 钢结构加工工艺卡
钢结构加工工艺卡

《钢结构加工工艺卡》由会员分享,可在线阅读,更多相关《钢结构加工工艺卡(11页珍藏版)》请在装配图网上搜索。
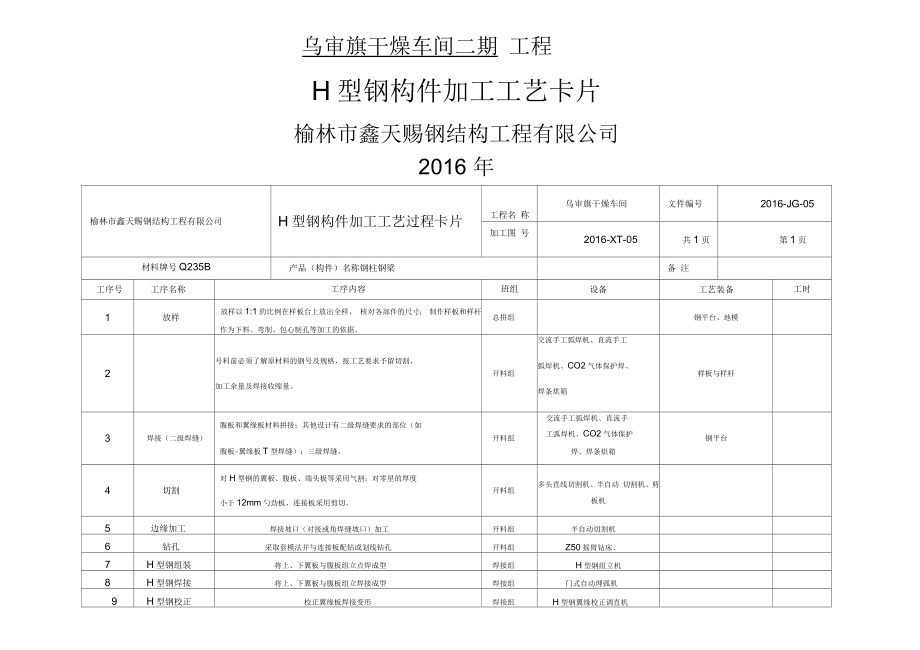
1、乌审旗干燥车间二期 工程H型钢构件加工工艺卡片榆林市鑫天赐钢结构工程有限公司2016 年榆林市鑫天赐钢结构工程有限公司H型钢构件加工工艺过程卡片工程名 称乌审旗干燥车间文件编号2016-JG-05加工图 号2016-XT-05共1页第1页材料牌号Q235B产品(构件)名称钢柱钢梁备 注工序号工序名称工序内容班组设备工艺装备工时1放样放样以1:1的比例在样板台上放出全样, 核对各部件的尺寸; 制作样板和样杆作为下料、弯制、包心制孔等加工的依据。总拼组钢平台、地模2号料前必须了解原材料的钢号及规格,按工艺要求予留切割、加工余量及焊接收缩量。开料组交流手工弧焊机、直流手工弧焊机、CO2气体保护焊、焊
2、条烘箱样板与样杆3焊接(二级焊缝)腹板和翼缘板材料拼接;其他设计有二级焊缝要求的部位(如腹板-翼缘板T型焊缝);三级焊缝。开料组交流手工弧焊机、直流手工弧焊机、CO2气体保护焊、焊条烘箱钢平台4切割对H型钢的翼板、腹板、端头板等采用气割;对零星的厚度小于12mm勺劲板、连接板采用剪切。开料组多头直线切割机、半自动 切割机、剪板机5边缘加工焊接坡口(对接或角焊缝坡口)加工开料组半自动切割机6钻孔采取套模法并与连接板配钻或划线钻孔开料组Z50摇臂钻床、7H型钢组装将上、下翼板与腹板组立点焊成型焊接组H型钢组立机8H型钢焊接将上、下翼板与腹板组立焊接成型焊接组门式自动埋弧机9H型钢校正校正翼缘板焊接
3、变形焊接组H型钢翼缘校正调直机10构件总装将端板、底板、连接板、加劲板点焊固定并焊接总拼组交流电焊机钢平台、地模、卡兰或 铁锲子夹具11涂装除去焊疤并抛丸除锈;表面防锈漆、中间漆、面漆涂刷;根 据工程要求及构件规格进行分类、打包综合组抛丸机、角磨机、涂装机滚筒、毛刷设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公 司H型钢构件加工工序卡片工程名称乌审旗干燥车间二期构件名称钢柱钢梁加工图号2016-XT-05共1页第1页材料牌号Q235B工序名 称放样施工班组一班组备 注图 示见附图-L少P工 步内 容设备工艺装备检验项目允许偏差工2要求1
4、以1:1的比例在样板台上放出全样, 放样时先作出水平控制线,并作出其垂线作为基准,弹出十字线,二线必须垂直。钢平台石笔、粉线平行线距离和分段尺寸+ 0.5mm1.号料切割预留量:(1)自动气割加工余量为 3mm(2)手工气割加工余量为4mm;(3)气割后需铳端或刨边的加工余量为56mm(4)剪切后无需铳端或刨边的加工余量为0mm2据此十字线逐一划出其它控制线和点,核对各部件的尺寸,并在节点旁注上尺寸,以备复查和自检 。钢平台划针、样冲对角线差1.0mm3制作样板和样杆作为下料、弯制、包心制孔等加工的依据。并在其 上注明图号、零件名称、数量、材料品种、规格、加工符号。油毡、铁皮宽度、长度+ 0.
