《华中数控车床快速入门诀窍》由会员分享,可在线阅读,更多相关《华中数控车床快速入门诀窍(9页珍藏版)》请在装配图网上搜索。
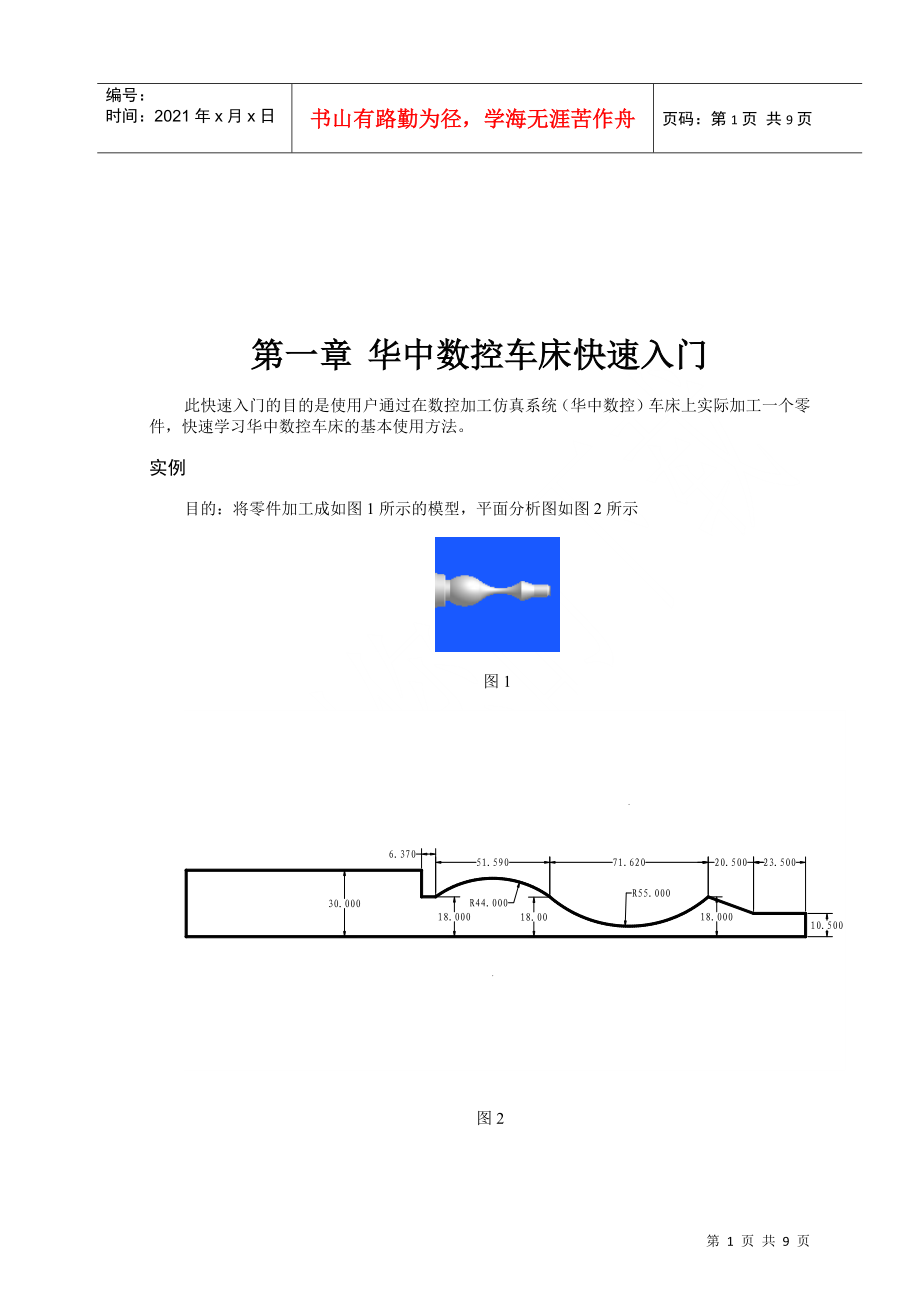
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第9页 共9页第一章 华中数控车床快速入门此快速入门的目的是使用户通过在数控加工仿真系统(华中数控)车床上实际加工一个零件,快速学习华中数控车床的基本使用方法。实例目的:将零件加工成如图1所示的模型,平面分析图如图2所示图1图2加工准备:该零件采用外圆加工方式,选取刀尖半径0.4,刀具长度60的V号刀片,H型刀柄。选择直径60mm,高280mm的圆柱形毛坯。采用G54定位坐标系。加工步骤:选择机床;机床回零;安装零件;导入数控程序;检查运行轨迹;选择刀具,对刀;设置参数;自动加工数控程序如下: O301G54G00X60.0Z5
2、.0S700M03X70.0Z2.0M98P320L6G00X60.0Z10.0M05M30O320G01G42T0102U-10.0U-15.0U6.0W-3.0W-23.5U15.0Z-45.0G02U0Z-116.62R55.0G03U0W-51.59R44.0G01W-6.37U14.0U6.0W-3.0W-12.0U10.0Z2.0U-32.0G40M99将此数控程序先在记事本中输入,文件名为hnctks.txt。下面利用软件“数控加工仿真系统(华中数控)”来介绍具体操作过程:进入系统打开“开始”菜单。在“程序/数控加工仿真系统/”中选择“数控加工仿真系统(华中数控)”点击,进入。1
3、.1选择机床如图1-1-1点击菜单“机床/选择机床”,在选择机床对话框中,控制系统选择华中数控,机床类型选择车床,按确定按钮,此时界面如图1-1-2所示。 图1-1-1 图1-1-21.2 机床回零检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开。检查操作面板上回零指示灯是否亮,若指示灯亮,则已进入回零模式;若指示灯不亮,则点击按钮,使指示灯变亮,转入回零模式。在回零模式下,点击控制面板上的按钮,此时X轴将回零, CRT上的X坐标变为“0.000”。同样,再点击,可以将Z轴回零。此时CRT界面如图1-2-1所示。图1-2-1 回零后的CRT界面1.3安装零件点击菜单“零件/定义毛坯
4、”,在定义毛坯对话框(如图1-3-1)中可改写零件尺寸为直径60mm,高280mm,名字为缺省值“毛坯1”,按确定按钮。点击菜单“零件/放置零件”,在选择零件对话框(如图1-3-2)中,选取类型为“选择毛坯”,选取名称为“毛坯1”的零件,并按确定按钮,界面上出现控制零件移动的面板,可以用其移动零件,此时点击面板上的退出按钮,关闭该面板,此时机床如图1-3-3 所示,零件已放置在机床工作台面上。 图1-3-1 图 1-3-2 图 1-3-3 移动零件面板及机床上的零件1.4 导入数控程序按软键,在下级子菜单中按软键,在弹出的菜单中选择“磁盘程序”,在弹出的对话框中选择hnctks.txt。如图1
