 汽车零部件制造技术复习资料XXXX112
汽车零部件制造技术复习资料XXXX112

《汽车零部件制造技术复习资料XXXX112》由会员分享,可在线阅读,更多相关《汽车零部件制造技术复习资料XXXX112(7页珍藏版)》请在装配图网上搜索。
1、1. 现代汽车车身制造主要包括冲压、焊接、涂装、总装四大技术。汽车零配件指可以用来装配成汽车所需要的单个制件。只要是汽车上的配件都称零配件,包括汽车音响、车门、保险杠、发动机等。2. 铸造(1) 特种铸造:指出砂型铸造以外的铸造方式。常见的特种铸造有金属型铸造、熔模铸造、压力铸 造、低压铸造、离心铸造等。汽车用铸件的主要特点(2 )汽车零件铸造特点:零件壁薄、形状复杂、尺寸精度高、质量轻,可靠性好、生产批量大等特 点。铸件一般占汽车自重的20%左右,仅次于钢材用量。铸造材料多,有铸铁、铸钢、铸铝、铸铜等,其中铸铁中采用了灰铸铁、球墨铸铁、可锻铸铁及合金铸铁等。(3) 汽车行业中,一些铸造零件采
2、用的铸造方法(主要采用特种铸造的方法) 金属型铸造:铝合金缸盖、进气管、活塞等形状不太复杂的中、小铸件的大批量生产; 压力铸造:铝压铸件有缸体、缸盖等件;低压铸造:生产铝、镁、铜合金和少量钢制薄壁壳体类铸件,如发动机的缸体、缸套,高速内燃机的 活塞、带轮、变速箱壳体等。(4) 压铸:将液态或半液态金属在高压(几至几十兆帕)作用下高速(0.550m/s)充填金属型型腔,并在压力下成型和凝固而获得铸件的方法。压铸的主要技术特点:铸件的尺寸精度高,表面粗糙度值小,铸件可不经机械加工直接使用;铸件表层金属晶粒较细,组织 致密,强度和表面硬度都较高;生产效率高,易于机械化和自动化;设备投资大,生产准备时
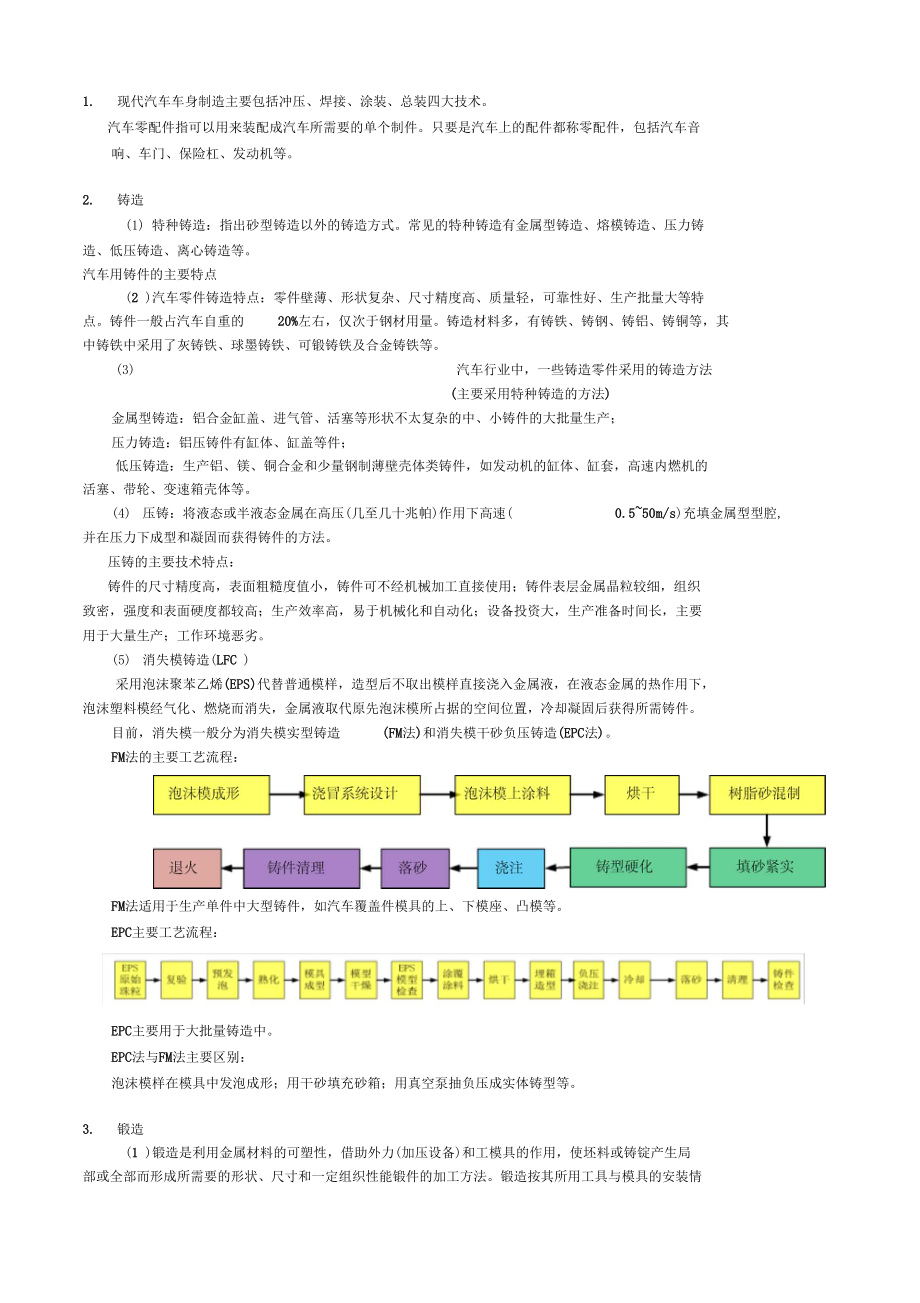
3、间长,主要 用于大量生产;工作环境恶劣。(5) 消失模铸造(LFC )采用泡沫聚苯乙烯(EPS)代替普通模样,造型后不取出模样直接浇入金属液,在液态金属的热作用下, 泡沫塑料模经气化、燃烧而消失,金属液取代原先泡沫模所占据的空间位置,冷却凝固后获得所需铸件。目前,消失模一般分为消失模实型铸造(FM法)和消失模干砂负压铸造(EPC法)。FM法的主要工艺流程:FM法适用于生产单件中大型铸件,如汽车覆盖件模具的上、下模座、凸模等。EPC主要工艺流程:EPC主要用于大批量铸造中。EPC法与FM法主要区别:泡沫模样在模具中发泡成形;用干砂填充砂箱;用真空泵抽负压成实体铸型等。3. 锻造(1 )锻造是利用
4、金属材料的可塑性,借助外力(加压设备)和工模具的作用,使坯料或铸锭产生局 部或全部而形成所需要的形状、尺寸和一定组织性能锻件的加工方法。锻造按其所用工具与模具的安装情 况不同分为自由锻、胎模锻、模锻。(2) 模锻:在压力或冲击力作用下,金属坯料在锻模模膛内变形,从而获得锻件的工艺方法。(3)般连杆锻造的基本流程连杆的锻造一般要经过:下料 (即原始坯料)拔长滚压 弯曲 预锻 终锻 去毛边等工序。 (4 )汽车中采用锻造毛坯的主要零件有:连杆、连杆盖、上(下)悬臂架、转向节、后车轴、驱动轴、十字轴、差速器主动小齿轮等。4. 冲压是一种先进的金属压力加工方法,是建立在金属塑性变形基础上,在常温下利用
