 1压铸件质量要求
1压铸件质量要求

《1压铸件质量要求》由会员分享,可在线阅读,更多相关《1压铸件质量要求(6页珍藏版)》请在装配图网上搜索。
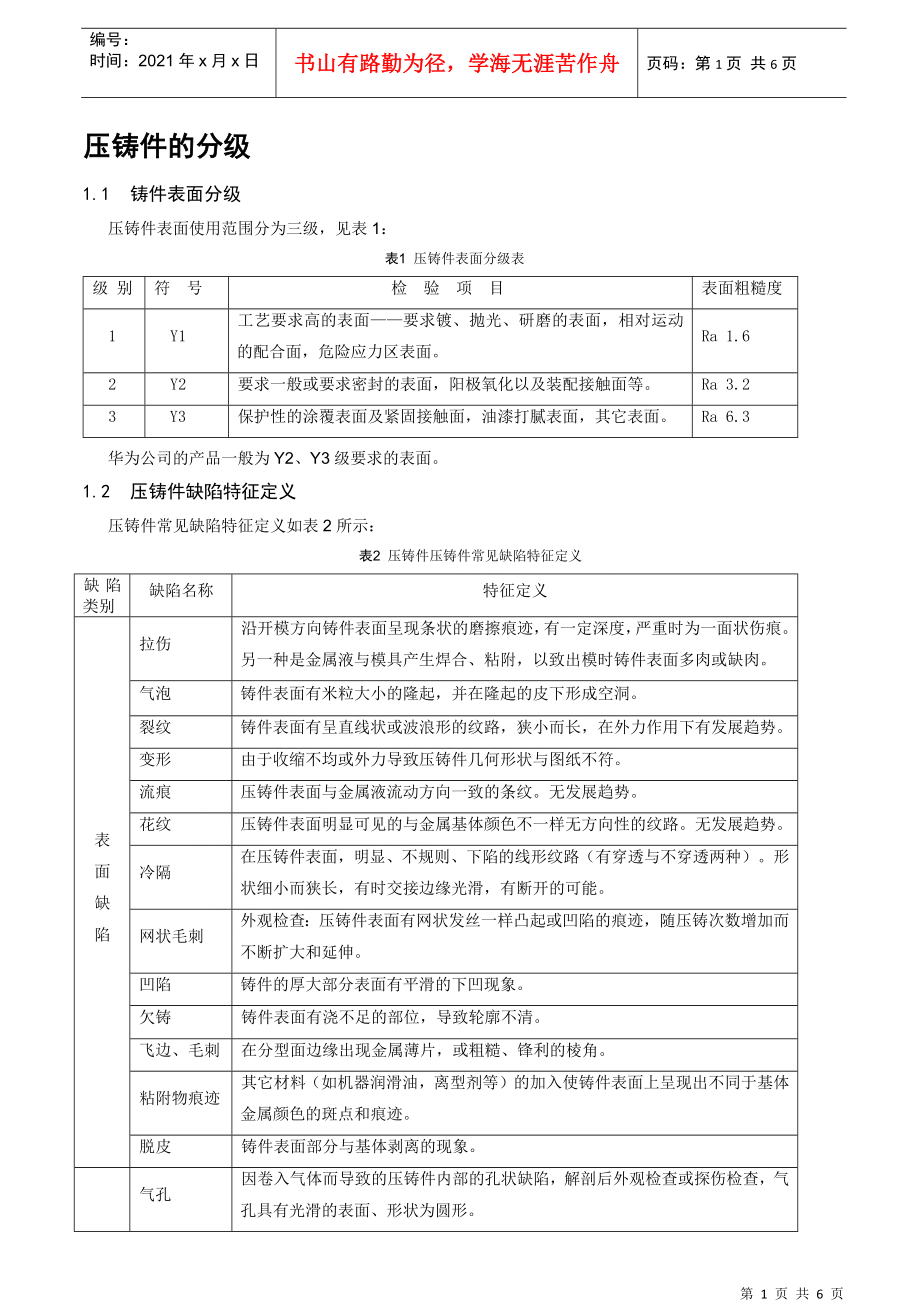
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第6页 共6页压铸件的分级1.1 铸件表面分级压铸件表面使用范围分为三级,见表1:表1 压铸件表面分级表级 别符 号检 验 项 目表面粗糙度1Y1工艺要求高的表面要求镀、抛光、研磨的表面,相对运动的配合面,危险应力区表面。Ra 1.62Y2要求一般或要求密封的表面,阳极氧化以及装配接触面等。Ra 3.23Y3保护性的涂覆表面及紧固接触面,油漆打腻表面,其它表面。Ra 6.3华为公司的产品一般为Y2、Y3级要求的表面。1.2 压铸件缺陷特征定义压铸件常见缺陷特征定义如表2所示:表2 压铸件压铸件常见缺陷特征定义缺陷类别缺陷名称特征
2、定义表面缺陷拉伤沿开模方向铸件表面呈现条状的磨擦痕迹,有一定深度,严重时为一面状伤痕。另一种是金属液与模具产生焊合、粘附,以致出模时铸件表面多肉或缺肉。气泡铸件表面有米粒大小的隆起,并在隆起的皮下形成空洞。裂纹铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势。变形由于收缩不均或外力导致压铸件几何形状与图纸不符。流痕压铸件表面与金属液流动方向一致的条纹。无发展趋势。花纹压铸件表面明显可见的与金属基体颜色不一样无方向性的纹路。无发展趋势。冷隔在压铸件表面,明显、不规则、下陷的线形纹路(有穿透与不穿透两种)。形状细小而狭长,有时交接边缘光滑,有断开的可能。网状毛刺外观检查:压铸件表
3、面有网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而不断扩大和延伸。凹陷铸件的厚大部分表面有平滑的下凹现象。欠铸铸件表面有浇不足的部位,导致轮廓不清。飞边、毛刺在分型面边缘出现金属薄片,或粗糙、锋利的棱角。粘附物痕迹其它材料(如机器润滑油,离型剂等)的加入使铸件表面上呈现出不同于基体金属颜色的斑点和痕迹。脱皮铸件表面部分与基体剥离的现象。内部缺陷气孔因卷入气体而导致的压铸件内部的孔状缺陷,解剖后外观检查或探伤检查,气孔具有光滑的表面、形状为圆形。缩孔、缩松解剖或探伤检查,孔洞形状不规则、不光滑、表面呈暗色。 大而集中为缩孔;小而分散为缩松。脆性铸件基体金属晶粒过于粗大或极小,使铸件易断裂或破碎渗