5、-4-1所示图1-4-11.5 检查运行轨迹点击控制面板上的按钮,切换到自动状态,完成数控程序导入后,软键变亮,按下此软键,转入程序校验状态,点击按钮,即可观察数控程序的运行轨迹,此时可通过“视图”菜单中的动态旋转、动态放缩、动态平移等方式对运行轨迹进行全方位的动态观察, 运行轨迹如图1-5-1所示。图1-5-11.6 选择刀具 对刀选择刀具点击菜单“机床/选择刀具”在“选择车刀”对话框中根据加工方式选择所需的刀片(V型刀片)和刀柄(H型刀柄),输入刀尖半径0.4mm,刀具长度60mm,确定后退出。如图1-6-1所示。装好刀具后,机床如图1-6-2所示。 图1-6-1 图1-6-2对刀运行轨迹
6、正确,表明输入的程序基本正确,此数控程序要求以零件右端面中心点为工件坐标系原点,下面将说明如何通过对刀来建立工件坐标系与机床坐标系的关系。点击操作面板上的按钮,切换到手动状态,点击,按钮,使刀具大致移动到可切削零件的位置,点击操作面板上或按控制零件的转动,点击按钮,使所选刀具试切工件外圆,记下此时X的坐标-176.167,如图1-6-3所示;再点击将刀具退至如图1-6-4的位置,点击试切工件端面,记下此时Z的坐标-18.433,如图1-6-5所示;点击菜单“工艺分析/测量”,在如图1-6-6所示的对话框中点击刀具试切外圆时所切线段,选中的线段由红色变为黄色。记下下面对话框中对应的X的值45.1
7、94;X的坐标值减去“测量”中读取的X的值为-176.167 -45.194= -221.361,记为X1;Z的坐标值-18.433,记为Z1;(X1,Z1)即(-221.361,-18.433)为工件坐标系原点在机床坐标系中的坐标值。 图1-6-3 图1-6-4 图1-6-5 图1-6-61.7 设置参数确定工件与机床坐标系的关系有两种方法,一种是通过G54-G59设定,另一种是通过G92设定。此处采用的是G54方法:将对刀得到的工件原点在机床坐标系中的坐标数据(X1,Z1),确定为机床开始自动加工时的位置。刀具补偿参数默认为0。输入G54工件坐标原点 按软键,再按软键,进入自动坐标系设置界
8、面,如图1-7-1所示图1-7-1点击MDI键盘,输入G54的值:“X-221.361Z-18.433”,按键,确认所选坐标系的原定位置。即完成了数据输入。此时CRT界面如图1-7-2所示图1-7-2输入刀尖半径补偿参数 按软键进入刀尖半径补偿参数设定页面,如图1-7-3所示。用方位键将光标移到半径栏中,按键后,可通过控制面板上的MDI键盘将选择车刀时设定的刀尖半径0.4输入到半径栏。刀尖半径可在选择车刀的界面的左下方读出。图1-7-31.8 自动加工完成导入数控程序,对刀,设置刀具补偿参数后,可进行自动加工。先将机床回零(参见1.2 机床回零)。在控制面板上点击按钮,转入到自动加工状态,点击按钮即开始自动加工。加工完毕就会出现如图1-8-1图1-8-1第 9 页 共 9 页
 华中数控车床快速入门诀窍
华中数控车床快速入门诀窍