5、模具和冲压设备对板 料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件。冲压工序按加工性质的不同,可以分为两大类型:分离工序、成形工序。(1)汽车覆盖件汽车覆盖件(覆盖件)是构成汽车车身或驾驶室、覆盖发动机和底盘的薄金属板料制成的异形体表面和 内部零件。?典型轿车由四门(前后左右)、两盖(发动机盖、行李箱盖 卜翼子板(左右)、侧围(左右)、顶盖所组成。?汽车覆盖件按功能和部位分为内覆盖件、外覆盖件和骨架类覆盖件。?覆盖件质量要求:尺寸精度高;形状精度高;表面质量要求高;刚性好;良好的工艺性。?汽车覆盖件主要结构特点,总体尺寸大、相对厚度小、形状复杂、轮廓内部带有局部形
6、状。?覆盖件成形的主要特点:覆盖件一次拉深;拉胀复合成形;局部成形;变形路径变化。(2)汽车覆盖件拉深?拉深方向选择原则保证能将拉深件的全部空间形状在一次拉深出来;尽量使拉深深度最小,以减小材料流动和变形分布的不均匀性;保证凸模与毛坯具有良好的初始接触状态,减少毛坯与凸模的相对滑动?压料面:凹模上表面与压边圈下表面起压料作用的那一部分表面。压料面设计原则压料面形状尽量简单,以水平压料面为最好;压料面应使成形深度小且各部分深度接近一致;压料面 应使毛坯在拉深成形和修边工序中都有可靠的定位,并考虑送料和取件方便;当覆盖件底部有反成形时, 压料面必须高于反成形形状的最高点;不在某一方向产生很大的侧向
7、力。?工艺补充部分:为有利于拉延,需将覆盖件的窗口填平,开口部分连接成封闭形状,凸缘部分需平 顺使之成为有利成形的压料面,无凸缘的需要增补压料面,这些增添的部分为工艺补充部分。工艺补充设计原则:内孔封闭补充原则;简化拉深件结构形状原则;保证良好的塑性变形条件;外工 艺补充部分尽量小;有利于后工序定位可靠、垂直修边。?拉延筋主要作用:增大进料阻力;调节进料阻力的分布;在较大范围内调节进料阻力的大小;降低对压料面 的要求;拉延筋产生相当大的阻力,降低对压边力的要求,降低对模具刚度、冲压设备吨位等的要求;拉 延筋对其外侧已起皱的板料有一定程度的矫平。常用拉延筋:圆形单筋、圆形重筋、矩形筋、拉延槛、三
8、角筋等。拉延筋几何参数设计:确保冲压成形所需的拉延筋阻力(设计时,拉深筋高度取得大一些,拉深筋或 筋槽半径取小一些。模具调试时,修正这些参数对改变筋阻力是最有效);保证冲压成形质量和表面质量;提高拉延筋的使用寿命(圆角不能太小,否则磨损大,拉延阻力不易控制);有利于拉延筋的加工和修整(设计时留出模具调试时的修磨量,主要是增加高度)。拉延筋布置:拉延件有圆角和直线部分,在直线部分敷设拉延筋,使进料速度达到平衡。拉延件有直线部分,在深度浅的直线部分敷设拉延筋,深度深的直线部分不设拉延筋。浅拉延件,圆角和直线部分均敷设拉延筋,但圆角部分只敷设1条筋,直线部分敷设 13条筋。多条拉延筋时,使外圈拉延筋
