 造粒操作规程-体系
造粒操作规程-体系

《造粒操作规程-体系》由会员分享,可在线阅读,更多相关《造粒操作规程-体系(5页珍藏版)》请在装配图网上搜索。
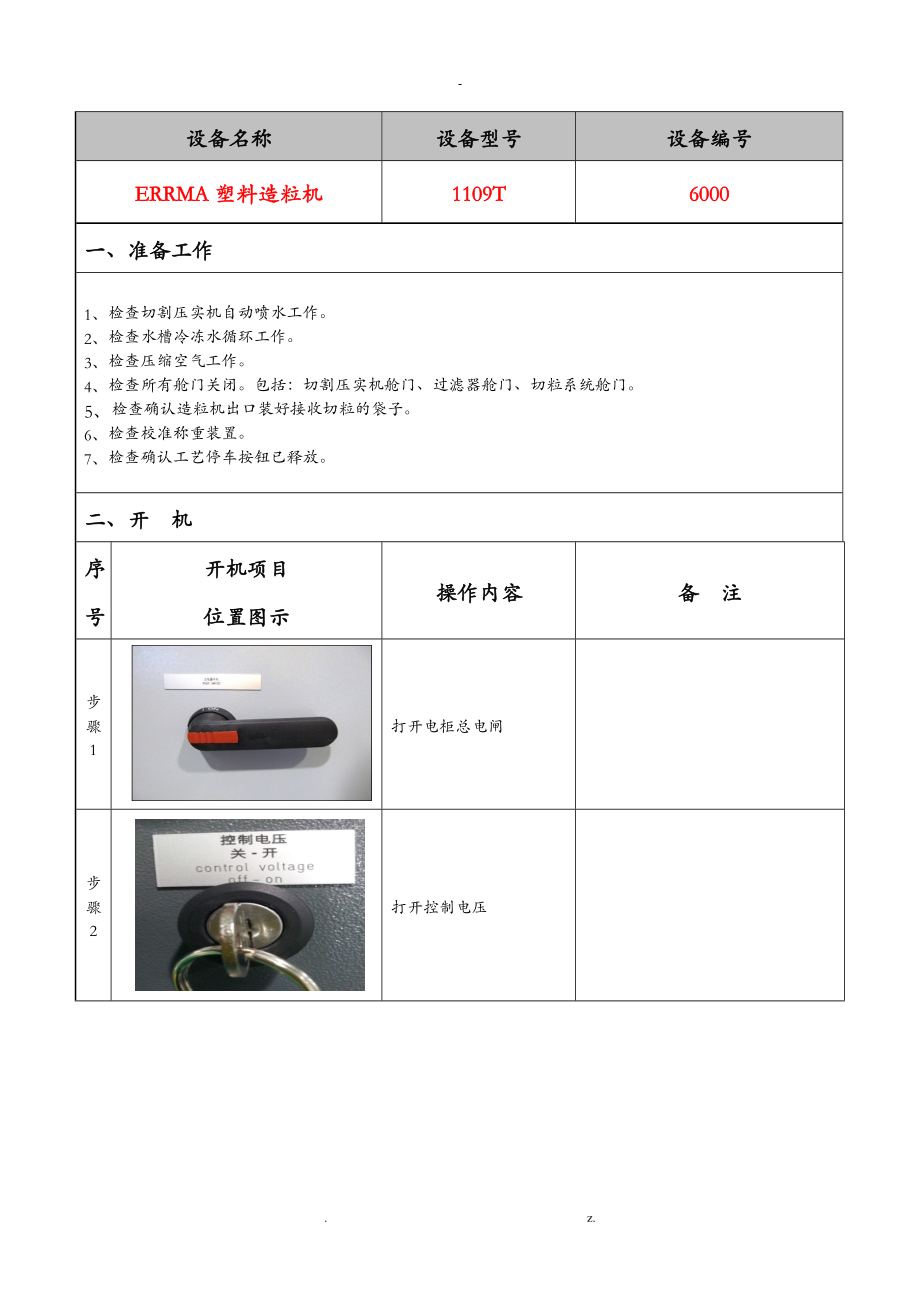
1、-设备名称设备型号设备编号ERRMA塑料造粒机1109T6000一、准备工作1、 检查切割压实机自动喷水工作。2、 检查水槽冷冻水循环工作。3、 检查压缩空气工作。4、 检查所有舱门关闭。包括:切割压实机舱门、过滤器舱门、切粒系统舱门。5、 检查确认造粒机出口装好接收切粒的袋子。6、 检查校准称重装置。7、 检查确认工艺停车按钮已释放。二、开 机序号开机项目位置图示操作内容 备 注步骤1打开电柜总电闸步骤2打开控制电压步骤3设定加热、冷却工艺温度设定进料区、加热1区、加热2区、联接器区、滤网交换器1区、滤网交换器2区、造粒区、冷却水槽的温度。步骤4设定送料点功率和切割压实机温度。 当实际温度到
2、达设定部门,并保持半个小时后,设定送料点功率和切割压实机温度。 步骤5选择输送带运作方式选择输送带自动:根据压实机内料量自动控制输送带开停动作;输送带手动:通过金属分离器控制面板手动控制输送带开停动作。步骤6压实机进料人工将薄膜搬至输送带上,通过输送带的传送及其他辅助输送方式,经过金属分离器,送至压实机内。步骤7按下切割压实机打开按钮,绿灯亮,则已打开按下切割压实机打开按钮后,进料点显示功率值,同时,根据进料量,切割压实机温度升降。步骤8打开显示屏报警界面检查、确认报警列表无内容,若有报警,则对照报警信号清单,修复、清除故障,故障清除后,按复位(reset)按钮。步骤9按下切粒系统打开按钮,绿
3、灯亮,则已打开步骤10按下挤出机打开按钮,绿灯亮,则已打开当切割压实机温度到设定温度后,打开挤出机。步骤11将切粒机联动控制旋钮旋至开”位置将切粒机联动控制选择按钮向右旋转至打开位置。实现切粒速度与挤出机负荷的自动控制。步骤12将滤网交换器旋钮打至自动”位置选择滤网交换器 手动:手动状态下,可选择活塞后退-停-前进,人工换滤网时使用;滤网交换器 自动:正常生产时使用,自动控制反冲洗;滤网交换器 自动启动:选择自动启动一次,则反冲洗一下,左右滤网交换反冲洗一下。步骤13打开振动筛和切粒冷却循环系统步骤14完成开机三、显示屏控制界面1Melt filter界面内容包括:backflush coun
