额:300分钟(5)其他方面:配合间隙0.05mm、错位量0.06mm图形及技术要求:技 术 要 求以凸件为基准,凹件配作,配合互换间隙0.05mm,两外侧错位量0.06mm。3、训练结果检测序号内容配分(权重)得分备注1现场表现102山形R镶配件90合计100山形R镶配件检测配分表序号检测内容检测要求配分评分标准检测结果扣分得分1锉配203mm 5超差不得分2137mm(2处)5超差不得分350mm5超差不得分41554(2处)6超差不得分5 0.044超差不得分
14、6表面粗糙度:Ra3.2m (15处)8超差不得分7错位量0.06mm6超差不得分8配合间隙0.05mm(7处)21超差不得分9钻孔2103超差不得分10280.08mm5超差不得分11 0 .30 A5超差不得分12表面粗糙度:Ra3.2m (2处)2升高一级不得分13锯削500.31mm10超差不得分14表面粗糙度:Ra12.5m5升高一级不得分合 计90山形R镶配件的制作钳工工艺1. 材料:45钢;2. 毛坯:1106510mm,数量:1块钳工工艺1.锉平110、65两边;2.以65长度边为基准,记作A,以110长度边记作B,以A为基准,画高度为12、13、28、40、50五条线;3.以
15、B为基准画20、30、40、60四条线,相交得到10两个圆心,155两交点a、b;4. 10两个圆心及交点a、b用样冲打上冲眼;5.在10上面的圆心处,用划归画出R10的半圆,并用样冲冲出冲眼;6.沿着50、60所画的线,锯断;7.锉平50、60所在面;8.用万能角度尺画155线,与13线相交于两点c/d,连接a/c、 b、d;9. 在a/c、 b、d连线外侧打3的排孔;10.在台钻上钻10两个圆孔;11.锯13 线、20、40线;12.用堑子堑排孔线;13.锉平13、20、40及排孔线;14.沿着R10的半圆,锉修半圆;15.光整各表面,检查各部位尺寸,完成山形R镶配凸件的制作。1. 锉平锯
16、下的60面,并记作C;2. 以C面为基准,画15、27、50三条线;3. 以B面为基准,画20、30、40、60四条线,相交得10圆心及155两交点e/f,并给交点打上冲眼;4. 以10圆心画R10半圆,并对半圆打上冲眼;5. 用万能角度尺画155角度,与C面相交于g/h两点,连接e/g、 f/h;6. 沿着e/g、 f/h上部直线及半圆内侧打3的排孔;7. 锯e/g、 f/h;8. 用堑子堑排孔线;9. 以凸件为基准,修配凹件,锉平锯削加工面;10. 锯断50、60两余面;11. 锉平50、 60两余面;修整各面,检查各部位尺寸,完成凹件的制作。您好,欢迎您阅读我的文章,本WORD文档可编辑修改,也可以直接打印。阅读过后,希望您提出保贵的意见或建议。阅读和学习是一种非常好的习惯,坚持下去,让我们共同进步。12.
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
