 连杆机械加工工序卡
连杆机械加工工序卡

《连杆机械加工工序卡》由会员分享,可在线阅读,更多相关《连杆机械加工工序卡(31页珍藏版)》请在装配图网上搜索。
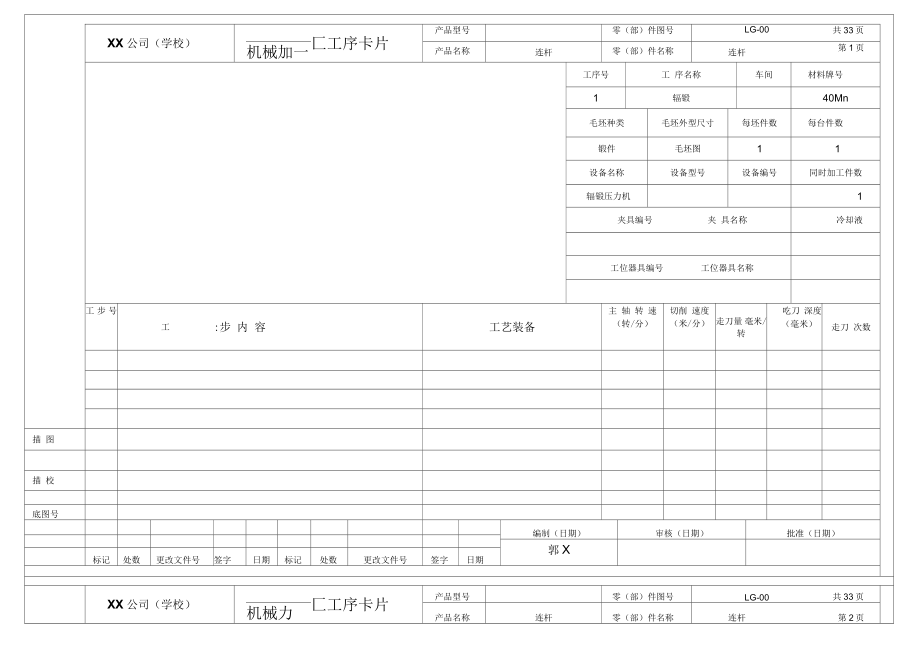
1、XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加一产品名称连杆零(部)件名称连杆第1页工序号工 序名称车间材料牌号1辐锻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数辐锻压力机1夹具编号夹 具名称冷却液工位器具编号工位器具名称工 步 号工:步 内 容工艺装备主 轴 转 速 (转/分)切削 速度 (米/分)走刀量 毫米/转吃刀 深度 (毫米)走刀 次数描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页
2、机械力一产品名称连杆零(部)件名称连杆第2页工序号工 序名称车间材料牌号2模锻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数模锻压力机1夹具编号夹 具名称冷却液工位器具编号工位器具名称工 步 号工:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数模锻成型,切边描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期八-1国去十小门丁丁营上上产品型号零(部)件图号LG-00共33页XX公司(学校)机械加工工序卡产品名称连杆零(部)件名称
3、连杆第3页工序号工 序名称车间材料牌号3执八、40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹 具名称冷却液工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量 毫米/转吃刀 深度 (毫米)走刀 次数热处理,HRB225262抛丸去除氧化皮描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)产品型号零(部)件图号LG-00共33页机械加工工序丰片产品名称连杆零(部)件名称连杆第4页工序号工 序名称车间材料牌号
4、4铳机加40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数铳床X52K1夹具编号夹 具名称冷却液XX-L-01铳夹具工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量 毫米/转吃刀 深度 (毫米)走刀 次数1以一大平囿7E位,将有凸标记面(基准向卜同)朝上,63面铳刀340640.21.51侧面夹紧,粗铳端面然后翻转,铳另一面至尺寸39132mm游标卡尺0-125Ra6.42以相同定位方式定位,先铳基准面,再以基准面定位精铳425800.150.61描 图另一面,精铳两端面至尺寸38*72mm
5、, Ra1.6描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)产品型号零(部)件图号LG-00共33页机械加工工仔卡片产品名称连杆零(部)件名称连杆第5页工序号工 序名称车间材料牌号5钻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数摇臂钻床Z30801夹具编号夹 具名称冷却液XX-L-02钻模工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1以基准大平面定位3个自由度以小头孔外圆
6、定位2个自由度27麻花钻30025.50.141夹紧工件,钻27mm 孔,Ra12.52扩20mm 孔至29.1mm 孔,Ra12.529.1扩孔钻32029.20.8113钱 29.1mm 孔至 29.291.052 mm3, Ra6.329.29较刀13713.20.80.11描 图内径千分表描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加.产品名称连杆零(部)件名称连杆第6页工序号工 序名称车间材料牌号6铳40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1
7、1设备名称设备型号设备编号同时加工件数万能卧式铳床X62W1夹具编号夹 具名称冷却液XX-L-03铳夹具工位器具编号工位器具名称步 号工:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1以小头孔及大头孔定位,夹紧工件,粗铳侧面至尺寸98mm27面铳刀47529.80.181.51Ra12.52半精铳侧面至980.15, Ra6.361138.40.050.513自检游标卡尺描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG
8、-00共33页机械加一产品名称连杆零(部)件名称连杆第7页工序号工 序名称车间材料牌号7扩40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数摇臂钻Z30801夹具编号夹 具名称冷却液XX-L-04扩夹具工位器具编号工位器具名称步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切 削 速度 (米/分)走刀量毫米/转吃力 深度 (毫米)走刀 次数1以基面、小头孔及大头一侧面定位,夹紧工件,扩孔至60扩孔钻41075.60.521 601mm , Ra12.5描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改
