《散热器(片)制造工艺简介》由会员分享,可在线阅读,更多相关《散热器(片)制造工艺简介(5页珍藏版)》请在装配图网上搜索。
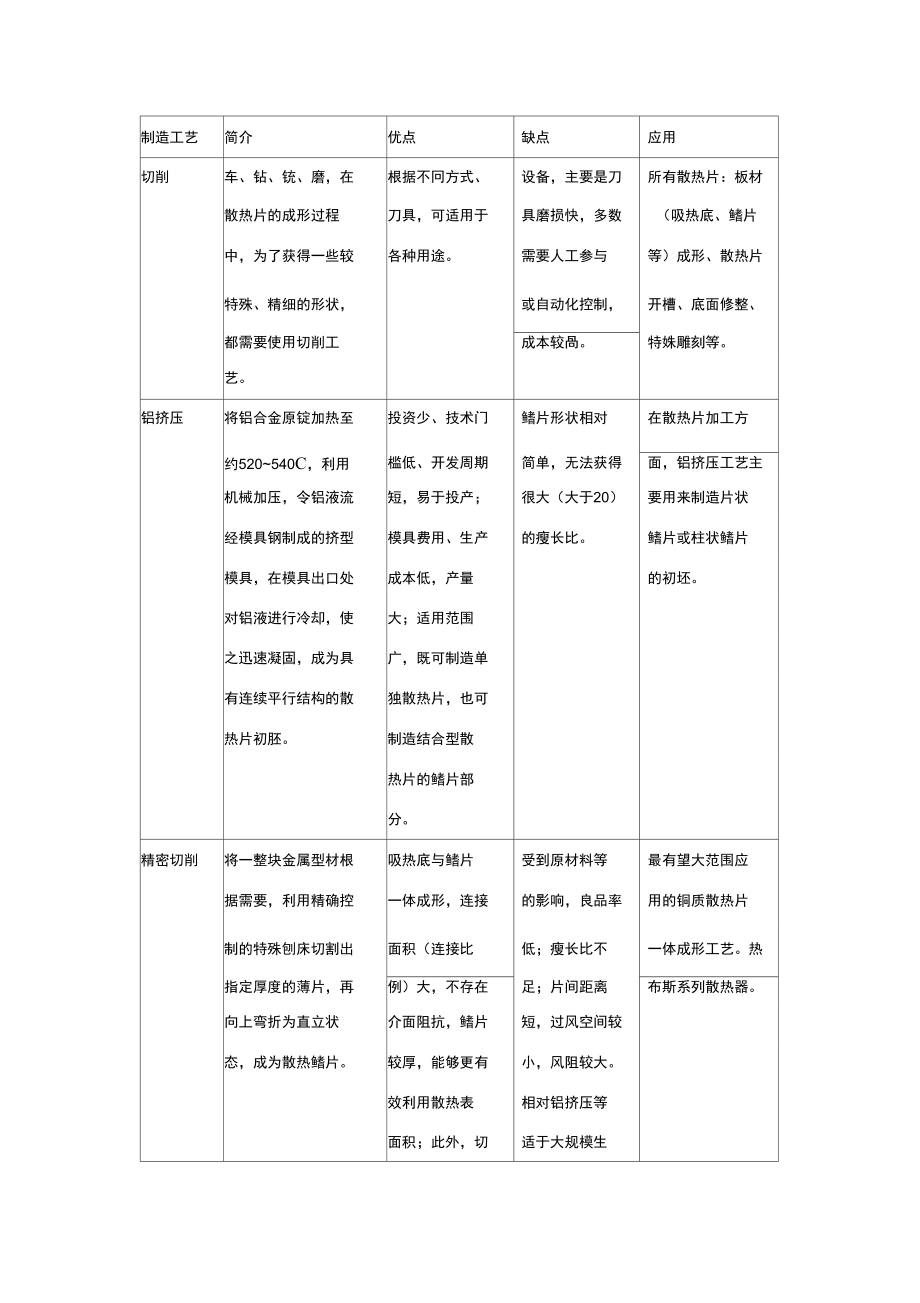
1、制造工艺简介优点缺点应用切削车、钻、铳、磨,在根据不冋方式、设备,主要是刀所有散热片:板材散热片的成形过程刀具,可适用于具磨损快,多数(吸热底、鳍片中,为了获得一些较各种用途。需要人工参与等)成形、散热片特殊、精细的形状,或自动化控制,开槽、底面修整、都需要使用切削工成本较咼。特姝雕刻等。艺。铝挤压将铝合金原锭加热至投资少、技术门鳍片形状相对在散热片加工方约520540C,利用槛低、开发周期简单,无法获得面,铝挤压工艺主机械加压,令铝液流短,易于投产;很大(大于20)要用来制造片状经模具钢制成的挤型模具费用、生产的瘦长比。鳍片或柱状鳍片模具,在模具出口处成本低,产量的初坯。对铝液进行冷却,使大
2、;适用范围之迅速凝固,成为具广,既可制造单有连续平行结构的散独散热片,也可热片初胚。制造结合型散热片的鳍片部分。精密切削将一整块金属型材根吸热底与鳍片受到原材料等最有望大范围应据需要,利用精确控一体成形,连接的影响,良品率用的铜质散热片制的特殊刨床切割出面积(连接比低;瘦长比不一体成形工艺。热指定厚度的薄片,再例)大,不存在足;片间距离布斯系列散热器。向上弯折为直立状介面阻抗,鳍片短,过风空间较态,成为散热鳍片。较厚,能够更有小,风阻较大。效利用散热表相对铝挤压等面积;此外,切适于大规模生割而成的鳍片排列密集,能在单位体积内获得更大的散热面积。产的成型工艺,精密切削的设备、人工成本高,大规模生
3、产资金投入过大。金属粉末主要米用咼熔点、咼金属粉末烧结原料、设备、模暂无实际产品。主喷射成形热传导的材料(如一体成型,热传具成本咼,工艺要应用于具有较铜)。金属粉末咼速喷导率咼;可加工复杂,良品率较高发热量又明显射,直接做成散热片具有复杂形状低,不易量产。受空间限制的特初胚,再利用高温烧的散热片,设计殊需求电子产品结,制成具有相当强者受限制较少。上,制造成本与度与密度的成品。价格均极高。铝压铸将铝合金原锭熔解成一体成形,无介材料得机械性一种广泛应用的液态后,充填入模型面阻抗;可制造能与导热性能单体铝合金制品内,利用压铸机一次细薄、密集或结不能两全;压铸加工工艺。制造出性压铸成型,再经过构复杂的
4、鳍片,时表面流纹及一些具有特殊结冷却与后续处理,制易于一些特殊氧化渣过多,会构设计的产品。普成单体散热片。设计的实现。降低热传导效遍用于受空间限果;冷却时内部制的笔记本散热微缩孔偏高,实解决方案中质热传导率降低;模具寿命较短,设备相对复杂,产量较小,成本稍高。铝压铸-先将冲压成形的鳍片介面阻抗较其模具形状复杂,与铝压铸型相同,改讲型插入模具内线切割而它接合型工艺鳍片插入不易,通常桌面散热器成的间隙中,再将铝低;鳍片可采用影响其量产性;市场中非常少见,液快速充填进去,令具有更高热传需要在模具中普遍用于笔记本压铸成形的吸热底与导率的材料,且预先开槽,无法散热解决方案中。插入的鳍片结合。预先加工的鳍