5、5mm4工件要考虑加工余量,焊接构件要按工艺要求预留焊接收缩余量。孔距+ 0.5mm2.焊接纵向收缩余量:(1)对接焊缝 0.150.3mm/m(2)连续角焊缝0.20.4mm/m(3)间断角焊缝 0.050.1mm/m加工样板的角 度20/设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公 司H型钢构工程名称乌审旗干燥车间构件名称钢柱钢梁1十U 1. 了下片加工图号一2016-XT-05共1页第1页材料牌号Q235B工序名称号料施工班组一班组备 注图 示见附图丁止m工 步内 容设备工艺装备检验项目允许偏差工2要求1号料前必须了解原材料的钢
6、号及规格,检查原材料的质量。钢平台游标卡、尺角尺、卷尺零件外形尺 寸士 1.0mm1.号料切割预留量:(1)自动气割加工余量为 3mm (2)手工气割加工余量为 4mm ; (3)气割后需铳端或刨边的加工余量为56mm(4)剪切后无需铳端或刨边的 加工余量为0mm2划线和号料前首先根据料单检查清点样板与样杆,按号料要求整理好样板。钢平台石笔、划针、样冲孔距士 0.5mm3号料时可先按毛料接长,腹板和翼缘板在组合前应先接长(对接)。卷尺4应按工艺要求予留切割、加工余量及焊接收缩量,上、下翼缘与腹板 的拼接头应相互错开不小于 200mm勺距离,与加筋肋的位置也应错开 10t (t为腹板厚度)以上,
7、2.焊接纵向收缩余量:(1)对接焊缝 0.150.3mm/m(2)连续角焊缝0.20.4mm/m(3)间断角焊缝0.050.1mm/m设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公 司H型钢构件加工工序卡片工程名称 加工图号乌审旗干燥车间2016-XT-05构件名称共2页钢柱钢梁 第1页材料牌号Q235B工序名称二级焊缝施工班组二班组备 注图 示坡口加工图丁止m工步 内 容设备工艺装备检验项目允许偏差工2要求1腹板和翼缘板在组合前应先接长(对接)。在焊接接长钢板时,须认真 清理板材表面及坡口接缝, 选用合适的焊接规范参数及防变形措施(可
8、以采用予变形),焊接材料选用E5015焊条以及H08MnA+HJ43但配组 合进行定位焊和埋弧自动焊,焊接材料应按要求烘烤、保温并适时使用。交流手工弧焊 机、门式自动埋弧焊机对口错边()t/10且不 大于3.02开坡口:本工程二级焊缝焊件厚度大于6mm的,为使电弧能直接作用到焊缝根部,保证焊透,焊件端面应开单面 V型坡口;对于厚度为6mm 的板件可以不开坡口。坡口采用直线切割机气割。半自动直线切 割机间隙(a)+ 1.03设引弧板:在对接焊缝两侧设置引弧板,其板厚、材质、坡口型式及 尺寸应与焊件相同。待焊接完后,将引弧板用气割切除,对焊件边缘 进行修磨,严禁用锤击落。交流手工弧焊 机、外观检查
9、符合GB502054焊件清理:施焊前,对焊件的坡口进行检查,焊接区域的铁锈、油污 及水汽必须清除干净,方可施焊。角磨机设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公 司H型钢构件加工工序卡片工程名称乌审旗干燥车间构件名称钢柱钢梁加工图号2016-XT-05共2页第2页材料牌号Q235B工序名称二级焊缝施工班组二班组备 注-L少P工 步内容设备工2装备检验项目焊接连接允许偏差工2要求5焊接电流:根据焊条的直径,考虑到网络电压的影响与设备的新旧以及设 备的空载额定电压调节电流,通常先进行粗调,根据粗调电流进行试焊, 再进行细调,达到理想的焊