9、文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加一产品名称连杆零(部)件名称连杆第8页工序号工 序名称车间材料牌号8铳机加40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式万能铳床X62W1夹具编号夹 具名称冷却液XX-L-05铳夹具工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1以基准面,小头孔及大头侧面定位,夹紧工件,铳大头配重27面铳刀47529.80.181.51块端面,保证尺寸 245mm,Ra12.
10、52半精铳至尺寸243黑2 mm,Ra6.361138.40.050.51游标卡尺描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33页产品名称连杆零(部)件名称连杆第9页工序号工 序名称车间材料牌号9铳40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式万能铳床X62W1夹具编号夹 具名称冷却液XX-L-06铳夹具工位器具编号工位器具名称以基准平面,小头孔及大头侧面定位,夹紧工件,铳开连杆保证尺寸 49.51.16 mm
11、 及 191.51.185 mm , Ra12.5工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数63锯片铳刀2mm厚35570.20.01521去毛刺锤刀3编p钳工工具描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加一产品名称连杆零(部)件名称连杆第10页工序号工 序名称车间材料牌号10铳40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铳床X621夹具编号夹 具
12、名称冷却液XX-L-07铳夹具工位器具编号工位器具名称工 步 号工:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1连杆体以基面,小头孔及一大头侧面定位,夹紧工件,100端铳刀280800.121精铳连杆体结合面至尺寸190 0.035mm , Ra2.5游标卡尺2自检描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加一产品名称连杆零(部)件名称连杆第11页工序号工 序名称车间材料牌号11铳40Mn毛坯
13、种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铳床X621夹具编号夹 具名称冷却液XX-L-08铳夹具工位器具编号工位器具名称工 步 号工:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量 毫米/转吃刀 深度 (毫米)走刀 次数1以连杆盖大头基面, 配重块基面及大头一侧面定位,夹紧,100端铳刀280800.121件,精铳结合面,保证尺寸48:.12mm, Ra2.52自检游标卡尺描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)木端力n 丁丁手卡片产品型号
14、零(部)件图号LG-00共33页产品名称连杆零(部)件名称连杆第12页工序号工 序名称车间材料牌号12铳40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铳床X621夹具编号夹 具名称冷却液XX-L-09铳夹具工位器具编号工位器具名称工 步 号二:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1以连杆体大头基面,小头孔及一侧面定位,夹紧,件,68铳槽专用铳刀337720.1251铳斜槽,保证尺寸5100 x 8mm描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文
15、件号签字日期标记处数更改文件号签字日期XX公司(学校)大n九Hu【匚工序卡片产品型号零(部)件图号LG-00共33页帆械加一产品名称连杆零(部)件名称连杆第13页工序号工 序名称车间材料牌号13铳40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铳床X621夹具编号夹 具名称冷却液XX-L-10铳夹具工位器具编号工位器具名称工 步 号工. 步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1以连杆体盖大头基面,大头配重块基面及一侧面定位,夹紧,68铳槽专用铳刀337720.1251 _40
16、.10 一工件铳斜槽,保证尺寸5 q05 M 8mm描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)手卡片产品型号零(部)件图号LG-00共33页产品名称连杆零(部)件名称连杆第14页工序号工 序名称车间材料牌号14钻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数专用钻床1夹具编号夹 具名称冷却液XX-L-11钻模工位器具编号工位器具名称工 步 号工. 步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量 毫米/转吃刀 深度 (毫米)走刀 次数1连杆体