4、ter;backflush time;backflush counter(反冲洗次数)为累计次数,每次换过滤器后可按reset按钮清零,一般反冲洗累计次数到30-40次时,建议更换过滤网;backflush time(反冲洗时间):为反冲洗的时间,时间越长则反冲洗时间越长,建议设定20s。界面2Downstream界面内容包括:set value granulator speedset value increment factoractual value melt pressureset value granulator speed(设定造粒机速度值)set value increment f
5、actor(变动幅度值):与切粒机联动控制相关,即为在设定值的幅度内联动可变;actual value melt pressure(实际熔体压力值):为模头前熔体压力值。界面3Alarms界面,在出现故障时显示报警列表。通过右侧上下箭头按钮可向上和向下选择报警选项,清除报警故障后,按reset键复位。四、更换过滤器1、 将滤网交换器旋钮打至手动”位置。2、 将活塞旋钮打至前进”位置,并长按,直到活塞自动停下,此时绿灯亮。3、 打开过滤器舱门。4、 取下滤网。5、 将新滤网按顺序装上。6、 将套筒套在活塞上,反光面朝上,感应活塞位置。7、 将活塞旋钮打至后退”位置,并长按,直到活塞第一次自动停下。8、 将套筒取下,再将活塞旋钮打至后退”位置,并长按,直到活塞自动停下。9、 过滤器更换完成,关闭舱门。五、更换切刀1、 打开切粒系统舱门。2、 将四个刀片同时拆下,注意:4个刀片一起更换。3、 将四个新的刀片装在模头上,并卡牢固。六、调节切粒大小方式一:自动控制切粒大小,将切粒机联动控制打到开”的位置,则切粒速度根据熔体压力和熔体粘度自动控制。方式二:手动控制切粒大小,将切粒机联动控制打到关”的位置,切下粒子的长度可以根据需要手动调节切粒机速度旋钮控制。七、关 机1、将切割压实机内的原料用光,并将挤出机内的料挤光。2、关闭控制电压。3、关闭电柜总电源。. z.
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
