 建模与仿真个人作业
建模与仿真个人作业

《建模与仿真个人作业》由会员分享,可在线阅读,更多相关《建模与仿真个人作业(12页珍藏版)》请在装配图网上搜索。
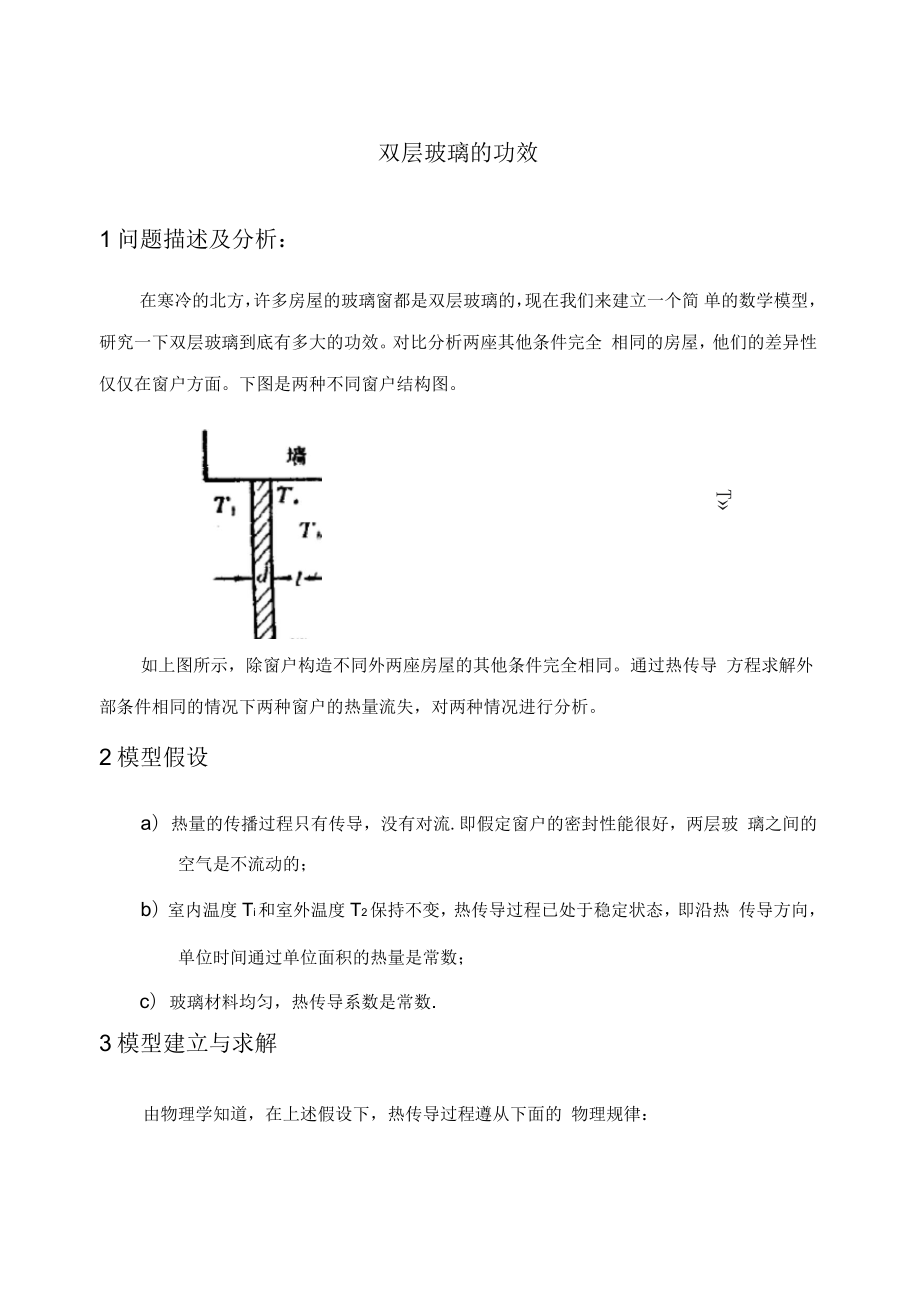
1、双层玻璃的功效1问题描述及分析:在寒冷的北方,许多房屋的玻璃窗都是双层玻璃的,现在我们来建立一个简 单的数学模型,研究一下双层玻璃到底有多大的功效。对比分析两座其他条件完全 相同的房屋,他们的差异性仅仅在窗户方面。下图是两种不同窗户结构图。T如上图所示,除窗户构造不同外两座房屋的其他条件完全相同。通过热传导 方程求解外部条件相同的情况下两种窗户的热量流失,对两种情况进行分析。2模型假设a)热量的传播过程只有传导,没有对流.即假定窗户的密封性能很好,两层玻 璃之间的空气是不流动的;b)室内温度Ti和室外温度T2保持不变,热传导过程已处于稳定状态,即沿热 传导方向,单位时间通过单位面积的热量是常数
2、;c)玻璃材料均匀,热传导系数是常数.3模型建立与求解由物理学知道,在上述假设下,热传导过程遵从下面的 物理规律:厚度为d的均匀介质,两侧温度差为T ,则单位时间由温度高的一侧向温度 低的一侧通过单位面积的热量为Q,与T成正比,与d成反比,即Q k(1)d其中k为热传导系数.3.1.双层玻璃的热量流失记双层窗内窗玻璃的外侧温度为Ta,外层玻璃的内侧温度为Tb,玻璃的热传 导系数为ki,空气的热传导系数为k2 ,由(1)式单位时间单位面积的热量传导(热 量流失)为:Q ki- k2kiddd由 Q kiTTa 及 Q kiT-T2 可得 Ta Tb (Ti T2) 2Qdddki再代入Q k2T
3、一五就将(2)中Ta、Tb消去,变形可得: dki(Ti T2)kilQ , s h ,h (3)d s 2k2d3.2 单层玻璃的热量流失对于厚度为2d的单层玻璃窗户,容易写出热量流失为:(4)T1T2Qki J22d3.3 单层玻璃窗和双层玻璃窗热量流失比较Q 2比较(3) (4)有: (5)Q s 2显然,Q Q .为了获得更具体的结果,我们需要kl,k2的数据,从有关资料可知,不流通、 干燥空气的热传导系数k2 2.5 10 4 (J/cm.soC),常用玻璃的热传导系数k1 4 10 3 8 10 3 (J/cm.scC),于是k116 32卜2在分析双层玻璃窗比单层玻璃窗可减少多少
4、热量损失时,我们作最保守的估计,即取k1 16,由(3) (5)可得:k2Q 1, l h Q 8h 1d4.模型讨论比值Q/Q反映了双层玻璃窗在减少热量损失上的功效,它只与h l/d有关, 下图给出了 Q/Q 卜的曲线,当h由0增加时,Q/Q迅速下降,而当h超过一定 值(比如h 4)后Q/Q下降缓慢,可见h不宜选得过大.Q/Q1轧机横向刚度刚度是指机械零件和构件抵抗变形的能力(弹性变形区)。3-1在轧制时,由于轧制力的作用,轧机机座产生一定的弹性变形。以板带轧机为 例,轧件进入轧辗前,原始辗缝为S0,当轧制轧件时,在轧制力P的作用下,机 座在轧辗辗身中部处产生弹性变形量f。所示轧后的轧件厚度