4、漏压铸件经耐压试验,产生漏气、渗水硬点机械加工过程或加工后外观检查或金相检查:铸件上有硬度高于金属基体的细小质点或块状物使刀具磨损严重,加工后常常显示出不同的亮度。1.3 表面质量1. 压铸件表面粗糙度应符合GB 6060.1-1985的规定。2. 压铸件不允许有裂纹、欠铸等任何穿透性缺陷。3. 压铸件允许有拉伤、凹陷、网状毛刺等缺陷。但其缺陷的程度和数量应符合附录C的要求。4. 铸件的浇口、飞边、溢流口、隔皮、顶杆痕迹等应清理干净、平齐,但允许留有不刮手的痕迹。5. 若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置、分型线的位置、浇口和溢流口的位置等可由生产厂自行规定。6. 压铸件需要特
5、殊加工的表面,如抛光、喷丸、镀铬、涂覆、阳极氧化、化学氧化等以图样上的标注或供需双方商定的内容、样件为准。内部质量对压铸件的气密性、液压密封性、热处理、高温涂覆、内部缺陷(气孔、疏松等)及本标准未列项目有要求时,以华为公司图样标注的技术要求为准。后处理:由于压铸件的残余应力分布不均匀会使有些零件产生变形,当华为公司有要求时,供应商必须进行相应的后处理(如:校形后时效处理等)以达到华为公司的要求。1.4 压铸件尺寸公差表3 压铸件尺寸公差数值铸件基本尺寸公差等级大于至CT4CT5CT6CT730.200.280.400.56360.240.320.480.646100.260.360.520.7
6、410160.280.380.540.7816250.300.420.580.8225400.320.460.640.9040630.360.500.701.0631000.400.560.781.11001600.440.620.881.21602500.500.701.01.42504000.560.781.11.64006300.640.901.21.8注:1、对铝合金压铸件选取范围: CT5CT7,一般情况取CT6级;2、对锌合金压铸件选取范围: CT4CT6,一般情况取CT5级。1.5 平面度公差(形状公差)压铸件的表面形状公差值(平面度和拔模斜度除外)应在有关尺寸公差值范围内:表4
7、 平面度公差(mm)被测量面的最大轮廓尺寸接收标准630.10631000.151001600.201602500.302506300.406300.601.6 位置公差表5 位置公差 平行度 、垂直度、端面跳动公差(mm)被测量部位在测量方向上的尺寸被测部位和基准部位在同一半模内被测部位和基准部位不在同一半模内二个部位 都不动的二个部位中有一个动的二个部位都动的二个部位都不动的二个部位中有一个动的二个部位都动的公 差 值250.100.150.200.150.200.3025630.150.200.300.200.300.40631000.200.300.400.300.400.601001