10、接电流,通常小3.2焊条电流为100130A,小4焊条电流为160210A。交流手工弧 焊机、门式自 动埋弧焊机对口错边()t/10且不 大于3.06焊接顺序:底层焊:俗称打底,宜选用小3.2焊条,且应小电流连续焊,尽量能 做到单面焊双面成型。反面清根:清根是二级焊缝的关键, 清根采用碳弧气刨清根。 在正面 焊接完成后,将焊件翻身清根,清根时采用碳弧气刨分层进行, 每次深度 2 3mm每刨一层要注意焊肉中的气孔,直到清除为止。封底焊:用小4焊条焊接,宜采用较大电流,以保证良好的效果。清渣:为保证层间熔合良好,避免夹渣,应将前一层熔渣清除干净。为保证焊缝质量和减少变形,每层的焊接方向应相反,接头
11、也应尽量 错开。交流手工弧 焊机、门式自 动埋弧焊机、ZX -500直流弧焊机、空气 压缩机间隙(a)+ 1.07焊接可采用手工焊或单面焊双面成形自动埋弧焊,焊缝质量应达到设计技术要求的二级检验质量标准。超声波探伤 仪设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公司H型钢构件加工工序卡片工程名称加工图号乌审旗干燥车间2016-XT-05构件名称共1页钢柱钢梁第1页材料牌号Q235B工序名称切割施工班组三班组备 注图 示见附图-L少P工步 内 容设备工艺装备检验项目允许偏差工2要求1采用机械剪切龙门剪板机游标卡、尺角尺、卷尺零件外形尺寸+
12、 1.0mm1.机床后面被剪下的钢板宽度小于30mm寸, 钢板左端的断线对准其下刃口,右锻的断线 则应伸出下刃口 13mm 进行剪切;(2)机床前面被剪切的钢板狭窄而压不到时,还应采用 临时压板措施。零件宽度、长度+ 3.0mm边缘缺棱1.0mm型钢端部垂直度2.0mm2火焰气割氧气-乙快装置游标卡、尺角尺、卷尺零件宽度、长度+ 3.0mm1 .使用火焰气割时钢 材应放平垫稳,其下层 留出大于20mm勺间隙。2 .气割前应将钢材切 割区域表面的铁锈、污 物清除干净,气割后应 清除熔渣和飞溅物。气割面垂直度0.01t且不大于2.0mm气割面平面度0.05t且不大于2.0mm割纹深度0.2mm局部
13、缺口深度1.0mm设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公司H型钢构件加工工序卡片工程名称乌审旗干燥车间构件名称钢柱钢梁加工图号2016-XT-05共1页第1页材料牌号Q235B工序名称边缘加工施工班组三班组备 注图 示见附图丁止m工步 内 容设备工艺装备检验项目允许偏差工2要求1气割加工坡口时,先在钢材上弹线条,割炬沿线按一定倾 斜角度进行切割。半自动切割机割炬、角磨机零件宽度、长度士 1.0mm焊缝坡口尺寸及允许 偏差应符合气焊、手 工电弧焊及气体保护 焊焊缝坡口的基本形 式和尺寸和埋弧焊 焊缝坡口的基本形式 和尺寸或工艺要求