5、也要大于原始辗缝S0 即hsof式中h一轧后轧件厚度S0-轧辗原始辗缝f-机座的弹性变形量以四辗轧机为例,说明工作机座主要零件的弹性变形计算。四辗轧机工作机座 的弹性变形包括,轧辗系统,支承辗轴承,支承辗轴承座和压下螺丝间的受压零件, 压下螺丝的的螺母以及机架等零件的弹性变形。机座的弹性变形f就等于有关零件 弹性变形之和。求出机座弹性变形f之后,可以绘制出机座的弹性变形的计算曲线, 也可以通过以下公式求出机座的刚度系数C,即式中C-轧机机座的刚度系数P-轧制力;f- 机座的弹性变形下面分别简单说明各有关零件的弹性变形的计算:(1)轧辗的弹性变形 四辗轧机的弹性变形是由支撑辗弯曲变形,支承辗与
6、工作辗间的弹性压扁,工作辗间的的弹性压扁三部分组成,即式中E 一轧辗的弹性变形的 一支承辗辗身中部的弯曲变形久,一支承辗与工作辗间的弹性压扁 % 一工作辗间的弹性压扁具体的计算方法这里不做赘述(2)支承辗的弹性变形 当支承辗采用滚子轴承时,在轧制力的作用下, 轴承内座圈与滚子之间,滚子与轴承外座圈之间都会产生弹性压扁,在轴承不 受外负荷时,轴承内座圈的中心线是重合的,而在轧制力的作用下轴承产生弹性压扁后内外座圈的中心线就有一个位移屋=仁仁之式中%-一个轴承的弹性变形,mmla -滚子的有效接触长度,mmQ -滚子的接触角9.8-单位换算系数Q-作用在滚子上的最大负荷N,可按以下公式计算式中,/
7、为作用在轴承上的径向载荷,N; i为滚子列数;z为每列滚子的数。对整个工作机座来说,支承辗的弹性变形_.(3) 机架的弹性变形 机架的弹性变形是由横梁的弯曲变形和立 柱的拉伸变形组成。由于横梁的断面尺寸相对于横梁的长度来说是较大 的,在计算横梁的弯曲变形时,在考虑剪切力的影响,即式中 A 机架的弹性变形良 一由弯矩产生的横梁弯曲变形启一由剪切力产生的横梁弯曲变形/I一一由拉力产生的立柱拉伸变形具体的计算方法,这里不做赘述。除以上三种弹性变形以外,机座的弹性变形还包括:压下系统的弹性变形,支 承辗轴承座的弹性变形,垫板的弹性变形,止推球面垫的弹性变形,侧压仪弹性变 形等。通过以上计算可知,工作机
8、座各个零件的弹性变形的总和,即为基座的弹性变形 f.从而可以求得机座的刚度系数c为在成品轧机中,机座的刚度系数C是一个重要指标。机座的刚度系数越大, 机座的刚度越好,机座的弹性变形越小可是轧件获得较高的尺寸精度,这对板带轧 机尤其重要。P-H图的建立人工零位的弹跳方程考虑到轧机的弹性变形时,轧件的厚度为h So f So Pc由于弹跳曲线的开始段存在非线性关系,这里引入人工零位的概念,人工零 位将压靠力Po时的辗缝开度-S作为零点。则人工零位时的弹跳方程为图2人工零位时的弹跳曲线轧件的塑性变形曲线轧制压力方程是关于轧后轧件厚度的非线性方程,当把除h以外的所有变量 视为常数时,可以得到轧制压力P
9、和轧后轧件厚度的关系曲线,称为轧件的塑性 变形曲线。轧件的塑性变形曲线的关系式一般可以表示为P=f(h)。轧件的塑性变形曲线一般是非线性的,但是一般轧机使用压下量范围内基本是线性的,因此 轧件的塑性方程可以近似表示为:P=W( h h )h :压下量H :轧件塑性变形曲线直线延长线与横坐标的交点离曲线原点的距离。图3塑性变形曲线将塑性变形曲线和轧机弹跳方程绘制在同一个坐标系中即构成了轧制P-H图 图中两个曲线的交点即为在该工况下,对应的轧制力与轧件厚度图4轧制P-H图厚度控制带钢的实际轧出厚度h与预设定辗缝&和轧机弹跳值DS之间的关系可用弹 跳方程描述如下:hS0SSoPKm由上式绘成的曲线称