8、600.300.400.600.400.600.801602500.400.600.800.600.801.002504000.600.801.000.801.001.204006300.801.001.201.001.201.406301.00_1.20_表6 同轴度、对称度公差(mm)被测量部位在测量方向上的尺寸被测部位和基准部位在同一半模内被测部位和基准部位不在同一半模内二个部位 都不动的二个部位中有一个动的二个部位都动的二个部位都不动的二个部位中有一个动的二个部位都动的公 差 值3001503003503003505030500.250.400.500.400.50070501200.
9、350.550.700.550.700.851202500.550801000801001202505000801201401201401.60500800120_1.60_附录C:压铸件表面质量1.7 表面质量要求:表7 压铸件表面质量要求表注:对于1级及有特殊要求的表面,只允许有经抛光或研磨能去除的缺陷。缺陷名称缺陷范围表面等级备注Y1级Y2级Y3级流痕深度0.050.070.15面积不超过总面积比(%)51530冷隔深度不允许1/5壁厚1/4壁厚同一部位的对应面不允许同时存在。长度/最大轮廓尺寸1/101/5所在面上的缺陷数22距铸件边缘44两冷隔间距1010拉伤深度0.050.10.2
10、5除A级面以外,浇口部位允许增加一倍面积不超过总面积比(%)3510凹陷凹入深度0.10.30.5粘附物痕迹整个铸件不允许超过不允许1处2处带缺陷面积的百分比510气泡平均直径3每100cm2缺陷数不允许12允许气泡同时存在,但大气泡不可超过3个整个铸件不允许超过(个)37总数不超过10,且距铸件边缘不小于10距铸件边缘33气泡凸起高度0.20.3平均直径3-6每100cm2缺陷数不允许11整个铸件不允许超过(个)13距铸件边缘55气泡凸起高度0.30.5边角缺陷深度()铸件边长1000.30.51对有密封及配合要求的压铸件不允许有此缺陷。铸件边长1000.50.81.2各类缺陷总和面积不超过总面积比(%)530501.8 压铸件机械加工面质量判定:表8 压铸件机械加工后加工面上允许孔穴缺陷表加工面面积1级2级3级最大直径(mm)最大深度(mm)数量(个)至边缘最小距离(mm)最大直径(mm)最大深度(mm)数量(个)至边缘最小距离(mm)最大直径(mm)最大深度(mm)数量(个)至边缘最小距离(mm)250.80.5341.51.0342.01.53325600.80.5461.51.0462.01.544601501.00.5462.01.5462.51.5541503501.20.6582.51.5583.02.066第 6 页 共 6 页
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