14、。2加工完成后应将熔渣、氧化层清除干净,并将影响焊接质 量的凹凸不平处修磨平整。加工边直线度1/3000且不大于2.0mm3剪切的零件按施工图或工艺规程要求进行刨边时,采用专 门机床按有关要求进行加工。边缘加工时,刨削量应大于2.0mmt相邻两边夹角6/加工面垂直度0.025t且不大于0.5mm加工面粗糙度50 Vm设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限 公司H型钢构件加工工序卡片工程名称乌审旗下集车间构件名称钢柱钢梁加工图号2016-XT-05共1页第1页材料牌号Q235B工序名称钻孔施工班组四班组备 注图 示见附图丁止m工 步
15、 内容设备工艺装备检验项目允许偏差工2要求1钢材需拼接时,须待焊接后,方可定位制孔。A B级螺栓制孔螺栓孔直径1018+0.180.00无论采用何种方法制孔,制成孔眼的边缘不应有裂纹、飞刺和大于1.0mm的缺棱,由于清除飞刺而产生的缺棱不得大于1.5mmo2在制孔的零件上除须标十字交叉线确定其定位中心点 外,还应在以孔径为直径的圆周上,敲打不少于四点 的控制样冲印。螺栓孔直径1830+0.210.00螺栓孔直径3050+0.250.003采用钻床钻孔时,应将零件放平、夹紧。如工件不在 工作台上钻孔,应保持钻头与工件相垂直。Z50摇臂钻床C级螺栓孔制孔螺栓孔直径+1.004采用磁吸钻制孔时,应先
16、钻小孔定位,再按要求孔径 钻制成孔。磁吸钻圆度(最大和最 小直径之差)2.05采取成叠钻孔时,应保持零件边缘对齐,并保证底层 的知孔质量。Z50摇臂钻床中心线垂直度0.03t且不大于2.0螺栓孔距两孔最外边缘孔的距离3000同一组内任意两 孔间距离士 1.0mm士 1.5mm-相邻两组的端孔间距离士 1.5mm士 2.0mm士 2.5mm士 3.0mm设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公司H型钢构件加工工序卡片工程名称乌审旗下噪车间构件名称钢柱钢梁加工图号2016-XT-05共1页第1页材料牌号Q235B工序名称H型钢组立施工
17、班组五班组备 注图 示见附图丁止m工 步 内容设备工艺装备检验项目允许偏差工2要求1组装前,连接表面及焊缝每边 30 50mmg围内的铁锈、 毛刺和油污必须先清除干净。H型钢组立机角磨机板件连接对口错边()t/10且不大于3.0装配时要保证翼板与 腹板间相互紧贴并垂 直,翼板与腹板还应保持相对平行度和垂直 度,翼缘板与腹板面的 主焊缝部位50mm内 先行清除油、锈等杂质。2H型钢组合拼装前,先将上、下翼板划出腹板的位置线 并打上样冲眼。H型钢组立机样冲、粉线板件连接间隙(a)士 1.03主焊缝和对接焊缝两端都应当点焊引弧板。引弧板材 料和坡口形式应与焊件相同。 引弧板长度应大于 50mm 并在
