《UG加工零件生成程序》由会员分享,可在线阅读,更多相关《UG加工零件生成程序(14页珍藏版)》请在装配图网上搜索。
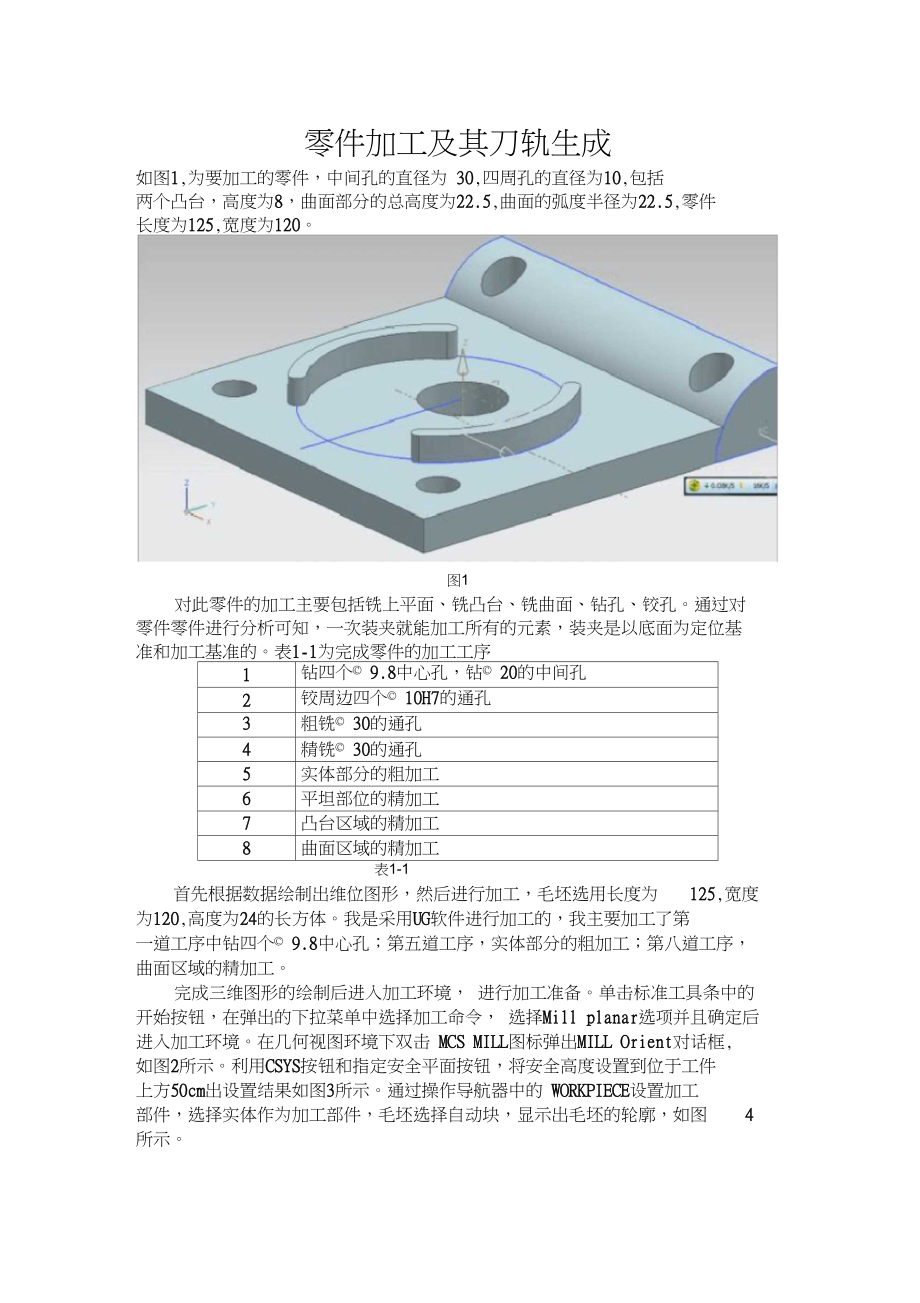
1、零件加工及其刀轨生成如图1,为要加工的零件,中间孔的直径为 30,四周孔的直径为10,包括 两个凸台,高度为8,曲面部分的总高度为22.5,曲面的弧度半径为22.5,零件 长度为125,宽度为120。图1对此零件的加工主要包括铣上平面、铣凸台、铣曲面、钻孔、铰孔。通过对 零件零件进行分析可知,一次装夹就能加工所有的元素,装夹是以底面为定位基 准和加工基准的。表1-1为完成零件的加工工序1钻四个 9.8中心孔,钻 20的中间孔2铰周边四个 10H7的通孔3粗铣 30的通孔4精铣 30的通孔5实体部分的粗加工6平坦部位的精加工7凸台区域的精加工8曲面区域的精加工表1-1首先根据数据绘制出维位图形,
2、然后进行加工,毛坯选用长度为125,宽度为120,高度为24的长方体。我是采用UG软件进行加工的,我主要加工了第 一道工序中钻四个 9.8中心孔;第五道工序,实体部分的粗加工;第八道工序, 曲面区域的精加工。完成三维图形的绘制后进入加工环境, 进行加工准备。单击标准工具条中的 开始按钮,在弹出的下拉菜单中选择加工命令, 选择Mill planar选项并且确定后 进入加工环境。在几何视图环境下双击 MCS MILL图标弹出MILL Orient对话框, 如图2所示。利用CSYS按钮和指定安全平面按钮,将安全高度设置到位于工件 上方50cm出设置结果如图3所示。通过操作导航器中的 WORKPIEC
3、E设置加工 部件,选择实体作为加工部件,毛坯选择自动块,显示出毛坯的轮廓,如图4所示。图2”* 纺 X牝JIfLUU Ln ti nv wii*0册、 L!史连Lfr-*:L4tt%M专1o + / *翌fel-u 二lauaElaGF-LLllary. HU+joZ; jAjn 0 rfcr:fKfW法B I I 耳rrt4rii-DnfT-勺訳F煤FnrTfwmlF* m FT ifF 于片叶Wi * i. q-1x* d1 巒, 卫 V3 TBl t1 n W 科皈O栉屮X r %霄口笙心丨% 巾口博亀ST黑:m 图8ifc 皆邸 恰 #*F jl A*WTI rjl0 M&ULr:ST
