 产品质量检验计划
产品质量检验计划

《产品质量检验计划》由会员分享,可在线阅读,更多相关《产品质量检验计划(7页珍藏版)》请在装配图网上搜索。
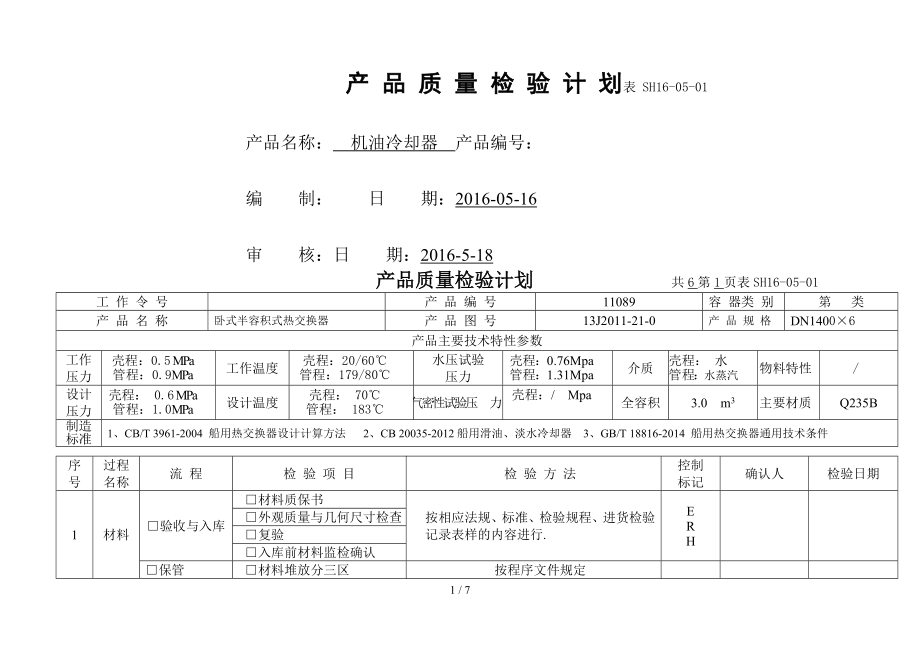
1、产 品 质 量 检 验 计 划表 SH16-05-01产品名称: 机油冷却器 产品编号:编 制: 日 期:2016-05-16审 核:日 期:2016-5-18产品质量检验计划 共6第1页表SH16-05-01工 作 令 号产 品 编 号11089容 器类 别第 类产 品 名 称卧式半容积式热交换器产 品 图 号13J2011-21-0产 品 规 格DN14006产品主要技术特性参数工作压力壳程:0.5 MPa管程:0.9MPa工作温度壳程:20/60管程:179/80水压试验压力壳程:0.76Mpa管程:1.31Mpa介质壳程: 水管程:水蒸汽物料特性/设计压力壳程: 0.6 MPa管程:1
2、.0MPa设计温度壳程: 70管程: 183气密性试验压 力壳程:/ Mpa全容积3.0 m3主要材质Q235B制造标准1、CB/T 3961-2004 船用热交换器设计计算方法 2、CB 20035-2012船用滑油、淡水冷却器 3、GB/T 18816-2014 船用热交换器通用技术条件序号过程名称流 程检 验 项 目检 验 方 法控制标记确认人检验日期1材料验收与入库材料质保书按相应法规、标准、检验规程、进货检验记录表样的内容进行.ERH外观质量与几何尺寸检查复验入库前材料监检确认保管材料堆放分三区按程序文件规定标志标识账卡物证一致发放牌号按领料单、图纸、工艺文件、物资采购仓储管理制度、
3、物料代用单必要时进行E规格数量材料标记移植材料代用2下料领料核对材料牌号、规格、 按发放控制程序领发料与工序流转卡规定核实确认E材料标记移植、表面质量划线几何尺寸、表面质量、按工序流卡内容控制E材料标记移植产品质量检验计划 续表 共6页 第2页表SH16-05-01序号过程名称流 程检 验 项 目检 验 方 法控制标记确认人检验日期2下料几何尺寸、表面质量按工序流卡、下料检查记录表样内容控制E坡口角度与钝边坡口表面无损检测3成形领料核对材料牌号、规格、材料标记移植、表面质量按相应产品工序流转卡表样规定内容进行成型形状尺寸 厚度MH/ZY01-2010、相应产品工序流卡E外观质量 热处理4组对领
4、料核对材料牌号、规格、材料标记移植、表面质量按相应产品工序流转卡内容E划线开孔相对位置与几何尺寸按产品工序流转卡、组装检验记录表EH坡口表面质量组对装配焊缝布置容规GB150、相应产品标准MH/ZY01-2010相应产品图纸和工序流转卡E管口位置内件位置棱角度错边量坡口间隙直线度 不圆度5焊接焊接工艺评定现有焊接工艺评定项目覆盖容规、相应产品图样、4708、/T4709、焊接质量控制程序确定评定的项目、拟评WPS产品质量检验计划 续表 共6页第3页表SH16-05-01序号过程名称流 程检 验 项 目检 验 方 法控制标记确认人检验日期5焊接焊接工艺评定试板、焊材与设备容规、相应产品图样、47