9、“松”些,内圈拉延筋“紧”些(通过改变拉延筋高度)。拉延件轮廓呈凸凹曲线形状,在凸曲线部分设较宽拉延筋,凹曲线部分不设拉延筋。拉延筋或拉延槛尽量靠近凹模圆角,以增加材料利用率和减少模具外廓尺寸,但需考虑不要影响修边 模强度。汽车覆盖件拉深常用的冲压设备为双动压力机。(采用原因:双动压力机压边力大于单动;双动压力机压边力稳定;双动压力机压边力分布可调;双动压力机行程大。)目前,流行的汽车覆盖件成形分析的主要软件有Dynaform、AutoForm、PamStamp等。(4)覆盖件冲压:覆盖件成形需要多道工序,至少有三道基本工序:落料、拉深、修边。其他还有翻边和冲孔工序。?主要工序的作用如下:落料
10、为拉深工序准备板料;拉深 关键工序,覆盖件的绝大部分形状由拉深工序形成;冲孔 加工覆盖件上的工艺孔和装配孔,位于拉深工序后;修边 切除拉深件的工艺补充部分;翻边位于修边之后;整形提高成形精度。?拉深凸模:一般选用铸铁,采用 FLC方式铸造,且为中空式壳体结构(拉深凸模工作表面与覆盖件 内表面相同)。?汽车覆盖件模具一般采用导板、导块、背靠块等实现上下模的导向。?拉深件修边模:外部工艺补充部分的修边:圭寸闭修边适用于翻边曲率较小,翻边高度较小情况;非圭寸闭曲线修边适用于翻边曲率较大,翻边高度较大情况(外部修边方式有垂直修边、水平修边、倾斜修边);内部修边封闭且与外缘修边在同一工序通过垂直修边实现
11、。5. 注射的基本原理注塑机借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(粘流态)的塑料以高压快速注射入闭合好的模 腔内,经固化定型后取得制品的工艺过程。(1) 注射机按塑化方式分为螺杆式和柱塞式,目前应用最广泛是卧式螺杆式注塑机。(2) 注射一般要经过塑炼、充模、压实、冷却、开模等工艺过程。(3) 汽车零件中应用注射工艺的有:仪表板、车灯、座椅、方向盘、内饰件等。6焊接(1) 车身焊接的主要特点必须遵循一定的装焊顺序采用必要的模夹具及样板焊接工艺中广泛采用电阻焊(2) 电阻焊将准备连接的工件置于两电极之间加压,并对焊接处通以电流,利用工件电阻产生的热量加热,形成 局部熔化,断电后,在压力继
12、续作用下,形成牢固接头,此工艺过程为电阻焊。?电阻焊特点:利用电流通过焊接区的电阻产生热量进行加热;在压力作用下通电加热、冷却,形成接头;在焊缝区 不加任何填充材料。?点焊:工件间靠尺寸不大的焊点形成牢固接头。o?点焊焊点形成过程:分为四个阶段,如下图所示。预压阶段:焊件在焊接过程中紧密接触。若预压力不足,会导致接触电阻过大,瞬时热量过大,可能 导致烧穿焊件或电极工作表面损坏。焊接阶段:焊核逐渐形成并长大,是整个循环中最关键的程序。电极接触表面间的金属柱电流密度大,金属柱被激烈加热,圆柱体以外金属因电流密度小,加热缓慢。铜电极由于水冷,散失热量快,因此电极与焊件接触面附近温度上升缓慢。焊点核心
13、区域形成类似四方形的熔核;同时,熔核周围的金属被加热到塑性状态,在电极压力作用下,彼此焊接在一起。锻压阶段:切断焊接电流后,维持一定的锻压时间,因电极压力作用,熔核在凝固收缩时,产生挤压 作用,形成致密的核心,不至于产生缩孔和裂纹。休止阶段:升起电极,移动焊件,准备下一个点的焊接。?点焊工艺参数焊接电流与时间%未熔化焊接阶段:曲线 AB段,焊接区未达到焊接温度,处于塑性状态下焊接,未形成熔化核心,属于未熔化焊接。焊点强度低且不稳定。开始形成熔核阶段:曲线 B点,金属开始熔化产生熔点,随通电时间延长,熔化核心不断增大,强度 不断提高正常熔核阶段:C点附近达到热平衡,熔核增长不大,焊点强度比较稳定
