 西门子840D编程学习
西门子840D编程学习

《西门子840D编程学习》由会员分享,可在线阅读,更多相关《西门子840D编程学习(67页珍藏版)》请在装配图网上搜索。
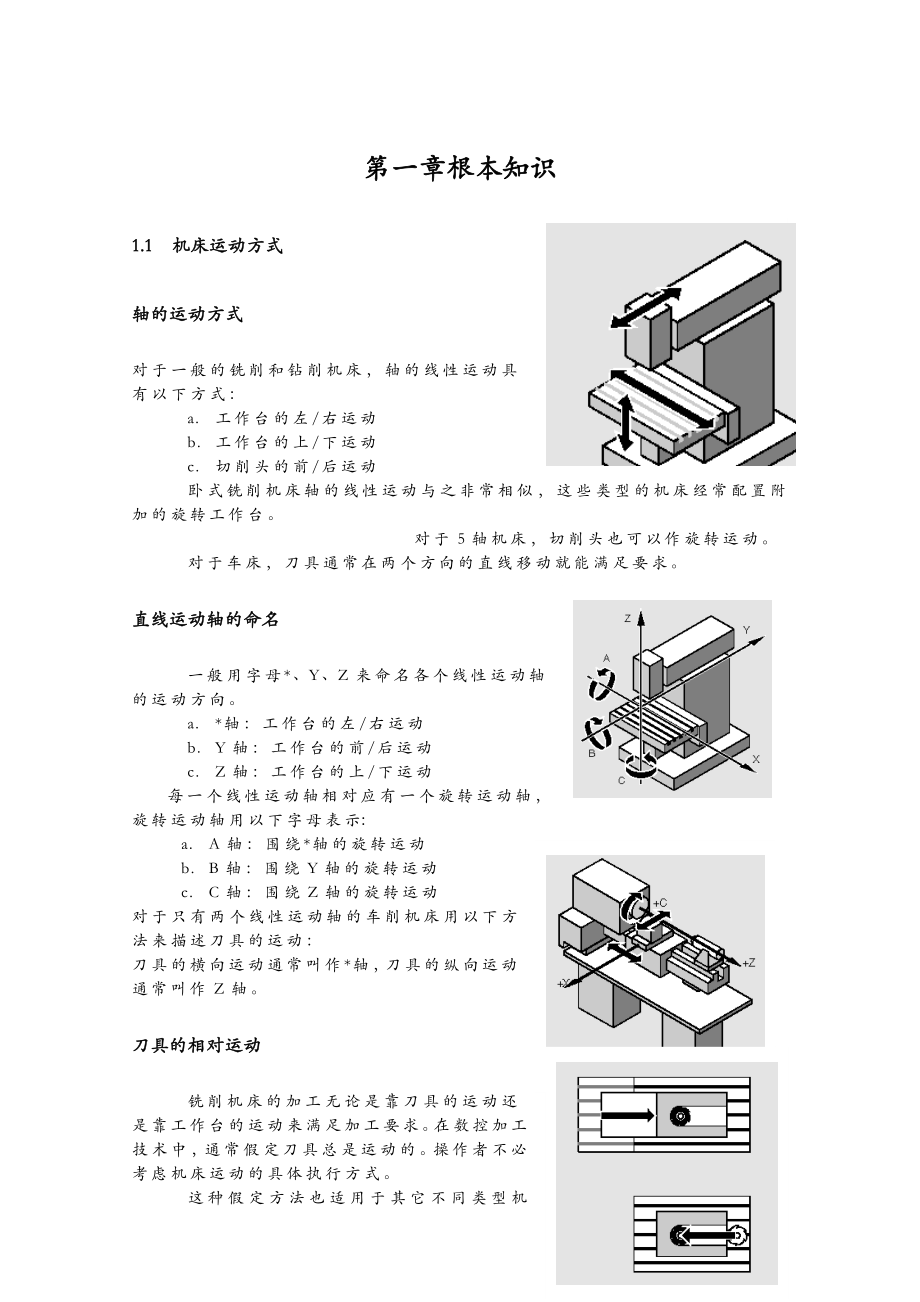
1、第一章根本知识1.1 机床运动方式轴的运动方式对于一般的铣削和钻削机床,轴的线性运动具有以下方式:a. 工作台的左/右运动b. 工作台的上/下运动c. 切削头的前/后运动卧式铣削机床轴的线性运动与之非常相似,这些类型的机床经常配置附加的旋转工作台。对于5轴机床,切削头也可以作旋转运动。对于车床,刀具通常在两个方向的直线移动就能满足要求。直线运动轴的命名一般用字母*、Y、Z来命名各个线性运动轴的运动方向。a. *轴:工作台的左/右运动b. Y轴:工作台的前/后运动c. Z轴:工作台的上/下运动每一个线性运动轴相对应有一个旋转运动轴,旋转运动轴用以下字母表示:a. A轴:围绕*轴的旋转运动b. B
2、轴:围绕Y轴的旋转运动c. C轴:围绕Z轴的旋转运动对于只有两个线性运动轴的车削机床用以下方法来描述刀具的运动:刀具的横向运动通常叫作*轴,刀具的纵向运动通常叫作Z轴。刀具的相对运动铣削机床的加工无论是靠刀具的运动还是靠工作台的运动来满足加工要求。在数控加工技术中,通常假定刀具总是运动的。操作者不必考虑机床运动的具体执行方式。这种假定方法也适用于其它不同类型机床的程序运行。位置数据机床运动可以通过编程使*一指定轴到达指定位置。例如:*100这表示工作台在*方向移动100mm,或者说是刀具相对于工件在*方向移动100mm。也可以通过程序来实现多轴联动。例如:*100 Y1001.2 工件位置表示
3、机床坐标系机床必须指定一个线性运动轴在相应方向运动的参考坐标系,以使机床或切削控制在指定位置成为可能。通常以字母*、Y、Z轴构成的直角坐标系来描述。按照标准DIN 66217的规定,机床刀具运动用右手直角笛卡儿坐标系来描述,坐标系的交点叫零点或原点。有时机床工作需要甚至必须用负的位置坐标数据,原点以左的位置坐标通过在坐标数据前冠以“号表示。位置定义为了定义一个位置,假定沿着坐标轴遵循一定的规则。那幺现在就可以用指定的坐标方向*、Y、Z向及三个资料描述坐标系上的每一点。原点坐标为*0、Y0、Z0。例如:为了到达简化的目的,我们在这个例子中只用坐标系的一个平面如*Y平面来说明。图中的P1点至P4点