18、焊完后气割切除并修磨平整。H型钢组立机交流弧焊机H型钢高度(h)士 2.04H型钢组装时,依次将下翼缘板、 腹板、上翼缘板送入H型钢组立机,仔细检查就位位置,并逐步调整到位; 然后启动组立机,由两台 CO2气体保护焊机自动定位 点焊。H型钢组立机CO2气体保护焊机H型钢腹板与翼缘板垂直度()b/100且不大于2.0翼缘板与腹板的中心偏移士 2.0567设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期榆林市鑫天赐钢结构工程有限公司H型钢构件加工工序卡片工程名称 加工图号乌审旗干燥车间2016-XT-05构件名称共2页钢柱钢梁 第1页材料牌号Q235B工序名称H型钢焊接
19、施工班组六班组备 注图 示用SAW船形焊顺序也2 _丁止m工 步内 容设备工艺装备检验项目允许偏差工2要求1施焊前应检查焊件接缝处是否符合施工图的要求。对要求 焊透的焊缝需认真修整组装定位、点焊缝,其表面清理后 应露出金属光泽。交流弧焊机角磨机焊剂使用前,必须按照 的规定温度和时间进行 烘焙。2对仅要求外观检验而不要求超声波检验的对接焊缝和组合焊缝,施焊前应对焊缝的坡口尺寸进行检验,并做记录,合格后方可施焊。要求焊成凹面的贴角焊 缝,可采用船形焊接使 焊缝金属与母材间平缓 过渡。严禁在焊缝区以外的母 材上打火引弧。在坡口 内起弧的局部面积应熔 焊一次,不得留下弧坑。设计(日期)审核(日期)标准
20、化(日期)会签(日期)标记处数更改文件号签字日期H X动埋弓榆林市鑫天赐钢结构工程有限公司料H型钢构件加工工序卡片加工图号乌审旗干燥车间2016-XT-05钢柱钢梁B霄Bl-Q235B Q235B工序名 工序存而施工班组h卜页乌重水旗燥燥阐间202605六班组七班组-1*- 11-k ir 工少R-丁先内 容设备反他4-夕装幸r -一艺装:备验项日,t1公育/白令1沙要一工X要求图钟修口胸口勺除筋表面处理在网件炊里检应一口枯后切?仆O要求享强度的对接焊缝,除布f设计要求开坡构件表面不应误涂、漏涂、涂层仍卜为了确保焊缝质量,.钢把后的 卜形位2。清理掉。答应打磨湾聂埋弧炸机焊接平台在焊完坡口一面
21、脱皮和返锈等。涂层应均匀、无用咖缝后,反面焊接前宜采用碳弧气刨刨焊皱皮流坠、针眼和气泡等。焊接1数,4般锻赞隋腓再采幅苗幡瘴溅物sa够击反心/国王箴I厨 h 曰声-k 二如I田1Vt上未小郑再樱T,千口针角磨机截面高度h500 mm+ 2 mm至U:当时使用,:5时4情十以“日世汇.WtX配料:当天开盖,当H型飒翼缘校正机百,应】+ 2.5 mm截面高度500Vh1000/心.状况进行操作,每天文件弓焊接电流(a450475电弧电压(V3436焊接速度懒晒慢550600575625650700600650725775775825设计(HW343634363436343640腹板中心制 30局移e150unv 2m 为125um,其允许偏差 为-2益猛.。5翻m涂层涂装后4小时户翼缘则腹板垂直度得淋雨,湿度大可 80%寸不得施工。 装采用无气喷涂设弯曲23高(L为长度)全装完成后“u构件的标志、 碎h为鼠更) 号应清晰导磁。标记和编 L/1000 且 0 4 h/250 且0 43438(mm/m)3.0mm34 384k准化(日期布核(E20腹板局鄢牛卸皮 f18
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