4、?EMH-.7:F-= ?j-3R?SjUfii - * X:、EristtttaI FFSTTfiWt N F 印(剤蔽图10y ZBJ- #* t no吃 t-g Mtir 丄K 期剖llq?曲翰 tai r nt Wlu -fR fl iwif刖声 ii H +KJUl fiJlfll 也H建主期tlHit刀机 Its-M车 AMM r HFHI*T-d IBffMfMJt2i nr fl血.7 -ffl-W!右-2i*(BT fti图iiin izjkiui a鱼書- merMi 9 r-暮磷號却卩犷单呗臼厅i国厂曹讪M口佛耳勺科丿加ivaa riTirr临油 a爭wi祥 瓦將署$耐那
5、丄UMf卫河|屮勺严!且巴严.、H- iTIPl zi nr 0*酣事哼气i t -iB_HAASW护刊樹豪VK4)XA- *图16完成周围四个孔的加工后,对实体部分进行粗加工,加工出平面、凸台以及 圆弧面。在插入工具条中选中创建操作按钮,在类型中选择选择mill countor选项,选用CAVITY MILL按钮,确定后进入形腔铣对话框,选用直径为 16的立 铣刀,切削模式设为跟随部件,步距为刀具平直,全局每刀深度为 1,如图17 所示,将进给速度设为1600,进给率为120,然后生成刀具,轨迹如图18,图 19所示。匕砒*盒屮吟 e c抵f口J、心 1 s.备 护 出 血门卩M #| 富刖
6、甘Ttl Hi? JLX u京匚皆爭|K m即 IB.即IHiq;l M-41 I*;1 Wut-1 層IItTFiEsiIM f - |m4 ip上饰JKi- m CT MW-F詁INK艸iif tiutmuwT图17e iMHfMJlbLiW bMkll.lA (*AMl 1XB. MEk Mi1E*4I& fttMJDI4*rtdTlt |TfWllT“fca】ni w raE *fS&C-irncSvfftWEs昨cm口 Bjrr bu=4 K lH 1 世 dLLUl卯V/!*AW mfct|叫皿piSb*,昭 M图18Jt 切 0)Jjllti Wfiqi 巾!-#(L FZPy
7、! *4屮Mt DC令雅J3 u1 j:wws淞Till自卑2 ff市丽?IS茴 * I M:t x %因盘島-愣卜*W?, 4 =# V 笛 勾 L口 G 为朋聊也 土味璋耳甘刀魚扎W elff 空工芳5f.n 5t3 1 EtE *I #msi nr 卡.TitJEriJIf- r J卜*VW3if1tiULUlAi HJ二-X*fa沖束锌復血譬r如匾哋如f| 0小lT7TjT图19完成了实体部分的粗加工后对曲面部分进行精加工。在插入工具条中选择创建操作按钮,在类型列表中选择 mill counter选项,选择STREAMLINE按钮,如图20,刀具选用已经创建好的球铣刀, 方法设为MIL