4、用以下坐标值来表示:P1 *100 Y50P2 *-50 Y100P3 *-105 Y-115P4 *70 Y-75在铣削操作中,进给深度也必须描述出来,另外,我们需要定义第三坐标轴的值在这种情况下是Z轴。例:图中的P1至P3点在这个例子中用以下坐标定义:P1 *10 Y45 Z-5P2 *30 Y60 Z-20P3 *45 Y20 Z-15极坐标系在坐标系中用点的坐标来定义点的方法叫“笛卡儿坐标。这儿还有另外一种定义点的方法叫做“极坐标。无论是工件还是工件的一局部用半径和角度来测量的尺寸表示点的位置的方法叫做“极坐标。例如:图中的P1点至P2点用参考极点的坐标值来描述其位置。P1:半径100
5、角度30P2:半径60角度75绝对坐标系在绝对坐标系中,所有点的坐标都是参考坐标系原点而来的,适用于刀具的运动。它的含义为:用绝对坐标值描述的位置是刀具将要到达的位置。例如:图中的P1点至P3点的绝对坐标为:P1 *20 Y35相对于原点的坐标值P2 *50 Y60相对于原点的坐标值P3 *50 Y60相对于原点的坐标值相对坐标系在加工图样中,经常用到相对坐标。它的尺寸不是参考坐标系的原点,而是参考工件上另外一点的坐标而得来的。为了防止这类尺寸之间的转换,采用相对坐标来定义点的坐标就可以解决这一矛盾。相对坐标是参考前一点的位置,适用于刀具的运动,它的含义是:用相对坐标值描述的是刀具移动的距离。
6、例如:图中的P1点至P3点的相对坐标是:P1 *20 Y35相对于原点的坐标值P2 *30 Y20相对于P1点的坐标值P3 *20 Y-35相对于P2点的坐标值平面定义一个平面用两个坐标轴来定义,第三个坐标轴垂直于这个平面,决定刀具进给的方向。在编程过程中,为了能计算刀具的偏移量而设定工作平面是必要的。这个平面和*种类型的循环编程及极坐标也有一定的联系。工作平面在NC程序中用G17、G18、G19指令来定义。工作平面定义指令进给方向*YG17ZZ*G18YYZG19*1.3 坐标系统的设定坐标系概述我们应该区分以下坐标系:a. 机床坐标系b. 根本坐标系c. 零件坐标系d. 当前零件坐标系在机
7、械运动学中,编程中常用到坐标系的转换。注:本小节中关于特殊轴定义的说明见轴的类型一节。机床坐标系机床坐标系由机床实际存在的所有轴组成。刀具和工作台改变的参考点在机床坐标系中被定义。当机床坐标系用于编程这在一些G功能的应用中是可能的时,机床的物理轴直接用其地址。不允许参考于工作坐标系而得来。机床坐标系的设定与机床的类型有关,坐标轴的方向遵循右手的“三手指规则根据标准DIN 66217。具体的做法是:站在机床前面,右手的中指指向机床主轴远离进给的方向,然后根据下面方法确定:a. 拇指指向+*方向b. 食指指向+Y方向c. 中指指向+Z方向事实上,随着机床类型的不同,坐标系看起来也有很大区别。根本坐