5、08、/T4709、焊接质量控制程序试验与测定按4708 、WPS表样内容评定并编制、审核、批准焊评报告且提交监检确认容规、相应产品图样、4708、/T4709、焊接质量控制程序RH焊接工艺卡编制焊接工艺卡内容GB150、 /T4709、产品焊接质量控制程序、焊接通用工艺规程、焊评报告、持证焊工一览表R责任签署发放更改监检产品施焊焊材烘焙、领用、发放按焊接工艺卡、焊材烘焙记录、发放台账、领料单等表内容进行E焊工资格按焊接工艺卡、持证焊工一览表、焊接通用工艺规程E施焊环境施焊参数与记录焊缝形状尺寸余高、宽窄、焊角宽度、棱角度、错边量焊缝表面质量焊工印记按焊卡、焊缝施焊与外观质量检查记录表式内容进
6、行E焊缝返修焊材烘焙、领用、发放编制焊缝返修工艺E焊工资格产品质量检验计划 续表 共6页第4页表SH16-05-01序号过程名称流 程检 验 项 目检 验 方 法控制标记确认人检验日期5焊接产品试板试板数量与备料按焊接工艺卡、产品试板流转卡所列内容ER施焊试样加工与性能检验6几何尺寸检查线性尺寸长度 高度按产品标准、图纸、外观与几何尺寸报告样表进行E圆度 直线度相对位置焊缝位置按相应产品标准、图纸、外观与几何尺寸报告样表进行E内件位置管口方位连接面形式螺栓孔跨中螺栓孔对中7无损检测接受委托施探工件的检测要求按无损检测委托单的表样内容进行工艺编制检测对象、方法、标准选用、责任签署.相应产品图纸,
7、委托要求、/T4730ER检测实施与报告检测比例按无损检测通用工艺规程、无损检测工艺卡、相应操作记录、评定记录、报告表式内容进行ER操作规范象质计质量评定质量焊缝返修再检产品质量检验计划 续表 共6页第5页表SH16-05-01序号过程名称流 程检 验 项 目检 验 方 法控制标记确认人检验日期8热处理工艺编制方法、方式、设备、参数与责任签署GB150、/T4709与相应产品图纸R分包评价按分包质量控制程序与相应记录表式内容进行R签订协议检测质量控制9耐压试验试验前检查复查受试产品外观质量和检测资料压力试验质量控制程序R试验准备与防护压力表、排气装置,封板、紧固件配备与安装按容规GB150、相
8、应产品标准、图样、耐压试验和气密试验通用工艺守则、试验工序流转卡与压力试验检验报告表样式内容进行ER安全防护试验介质试 验温度测量RH分别进行升压、保压、降压检查记录报告10气密性试 验试验准备与防护压力表、排气装置,封板、紧固件配备与安装按容规GB150、相应产品标准、图样、耐压试验和气密试验通用工艺守则、试验工序流转卡与压力试验检验报告表样式内容进行ER安全防护试验介质试 验温度测量分别进行升压、保压、降压检查记录报告RH11安全联锁装置调试确认、调试按图纸核对型号、性能,现场调试检印产品质量检验计划 续表 共6页第6页表SH16-05-01序号过程名称流 程检 验 项 目检 验 方 法控
9、制标记确认人检验日期12铭牌产品铭牌与复印件铭牌内容按容规GB150相应产品图样、R13产品质量证明文件含竣工图编制按质量证明文件表样要求填写、准确完整E审 签应符合产品相应法规、标准、图样要求.R容规、相应标准应符合产品相应法规、标准、图样要求.R检验责任工程师质保工程师R检验责任工程师质保工程师注:在过程名称、流程和控制项目前面加有标志的,作为编制计划时根据相应产品需要,对需要的在标志框内打.凡未作标志的均应按规定要求执行.此计划由质检部按产品工作令号编制流转至材料、焊接、生产部、车间、无损检测、检验、压力试验、热处理等区域,留一份随产品档案备查.质控标记符号说明:E-检查验点;R-审核点;W-见证点;H-停止点.编制/日期: 审核/日期:7 / 7
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
