《塑料成型工艺及模具设计方案第十章注射模新技术的应用》由会员分享,可在线阅读,更多相关《塑料成型工艺及模具设计方案第十章注射模新技术的应用(7页珍藏版)》请在装配图网上搜索。
1、精度,避免采用推件板式结构,尽量少用mAHinnH注出擴站构度。制品与型芯之间吸第10章注射模新技术的应用 1热固性塑料注射工艺及模具一、发展简况热固性塑料可用来填补热塑性塑料和金属之间的不足。60年代以前热固性塑料制品一直是用压缩和压注成型,其工艺周期长、 生产效率低、劳动强度大、模具易损坏、成本较高。60年代后,热固性塑料注射成型得到迅速发展,压缩成型工艺在欧、美 日等先进国家已逐渐被注射工艺取代。日本85沖上的热固性塑料制品都是以注射成型方法获得的。我国70年代开始推广应用热固性塑料注射成型工艺,但发展较慢,目 前只有3 4%主要是热固性塑料注射成型的原料需要有特殊的工艺性能(流动与固化
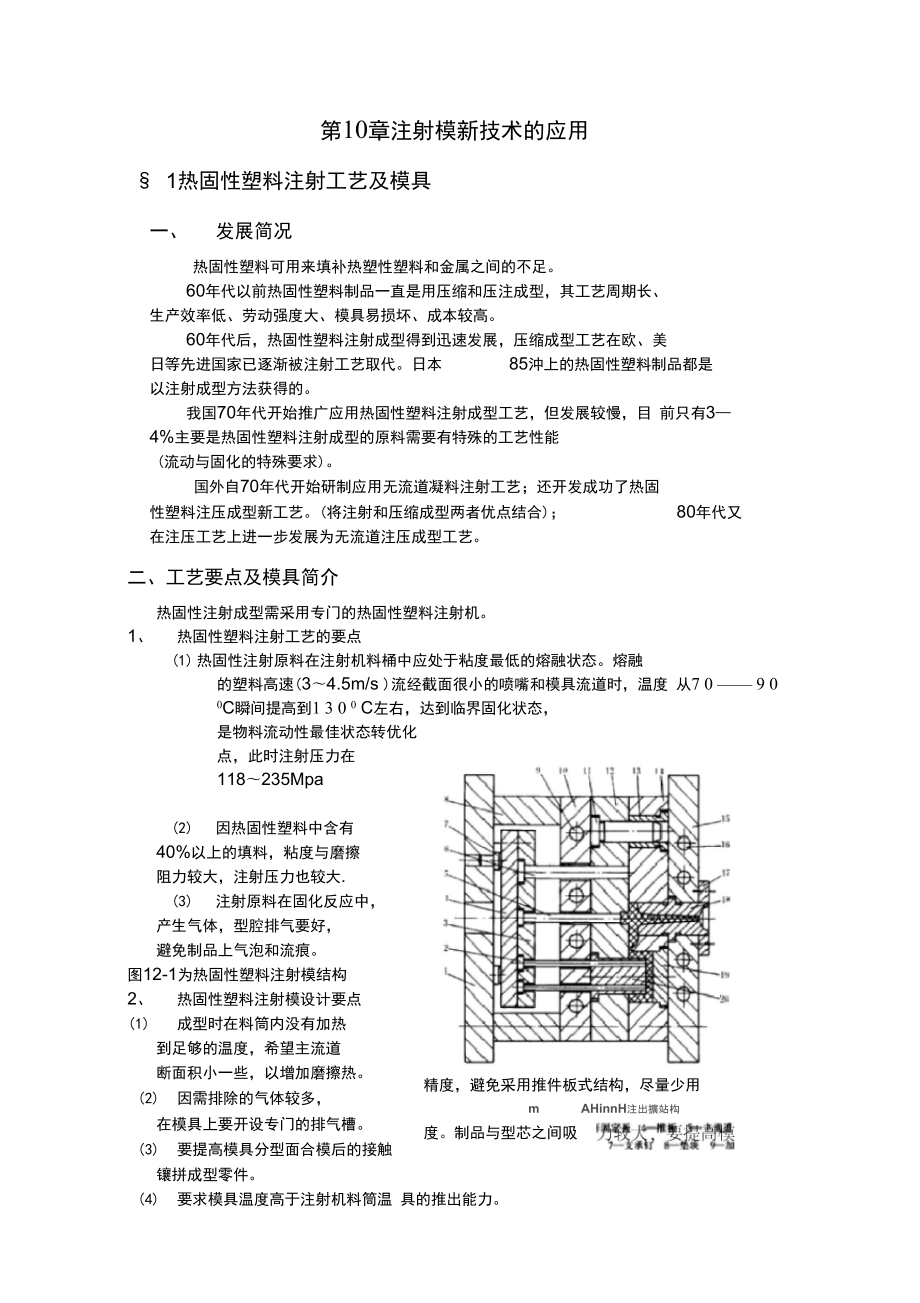
2、的特殊要求)。国外自70年代开始研制应用无流道凝料注射工艺;还开发成功了热固 性塑料注压成型新工艺。(将注射和压缩成型两者优点结合);80年代又在注压工艺上进一步发展为无流道注压成型工艺。二、工艺要点及模具简介热固性注射成型需采用专门的热固性塑料注射机。1、热固性塑料注射工艺的要点(1) 热固性注射原料在注射机料桶中应处于粘度最低的熔融状态。熔融 的塑料高速(34.5m/s )流经截面很小的喷嘴和模具流道时,温度 从7 0 9 0 0C瞬间提高到1 3 0 0 C左右,达到临界固化状态, 是物料流动性最佳状态转优化点,此时注射压力在 118235Mpa(2) 因热固性塑料中含有 40%以上的填
3、料,粘度与磨擦 阻力较大,注射压力也较大.(3) 注射原料在固化反应中, 产生气体,型腔排气要好, 避免制品上气泡和流痕。图12-1为热固性塑料注射模结构2、热固性塑料注射模设计要点(1) 成型时在料筒内没有加热 到足够的温度,希望主流道 断面积小一些,以增加磨擦热。(2) 因需排除的气体较多, 在模具上要开设专门的排气槽。(3) 要提高模具分型面合模后的接触 镶拼成型零件。(4) 要求模具温度高于注射机料筒温 具的推出能力。IApffaj* 2H也5)要求模具成型部位具有较好的耐磨性及较低的表面粗糙度。6)热固性塑料注射模在高温、高压下工作,活动型芯推杆等零件中尺寸精度要高,( 7)在注射模
4、与注射机之间加设石棉垫板等绝热材料。 2 无流道凝料成型 无流道系指在浇注系统中无流道凝料,采用绝热或加热法,保持流道塑料 处于熔融态。、 无流道凝料成型的特点1、优点:(1)有利于改善制品的质量,对大型塑料制品当采用直浇口时,减少了残余应 力和变形。(2)因没有流道凝料,减少了原料消耗。(3)无二次分型(三板式结构)降低了对注射机开模行程的要求。(4)易于实现自动化操作。2、缺点:(1)模具的设计和维护较难(2)模具费用高,适于大批量生产,高速成型的塑料制品(3)对制品的形状和使用的塑料有限制(4)对多型腔模具,采用无流道成型时技术难度较高。二、 适用范围(1)塑料对温度不敏感,成型温度范围