17、以基面,小头孔及一侧面定位,连杆盖以基面,一大10麻花钻65020.70.2头侧向及配重块平囿定位, 夹紧工件,钻4-10mm孔深度hmin 30mm ,位直由夹具保证,Ra12.5描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械力一产品名称连杆零(部)件名称连杆第15页工序号工 序名称车间材料牌号15车忽40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铳床X621夹具编号夹 具名称冷却液XX-L-12钢夹具工位器
18、具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1连杆体以基面,小头孔及一侧面定位, 夹紧工件,钩两螺栓,24端面铜钻160120.6座向保证尺寸 240.35mm, Ra6.32连杆体以基面,小头孔及一侧面定位, 夹紧工件,钩两螺母,160120.6座面保证尺寸270.35mm, Ra6.3描 图3去毛刺飞边锤刀描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)产品型号零(部)件图号LG-00共33页机械加工工序卡片产品名称连杆零(
19、部)件名称连杆第16页工序号工 序名称车间材料牌号16扩40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹 具名称冷却液XX-L-13扩夹具工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1连杆体以基囿,小头孔及一侧向定位,夹紧工件扩10mm12扩孔钻60020.70.21孔至 12mm , Ra6.32连杆盖以基面,配重块基面及一侧面定位,夹紧工件,扩12扩孔钻60020.70.21 10mm 孔至 12mm , Ra6.3描
20、 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)产品型号零(部)件图号LG-00共33页机械加工工序卡片产品名称连杆零(部)件名称第17页在什工序号工 序名称车间材料牌号17扩40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹 具名称冷却液XX-L-14扩夹具工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1以连杆盖结合面及两孔定位,夹紧工件扩连杆盖12
21、mm至13扩孔钻53021.60.20.513mm ,保证尺寸19mm,Ra6.3描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加一产品名称连杆零(部)件名称连杆第18页工序号工 序名称车间材料牌号18较40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z3050夹具编号夹 具名称冷却液XX-L-15钱夹具工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫
22、米/转吃刀 深度 (毫米)走刀 次数1连杆体以基囿,小头孔及一侧向定位,夹紧工件钱10mm12.2钱刀55020.70.80.1孔至 12.2mm,Ra1.62连杆盖以基向,配重块基向及一侧向定位,夹紧工件,钱12.2钱刀55020.70.80.1 10mm 孔至 12.2mm,Ra1.6描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加.产品名称连杆零(部)件名称连杆第19页工序号工 序名称车间材料牌号19倒角40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯
23、图11设备名称设备型号设备编号同时加工件数立式钻床Z512-11夹具编号夹 具名称冷却液XX-L-16倒角夹具工位器具编号工位器具名称工 步 号工:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1连杆体及连杆盖均以结合面及两孔定位,夹紧,件,倒角16麻花钻300140.1111X45描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)小口 去忐4trr 一匚工序卡片产品型号零(部)件图号LG-00共33页机械加一产品名称连杆零(部)件名称连杆第20页工序号工
24、序名称车间材料牌号20清洗40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹 具名称冷却液工位器具编号工位器具名称工 步 号:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1清洗连杆体及连杆盖,及去毛刺清洗液锤刀描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加一产品名称连杆零(部)件名称连杆第21页工序号工 序名称车间材料牌号21组装40Mn毛坯
25、种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数气动扳手1夹具编号夹 具名称冷却液工位器具编号工位器具名称工 步 号:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量 毫米/转吃刀 深度 (毫米)走刀 次数1将配对的连杆体及连杆盖用工艺螺栓组配到一起,标记均朝气动扳手上,保证拧紧力矩100-120 N m2每装配20对工件检验力矩扭力扳手描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)J-rr一匚工序卡片产品型号零(部)件图号LG-00共33页机械加一产品名称连