5、采用很高的鳍片可具有更大片密度。的瘦长比。冲压与剪冲压所用设备为冲可根据需要加切口并不平整,各种后续结合型切床,利用女装在冲锤工出各种特殊可能需要后续散热片中普遍采底端的模具对板材进形状,适用范围处理。用。行冲切,可用于各种较广,可大批量厚度片状金属材料的自动化生产。加工。剪切用于具有一定厚度的片状或条状金属形材之切割。折叶在成形时,鳍片的边机械锁合结构为了保证结合与冲压结合,主要缘保留有一小段特别简单,工序少;的稳固与整齐,用于制造回流焊设计的凸出部分,将可补偿鳍片与对鳍片单体冲或风道式设计所鳍片固定在定制的模吸热底后续连压模具设计要采用的平行密集具中,将凸出部分弯接产生的介面求较咼。细薄鳍
6、片。折并互相锁合,成为阻抗。排列整齐的平行鳍片。焊接一种非常传统的金属吸热底与鳍片必然存在介面纯铜散热片一大结合方式。散热片加的组合多种多阻抗;一旦结合主流的回流焊散工中最常用的焊接方样;相关生产设度不咼,严重影热片,以及目前绝式为回流焊,又称再备已经非常成响散热片性能;大多数热管散热流焊。熟,易于大规模生产。控制焊着率难度较咼,检验不易,容易出现不良品;加工成本较咼。器。插指将插尺中的鳍片形状鳍片与吸热底制造难度大,良中光CNA462U由片状改为柱状。材质可自由组合,介面阻抗小,工序较少,产品质量相对稳定;采用螺旋插指可降低加工难度。品率不是很咼,相对成本稍高。SwiftechMCX系列。热
7、缩嵌套在铝挤压成形的散热低成本、低密对鳍片、嵌入铜CoolerMaster片底部保留出一部分度、易加工、吸材尺寸、形状要V83、AVC空间,将之加热到一热导热能力好;求严格,否则严SunFlower。定温度,令其保留空间因热膨胀而扩大,趁机嵌入尺寸、形状合适的铜棒或铜板;令铝质鳍片迅速冷典型铝挤压鳍片嵌入铜板型,铜底尺寸、形状可根据不同需求进行调节,鳍重影响性能;典型铝挤压鳍片嵌入铜板型,需以导热膏填充,介面阻抗不可去卩,体积缩小后套紧片、扣具、风扇忽视;放射状铝嵌入的铜件。等的设计可沿挤压鳍片嵌入袭经典产品;放铜柱型,嵌入件射状铝挤压鳍尺寸大,对规格片嵌入铜柱型,要求更咼。有效利用铜柱导热能力,增强效果,接触面无其它介质,良品介面阻抗小。机械压合将一块尺寸略大于鳍可以在常温下铜在被挤入铝对设计要求较咼,片铝孔的铜块,依靠结合,设备简孔的过程中容且良品率低,没有机械的压力,将其塞单,成本低;结易刮伤铝孔内得到广泛应用。入铝孔内,依靠金属合面无其它介表面,严重影响的应力压合在一起。质,良品介面阻热传导能力,对抗低。铜块的形状设计与优化要求较咼;良品率不高。
 散热器(片)制造工艺简介
散热器(片)制造工艺简介