5、较宽。(2)对压力敏感,不施加压力熔体不流动,施加低压力时熔体就能流动。(3)导热性好,可缩短注射成型周期。比热容低,温度上升和下降迅速。(4)热变形温度高,能将制品迅速从模具中取出。 3 无流道凝料模具根据浇注系统方式不同分为: 无流道模具 绝热流道模具 热流道模具一、无流道模具 无流道模具是在单型腔模具的基础上发展起来的,单型腔模具一般只有主 流道,而无流道模具中没有主流道,注塑机喷嘴进入到距型腔很近的位置, 熔、融塑料由注塑机喷嘴射出并直接经浇口进入型腔。开模时,只需将塑件顶 出模腔,而没有流道凝料。无流道模具有井式喷嘴和延伸喷嘴两种。1、 井式喷嘴(1)井式喷嘴模具也称带有贮料腔的模具
6、,是最简单的无流道凝料模具。在注 塑机喷嘴与模具浇口之间有一贮料腔(图 )熔融塑料贮存在贮料腔内,当有 压力作用时,贮料腔内熔融塑料通过点浇口流入型腔。井式喷嘴成型是一种连续成型方式,在成型过程中,喷嘴与模具不分开, 当成型周期较长或成型温度范围小的塑件,浇口前端容易固化。井式喷嘴的尺寸塑件重量(g)40150154061536成型周期(s)203015121097.56d(mm)1.52.51.21.61.01.2 0.8 1.0R(mm)5.54.543.5a(mm)0.80.70.60.5(2) 有的模具结构要求贮料腔长度尺寸较大,为使贮料腔容积不至增大,常采用喷嘴前部深入贮料腔的结构(
7、图124 2)(3) 对成型周期长,浇口可能凝固的塑料,可用图(124 3) 结构。12、J塑料因距结构形式 延伸喷嘴般为 1625mm注塑成型过现0塑料有国化使其直接与木模普通绝热流道模具持点:流道的直径较普通模具流道直径大得多, 程中,与流道内壁接触的一层塑料因热量损失面凝固,这个塑料凝固层起到了 绝热层的作用,阻止了流道内熔融塑料向模具的传热,使流道内塑料始终处于熔融状态。桩2協戾 加一措握血担止亠6kM.盘-夕怕rrF伸喷嘴伸喷爲使用井 堵塞,将 具内的喷 延塞1、图12-50为一绝热流道模具结构图绝热流道模具中,流道内一般没有加热装置,为防止浇口处塑料固化,采 用了加热探针的绝热道模