8、L FNISH ,将主轴转速设 为2500,进给率设为50。在固定轮廓铣对话框中,编辑切削区域中选择要加工 的圆弧曲面,选项为几何体,过滤方法为面,操作模式为编辑,驱动方法为区域 铣削,如图21所示,然后生成刀具轨迹如图22、23所示。C -SEJi-电3 1W1ETIiHxrtI芽 mu iM/.uiMk rji i.jiii- (tiMTr护 訓叩 K ni 亀;叩 t亚I tf I)Miyii 1中 iii-x io t *. H!BnO 丨鼻口迟怛I?l*-FIMyl盍K3歹H三月HWttH USD*魁一itrifrttr惑禅锁範打茫+ E E ric JEirftH ttrof-TB
9、it.*i3 UMfiS in - - vo图20翼 BI A 亠WlLinH i t5inj&IEHLNSfIM测#H *G:-驻IB ttl或,1罰邹麻 raflli =!砌.直艸1,畑:粉屮伽口也旳抵*園圜兔心,二莎薛”n吆存怖Fi0M:LWTIT丈耳血 f的】U1wnEirglELLjJ肚府i/1 E M呼 VBrff(I 的吨I轉訓砂J * 片 7 鈣 J 如 H 血序 诞皿 wan tittftft. m 魚“ 船 憶 良环鼻 哉* uh h.匚 t f S0辭3专JT? T? *ir 21 r i录二,tifjuf,X#IFf 21 UfJF ffC 冃 Kri/as1a-禺 M
10、1.B性瓦rl兰IL-J屯i.ICIIT jTWWilS 喝ET_叫 B D1ET個iwn匕m JH 冥卄*個口監第0第口釦naR:1 J hW0F LWnRONA reSi imAH 曹 ii hBff1 4*fCKTItA*-21liAWWAfl&lLk9tl45OCeDaC40 lPE3nn:-MM. 口!3&000,力-|口工:4,口7箱:】_, 口-亡*# inCJ.SQftL !-:、Q、!:图241禅Ch*住 vrI 4 N 3rM i4* 匸 3” Z 钊 呂itwff wonELmife tATitt 袒刀髯 u7 祖齐厦=吐:mfifrffliP 倉牌瓷甲 M 农 -4! q*cp 杠 2 4111 * 电 I 4Hh 掣e* 3a 誤力略霄.s)in餐iWJWB7.f|h TiJ V i HE V .鼻* fl-图25
 UG加工零件生成程序
UG加工零件生成程序