《SS4改型电力机车抱轴瓦故障原因分析及预防措施》由会员分享,可在线阅读,更多相关《SS4改型电力机车抱轴瓦故障原因分析及预防措施(2页珍藏版)》请在装配图网上搜索。
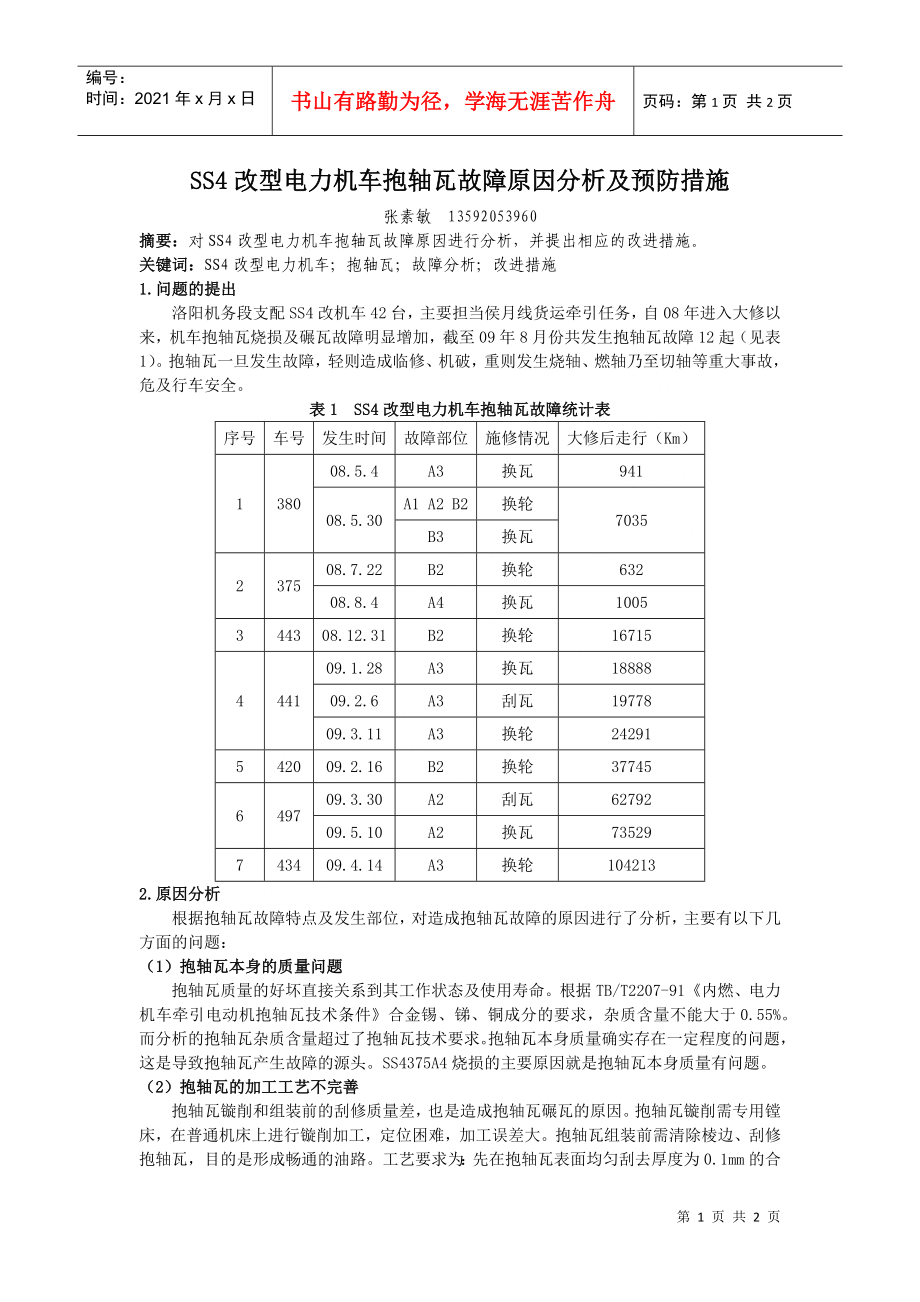
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页 共2页SS4改型电力机车抱轴瓦故障原因分析及预防措施张素敏 13592053960摘要:对SS4改型电力机车抱轴瓦故障原因进行分析,并提出相应的改进措施。关键词:SS4改型电力机车;抱轴瓦;故障分析;改进措施1.问题的提出洛阳机务段支配SS4改机车42台,主要担当侯月线货运牵引任务,自08年进入大修以来,机车抱轴瓦烧损及碾瓦故障明显增加,截至09年8月份共发生抱轴瓦故障12起(见表1)。抱轴瓦一旦发生故障,轻则造成临修、机破,重则发生烧轴、燃轴乃至切轴等重大事故,危及行车安全。表1 SS4改型电力机车抱轴瓦故障统计表序号
2、车号发生时间故障部位施修情况大修后走行(Km)138008.5.4A3换瓦94108.5.30A1 A2 B2换轮7035B3换瓦237508.7.22B2换轮63208.8.4A4换瓦1005344308.12.31B2换轮16715444109.1.28A3换瓦1888809.2.6A3刮瓦1977809.3.11A3换轮24291542009.2.16B2换轮37745649709.3.30A2刮瓦6279209.5.10A2换瓦73529743409.4.14A3换轮1042132.原因分析根据抱轴瓦故障特点及发生部位,对造成抱轴瓦故障的原因进行了分析,主要有以下几方面的问题:(1)抱
3、轴瓦本身的质量问题抱轴瓦质量的好坏直接关系到其工作状态及使用寿命。根据TB/T2207-91内燃、电力机车牵引电动机抱轴瓦技术条件合金锡、锑、铜成分的要求,杂质含量不能大于0.55%。而分析的抱轴瓦杂质含量超过了抱轴瓦技术要求。抱轴瓦本身质量确实存在一定程度的问题,这是导致抱轴瓦产生故障的源头。SS4375A4烧损的主要原因就是抱轴瓦本身质量有问题。(2)抱轴瓦的加工工艺不完善抱轴瓦镟削和组装前的刮修质量差,也是造成抱轴瓦碾瓦的原因。抱轴瓦镟削需专用镗床,在普通机床上进行镟削加工,定位困难,加工误差大。抱轴瓦组装前需清除棱边、刮修抱轴瓦,目的是形成畅通的油路。工艺要求为:先在抱轴瓦表面均匀刮去