8、具。2、带有加热探针的绝热道模具如图12-51带加热探针的绝热流道模具图12-52探针与流道及浇口的位置关系加热探针的温度是由可调变压器来控制的,使浇口处熔料的温度变化控制 在很小的范围内。三、热流道模具特点:在模具内设置专门的热流道系统用以控制流道内塑料的温度,使流道内塑 料始终处于熔融状态。热流道模具主要用于多型腔成型。热流道系统一般包括热流道板,热流道柱,主流道衬套,二级喷嘴等,图12-53 为热流道模具的结构图。 热流道系统与模具型腔之间采用绝热垫绝热。 在热流道板或热流道柱上设置加热元件时,应对称布置,各加热元件到流 道中心的距离应相等。热流道系统与模具的绝热一般是采用压紧的石棉板或
9、间隙在16mm以上的空气隙实现。1 、 热流道板和热流道柱 热流道板或热流道柱是热流道模具中不可缺少的零件,其作用是构成模具 分流道,并加热分流道,使分流道内塑料始终保持熔融状态。热流道板截面形状为短形,一般内加热方式,将筒形或其它形状加热元件 置于其中,热量损失少,加热效率高,但温度不均匀,比较难控制。热流道柱截面为圆形,一般为外加热式,将圆环形加热元件或线圈电阻套 在热流道柱外面。热量损失多,温升慢,温度比较均匀,且容易控制。因热流道柱上加工安装主流道衬套和二级喷嘴比在热流道板上困难,所以 热流道柱用的较少。热流道板的形式如图 12-54,流道直径根据塑件重量而确定,一般取值在 6-15m
10、m之间,流道内表面粗糙度要小,过渡部分要光滑,以利于塑料流动,在 流道的角落和缝隙处,注意不要积聚塑料,以免经长时间过热而引起塑料分 解。2、热流道板主流道内塑料的温控(1) 外加热方法图 12-55 主流道衬套前端的螺纹与热流道板连接,主流道衬套外部有环状加热元件对主流道衬套进行加热。主流道衬套与定模固定板之间最小要留 13mm以利塑料流动。(2)内加热方式在热流道板主流道内设置加热探针,探针内为空心结构,其中装有筒式加 热元件,图 12-56( 3)延伸喷嘴方式 没有主流道衬套,热流道板中主流道长度很短,延长的注塑机喷嘴伸入热 流道板并与主流对接。延伸喷嘴外端有环形加热元件,其结构如图 1
11、2-57 。3、二级喷嘴 二级喷嘴是介于热流道板和定模型板之间起连接流道作用的零件,外形为圆 柱形,以螺纹同热流道板连接,连接处要采取密封措施。( 1 )喷嘴前端形式普通形式喷嘴图 12-58 (a)熔融塑料由二级喷嘴进入定模型板中的流道再经浇口进入型腔。结构简 单,喷嘴中心易偏离。延伸式喷嘴,前部呈锥形,并直接进入定模型板上的锥形凹坑内,图 12-58 (b)延伸喷嘴适合于热流道板受热膨胀后,喷嘴中心不偏离定模型板锥形凹坑 中心的情况。(2)绝热方式1)半绝热喷嘴结构如图 12-59 ,为使喷嘴头部与模板不直接接触,之间留有空隙1.6mm,塑料进入该处起到绝热作用。2)全绝热喷嘴 在热流道板