26、杆零(部)件名称连杆第22页工序号工 序名称车间材料牌号22镇40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数镇床T681夹具编号夹 具名称冷却液XX-L-17镶夹具工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量 毫米/转吃刀 深度 (毫米)走刀 次数1以大头基面,小头孔及一侧面定位,夹紧,件,粗貌大头孔可转位键刀150300.51至尺寸64mm,Ra6.3描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序
27、卡片产品型号零(部)件图号LG-00共33页机械加.产品名称连杆零(部)件名称连杆第23页工序号工 序名称车间材料牌号23倒角40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数铳床W621夹具编号夹 具名称冷却液XX-L-18倒角夹具工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1以大基面及大头孔定位,夹紧,件,大头孔倒角3X45刀盘150140.131描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件
28、号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加.产品名称连杆零(部)件名称连杆第24页工序号工 序名称车间材料牌号24镇40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数双轴可调链床1夹具编号夹 具名称冷却液XX-L-19镶夹具工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1以基面,一侧面及小头孔做预定位,在小头外圆用以活动 V镇刀200400.60.51块做辅助定位,当夹紧活动V块时撤去小头孔定位销, 夹紧工件,半
29、精像大头孔至尺寸651.19mm, Ra1.6 ,精链小头镇刀500500.30.11孔至尺寸 29.49:33 29.49, Ra1.6描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)匚工序卡片产品型号零(部)件图号LG-00共33页机械加.产品名称连杆零(部)件名称连杆第25页工序号工 序名称车间材料牌号25镇40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数镇床T6111夹具编号夹 具名称冷却液XX-L-20镶夹具工位器具编号工位器具名称工 步 号Z:步 内 容工艺装
30、备主 轴转 速 (转/分)切削 速度 (米/分)走刀量 毫米/转吃刀 深度 (毫米)走刀 次数1以基面,小头孔及一侧面定位,夹紧工件,精链大头孔至镇刀250500.30.21尺寸 65.4t.046mm , Ra0.8描 图描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)太H就十口 丁 丁手卡片产品型号零(部)件图号LG-00共33页仇憾力U-L-M产品名称连杆零(部)件名称连杆第26页工序号工 序名称车间材料牌号26称重40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数电子称1
31、夹具编号夹 具名称冷却液工位器具编号工位器具名称工 步 号工. 步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)走刀 次数1称里大,小头重里,当大头重里小于1160克时,小头重里应小于460克2当大头重量大于 1160克时,小头应小于 510克3大头重量不大于 1223克描 图描 校底图号编制(日期)审核(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)按称重去除配重块材料1工 步 号底图号标记机械加工工序卡片产品型号零(部)件图号LG-00共33页产品名称连杆零(部)件名称连杆第27页工序号工 序名称车间
32、材料牌号27铳40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铳床X621夹具编号夹 具名称冷却液XX-L-21铳夹具工位器具编号工位器具名称主 轴转 速(转/分)切削 速度 (米/分)走刀量毫米/转吃刀 深度 (毫米)27面铳刀47529.80.18处数更改文件号日期标记处数更改文件号XX公司(学校)机械加工工序卡片编制(日期)产品型号审核(日期)零(部)件图号批准(日期)LG-00共33页产品名称连杆零(部)件名称连杆第28页工序号工 序名称车间材料牌号28钻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30251夹具编号夹 具名称冷却液XX-L-22钻模工位器具编号工位器具名称工 步 号Z:步 内 容工艺装备主 轴转 速 (转/分)切削 速度 (米/分)走刀量 毫米/转吃刀 深度 (毫米)走刀 次数1以基面,大头孔及小孔定位,夹紧工件,钻6.5油孔,Ra12.56.5麻花钻48016.50.1212钻10孔,保证尺寸 6mm,Ra12.510麻花钻50016.50.121描 图
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