10、为轧机的弹性曲线,如右图曲线A所示。其斜率Km称为 轧机刚度,它表征轧机产生单位弹跳量所需的轧制力。带钢的实际轧出厚度主要取决于So、Km和P三个因素。因此,无论是分析轧 制过程中厚度变化的基本规律,还是阐明厚度自动控制在工艺方面的基本原理,都 应从深入分析这三个因素入手。厚度自动控制是通过侧厚仪或传感器(如辗缝仪和压头等)对板带实际出口 厚度连续地进行测量,并根据实测值与设定值比较后的偏差信号,利用控制回路和 装置或计算机的功能程序,改变压下位置、张力或轧制速度,把厚度控制在允许范 围内的方法。实现厚度自动控制的系统称为“ AGC (Automatic Gauge Contr。l反馈式厚度自
11、动控制系统板带从轧件中轧出之后,利用测厚仪测出实际厚度h实,并与设定值h设相 比较,得到厚度偏差口八=八设一h实,当二者数值相等时,厚度差运算器的输出为 零,即Dh = 0。若实测厚度值与使得厚度值比较出现厚度偏差Dh时,便将该值反 馈给厚度自动控制装置,变换为辗缝调节的控制信号,输出给执行机构,由压下 电动机带动压下螺丝作相应的调节,以消除此厚度偏差。图5反馈式调节P-H图fih fg MS eg effgfi fiKmfi M KmKmM连立解得:hSfiMfiKmKmMKmMKm也即:S MKmKmlMm前馈式厚度自动控制系统避免不了控制上的传递滞后或过渡过程滞后,因而限制了控制精度的进
12、一步 提高。特别是当来料厚度波动很大时,更会影响实际轧出厚度的精度。为了克服此 缺点,在现代化的冷轧机上都广泛采用前馈式厚度自动控制系统,简称前馈AGC前馈AGC不是根据本机架的实际轧出厚度的偏差来控制厚度,而是在轧制过 程尚未进行之前,预先测定出来料厚度偏差DH,并往前馈送给轧机,在预定时间 内提前调整压下机构,以便保证获得所需要的轧出厚度ho正是由于它是往前馈送 信号,来实现厚度自动控制,所以称为前馈AGC,或称为预控AGCdZViAH如图中所示:H bd ;gc gcbd bc cd Km M解得h M HM Km图6前馈式调节P-H图gc h bc KmM KmM Km .gc bcKmMMKm M h Km M M KmKm M KmMKm
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 小学四年级下册综合实践活动纸杯娃娃的制作课件
- 建筑赏析5喀什教学课件
- 建筑赏析——教堂教学课件
- 小学四年级下册综合实践活动生活中的小窍门课件
- 建筑赏析:当代建筑的特点与实例课件
- 小学四年级下册综合实践活动玩石头课件
- 小学四年级下册综合实践活动好习惯伴我成长课件
- 小学四年级下册综合实践活动水是生命之源课件
- 小学四年级下册综合实践活动节约用水课件
- 小学四年级下册综合实践活动果蔬大变身课件
- 小学四年级下册综合实践活动月饼课件
- 建筑资料员培训基础部分-建筑识图详解课件
- 小学四年级下册综合实践活动最强大脑课件
- 小学四年级下册综合实践活动早餐的学问课件
- 小学四年级上册美术ppt课件第4课家乡的古塔报本塔浙美版