12、与喷嘴之间设置滑动压环,使喷嘴与模板不直接接触。另外喷嘴 四周侧隙中充满熔融塑料起到绝热作用。如图 12-60 。3)无绝热喷嘴 与模具间没有绝热层,喷嘴与模具直接接触。如图 12-58(3)加热方法 外加热方式喷嘴外侧设置环形加热器。 内加热方式流道内设置带有筒形加热元件的探针。 4 气体辅助成形、 气体辅助成型的原理 在充模过程中向熔体内注入相对注射压力而言的低压气体(为 几到几十兆 帕),利用气体的压力实现保压补缩。如图 12-10 成型时道首先向型腔注射经准确计量的熔体,然后经过特殊的喷嘴在熔体 充满型腔,充模结束后,熔体内气体的压力保持不变或者有所升高进行保 压补料。冷却后排除熔体内
13、的气体,制品便可脱模。二、 气体辅助成型的分类1、标准成型法如图 12-12a、熔体欠料注射 b 、进入气体 c 、补缩增压 d 、排气 e 、制 品脱模2、副型腔成型法如图 12-13a、充模并保压 b、打开副型腔注气 c 、关闭副型腔保压 d 、排气 并脱模3、 熔体回流法如图 12-14 气体注入时,多余的熔体不是流入副型腔,而是流回注射机的料筒。4、 活动型腔法如图 12-15a、熔体充满型腔并保压b 、注入气体型芯退出c、气体保压 d、排气、制品脱模三、 气体辅助成型的优缺点优点: (1)能够成型壁厚不均匀的制品及复杂的三维中空制品。(2)能实现低压注成型,制品应力小、变形小、尺寸稳
14、定。(3)易于成型薄壁制品,减轻制品重量。(4)注射成型压力低,可在锁模力较小的注射机上成型尺寸较大的制 品,模具凹模壁厚也可减小。缺点: (1)提高了成型设备的成本。(2)对注射机的精度和控制系统有一定的要求。(3)制品的表面光泽不均,注入气体和没注入气体部分不一样。 5塑料模标准化和CAD技术塑料模标准化是缩短模具设计制造周期,降低模具成本行之有效的方法, 是实现塑料模CAM必要条件。1、模具标准化的内容( 1)整体结构的标准化 根据塑件生产所用的设备规格,订出若干种标准典型模具结构和外形尺 寸,设计模具时只要选择某一种标准结构,绘制部分模具零件图,其余的 模具零件则按标准典型结构预先制造
15、。(2) 常用模具零件的标准化 一般为通用零件,如推杆、导柱、导套、模板等。(3) 通用模架的标准化 目前标准化程度只达到 20%2、塑料模国家标准( 1)塑料成型模具术语( GB8846-88)(2) 塑料注射模具零件(GB4169.1 4169.11 84)(3) 塑料注射模具零件技术条件( GB4170-84)(4) 塑料注射模大型模架标准模架( GB/T12555.1-12555.15-90 )(5) 塑料注射模中小型模架标准模架( GB/T12556.1-12556.2-90 )(6) 塑料注射模技术条件( GB/T12554-90)设计注射模应优先按 GB/T12555.1、GB/