14、。若通电时间继续延长超过C点,熔核焊透过大,造成压痕过深、过热、过烧等缺陷,并引起强烈飞溅焊点表面压坑加深,强度下降。C点前一小段则属于合格的焊点范围且有稳定的焊接质量。电极压力c 、焊接区电阻电极直径(3)激光焊接激光焊接的优势:焊接速度很快,最快可以达到20m/min ;能量集中,热影响区小,焊接变形很小;焊接连接处于晶体结构间相互连接,能提高车身的抗疲劳性、抗冲击性以及抗腐蚀性能,且使车身的密封 性有极大的提高;非接触式焊接,无电极、工具等的磨损消耗。激光焊接不足:激光焊接光斑小,对焊接结构的精度要求较高,提高了焊接夹具的设计要求,增加 了投资;激光焊接设备初期投资较大,需有产量对应;激
15、光焊接缺陷,其质量检测和返修较其他焊接方法 困难。(4) 二氧化碳气体保护焊利用连续送进的焊丝与工件间燃烧的电弧作热源,由焊枪喷嘴喷出的气体 CO2保护电弧来进行焊接。?CO2气体保护焊具有焊接成本低、生产率高、焊接变形小、搞锈能力强、操作性能好优点。?C02气体保护焊主要不足:金属飞溅较多,焊缝表面成形差;很难用交流电焊接,焊接设备多;不能焊接易氧化的金属材料;不 能在有风的地方施焊,否则易出现气孔。?汽车车架一般采用半自动 CO 2保护焊。7.车身涂装(1) 车身涂装的主要功能:美观、防锈、特殊功能。(2) 车身涂装的三要素:涂装材料、涂装工艺及设备、涂装管理。(3) 涂装主要工艺流程上挂
16、 静电除尘 底漆涂装I流平室I底漆涂装II流平室II面漆涂装 流平室III烤炉(4) 涂装前预处理目的:去除被涂件所带的异物(如氧化皮、锈斑、油脂等),并提供适合于涂装要求的良好基底(如磷化、氧化、钝化),以保证涂层具有良好的防腐性能和装饰性能。国内、外汽车厂大部分采用喷一浸一喷相结合的预处理方式。(5) 涂漆的方法有刷漆法、浸漆法、空气喷涂法、高压无空气喷涂法、静电喷涂法、电泳涂漆法、淋漆法等。(6) 干式喷漆室用于小批量工件的喷漆;喷淋式喷漆室用于小型工件的喷漆;水幕喷漆室用于中等工件的喷漆;水旋式喷漆室用于装饰性要求较高的大型工件的喷漆。&曲轴加工从加工的角度,曲轴主要由曲轴前端、曲拐、曲轴后端所组成。(1)曲轴粗基准选择 为了保证两端中心孔能钻在两端面的几何中心上,粗基准选择靠近两端的轴颈;轴向定位基准一般选 择中间主轴颈两边的曲柄。(2)曲轴精基准选择 曲轴与一般的轴类零件相同,最重要的精基准是中心孔。 曲轴轴向的精基准一般选取止推面。曲轴径向定位一般选取平衡块的定位平台或法兰上的定位孔。(3) 曲轴加工时,第一个机械加工工序是对两端面的铣削,后进行中心孔的加工,这是遵循加工阶段划分的 “先面后孔”的原则;总是先加工主轴颈、连杆颈,再加工止推面、法兰面、油孔等,这是遵循加工阶段 划分的“先主后次”的原则。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