4、厚度为0.1mm的合金层,然后再在抱轴瓦的两端,长度各为抱轴瓦五分之二的部分再刮去0.05mm的合金层,并在抱轴瓦表面刮制间距约为15mm的、相互交错的、均匀的油槽。实际操作过程中,由于工作人员的工作态度,熟练程度等差异,导致不同人员刮制的抱轴瓦不尽相同,有的甚至还不按工艺要求进行操作。SS4497A2烧损就是因为抱轴瓦刮修工艺不到位。(3)抱轴颈光洁度不够大修SS4改机车部分轮对抱轴颈均有不同程度地波痕,而且手感明显,表面粗糙度达不到工艺规定的技术要求Ra1.6(7),这也是造成抱轴瓦故障的原因。SS4441A3抱轴瓦前两次烧损的主要原因是抱轴颈表面粗糙度达不到工艺要求。(4)抱轴瓦集油器工
5、作性能差抱轴瓦是靠毛线的浸润和虹吸作用来供油润滑的,因此毛线质量的好坏直接影响抱轴瓦和轴颈之间的润滑状态。集油器装配中对毛线的含毛量要求较高(为100%),如果使用的原材料不合格,将会影响集油器的吸油和储油作用,从而影响润滑。而且毛线在运用中脱毛将严重影响抱轴颈的清洁度,甚至造成油路堵塞。SS4380抱轴瓦烧损的原因就是毛线质量差供油不足。(5)抱轴瓦油润不良在运行过程中,抱轴箱缺油将会导致毛线的虹吸作用恶化,不能很好地向轴颈供油,那么轴颈和抱轴瓦之间将产生干摩擦,并且由于摩擦产生的热量不能及时散发出去,使局部温度过高,导致烧瓦现象的产生。SS4441A3抱轴瓦第三次烧损就是因为抱轴箱油堵脱落
6、漏油导致抱轴箱缺油造成的。(6)主动齿轮与从动齿轮磨耗大齿轮箱缺油易造成牵引齿轮异常磨耗,导致主动齿轮与从动齿轮啮合间隙加大,机车运行中齿间产生的高频振动增大,影响抱轴瓦径向间隙,造成轴颈瞬时直接接触抱轴瓦,发生边界摩擦,导致碾瓦或烧损抱轴瓦。从SS4434机车落修情况来看,A3抱轴瓦烧损的原因就是主动齿轮与从动齿轮磨耗大。3.预防措施通过对上述导致抱轴瓦故障的原因分析,在认真研究的基础上采取了以下措施:(1)针对抱轴瓦中杂质含量超标的问题,我段及时向生产厂家反馈。作为生产厂家应对浇铸前的合金成分反复进行化验分析,直到合金符合标准为止。(2)抱轴瓦镟削加工须在专用工具上进行,以降低加工误差。抱轴瓦瓦面刮削严格按工艺要求进行,对刮削不合格的不予装车使用。(3)使用品质较好的修复润滑剂,降低抱轴颈的粗糙度,最大限度地降低抱轴颈加工误差对抱轴瓦的影响。(4)严格控制采购的毛线质量及装配质量,防止不合格的毛线装车使用。(5)要求检修车间库内班组严格执行抱轴瓦小辅修工艺,发现问题及时解决;地勤组加强入库机车抱轴箱油位检查,发现油位偏低及时补油,确保出库机车台台油位正常。(6)加强漏油齿轮箱整治力度,防止因齿轮箱缺油造成的牵引齿轮磨损,减小主动齿轮与从动齿轮啮合状态不良对抱轴瓦产生的影响。第 2 页 共 2 页
 SS4改型电力机车抱轴瓦故障原因分析及预防措施
SS4改型电力机车抱轴瓦故障原因分析及预防措施