16、T12556.1 和 GB/4169.1-4169.11- 84 选用标准模架和标准模具零件。注射模并应符合 GB/T12554-90 所规定 的技术要求。二、塑料注射模CAD简介1、注射模CAD和工作内容( 1 )建立模具信息数据库 存储有模具的典型组合,模具零件尺寸规格、设计标准及注射材料及性 能,模具材料和注射机规格等数据。(2) 编制CAD程序包括注射模具的结构设计的各个环节,如塑料件的图形输入,型腔及 型芯设计,模具典型选择;模具零件图设计及尺寸标注等。(3) 编制CAES序(计算机辅助工程) 包括注射流动模拟,冷却过程模拟及模具强度和刚度分析等。这三个方面的工作,作为实施注射模 C
17、AD的系统方案,大体上分以下四个 步骤:1 )几何造型(塑件几何造型和型腔表面形状生成)2) 模具结构及模具零件设计3) 注射成型工艺模拟4) 与CAM系统接口,生成NC(数据)指令。2、注射模CAD的发展简况目前国内外研制的注射模 CAD/CAE/CA软件有如下方面:( 1 )注射模结构强度与刚度分析计算软件 主要用于型腔壁厚与垫板厚度计算。软件所采用的计算方法可分为两类: 一类是简易分析法,另一类是有限元分析法。前者计算结果精度较差,后 者精度高,但三维型腔有限元分析十分复杂,一般将三维问题化为二维进 行分析计算。(2)注射模浇注系统设计 利用计算机进行分流道尺寸、浇口尺寸设计,保证成型各
18、型腔能同时充 满,然后进行注射流动模拟,通过迭代法,对初始设计的流道及浇口尺寸 进行修正。(3)注射模冷却系统设计 利用有限元技术,分析模具在注射成型过程中的应力应变和热交换特性, 求出模具内的应力,温度分布和模具在注射过程中的变形,通过迭代法, 获得最优化设计,即获得模腔变形最小,表面温度均匀和冷却循环周期最 短的管道数,管道分布及管间距离等。(4)注射成型熔体流动的计算机模拟 利用数值分析技术,流体动力学和材料流变特性分析及有限差分法和有限 元法等数学手段,研究出二维流动或三维流动分析程序,应用计算机进行 注射过程动态模拟,预测种种因素对充模过程的影响,确定各个阶段的压 力场、温度场和最佳
19、工艺参数,以提高试模一次成功率。(5)注射模CAD/CAE/CA集成系统该系统由CAD CAE CAM三部分软件组成。1)CAD软件可由塑件的零件图得到该塑件的全套模具图2)CAE软件3)CAM软件利用CAD阶段所得到的型腔或型芯几何模型,在此基础上获得刀具轨迹软 件,从而获得控制数控机床的 NC纸带。*美国的PSP公司的IMES专家系统一一解决模具质量问题*德国IKV研究所的CADMOU系统一一用于注射模的流动,冷却分析和力学性 能校核。*华中科技大塑料注射模 CAD系统HSC-包括塑件三维形状输入程序,流 动模拟,冷却分析,模具型腔强度与刚度校核程序。* 中华全国轻工总会模具中心的注射模模架图形库系统,注射用塑料性能数据 库系统等。
 塑料成型工艺及模具设计方案第十章注射模新技术的应用
塑料成型工艺及模具设计方案第十章注射模新技术的应用