8、标系根本坐标系是一个“笛卡儿坐标系,这个“笛卡儿坐标系是机床坐标系经过运动转换后而得来的。假设没有运动转换,则根本坐标系与机床坐标系的唯一区别是关于轴的指定上。零点偏置、比例变换等都是在根本坐标系上完成的。定义工件加工的工作区域的坐标也是参考根本坐标系指定的。零件坐标系零件的几何特征是在零件坐标系中描述的。换句话说,数控程序中的资料是参考零件坐标系确定的。零件坐标系是一个“笛卡儿坐标系并且标识于指定零件上的坐标系。矩阵概念概述矩阵概念是一个“笛卡儿坐标系转换为另一个“笛卡儿坐标系的自定义算术规则。在一个矩阵中包含以下变换功能:a. 坐标系的零点偏置平移b. 坐标旋转c. 坐标镜像d. 比例变换
9、这些变换功能可以单独运用,也可以综合运用。零件坐标系与机床轴的关系零件坐标系的位置与根本坐标系或机床坐标系的关系通过矩阵变换编程来决定。在NC程序中通过如G54等指令调出或激活零件坐标系。当前工件坐标系有时在一个程序中,工件需要重新定位和旋转、镜像或比例缩放而设置新的工件原点。在工件坐标系中,矩阵变换编程常用于在一个适宜的位置重新设置当前的工件原点以便于重新定位旋转、镜像或比例缩放。在同一个程序中,允许设置假设干个零点偏置。1.4 轴的类型主坐标轴几何坐标轴主坐标轴定义一个右手坐标系,刀具在这个坐标系中通过编程实现运动。在数控加工技术中,主坐标轴被称为几何轴。在这本编程手册中常用这种说法。对于
10、车削类机床,经常用到*轴和Z轴,有时也用到Y轴。对于铣削类机床,经常用到*轴、Y轴、Z轴。附加坐标轴相对于几何轴而言,把没有一定几何关系的坐标轴定义为附加坐标轴。例如:车床转塔刀架的位置轴U,尾座轴V。第一主轴主切削轴机床加工运动中起决定切削作用的主轴被称为第一主轴。这根主轴在机床数据中被称为主切削轴。根据规定,主切削轴与第一主轴的说法等效。注:这种主轴的分配可以通过指令SETMS主轴数字详见第5节中的有关说明来改变。特定功能如螺纹切削运用这根主轴来完成。指令:S或S0辅助主轴机床加工运动中起辅助切削作用的主轴被称为第一主轴。指令:S1,S2,S3,S4轴的类型在编程时注意区别以下类型的轴:a
11、. 机床轴b. 通道轴c. 几何轴d. 附加轴e. 路径轴f. 位置轴g. 联动轴机床轴机床轴的名称在机床数据中被设定。标准名称:*1、Y1、Z1、A1、B1、C1、U1、V1也可以用以下标准名称来描述:A*1、A*2、A*n。通道轴在一个通道内的运动轴叫做通道轴。定义:*、Y、Z、A、B、C、U、V几何轴直角坐标系第二章数控程序编制的根本规则2.1 数控程序语言的构成元素文字设置以下文字在数控程序中是有效的。大写字母:A、B、C、D、E、F、G、H、I、J、K、L、M、N、O、P、Q、R、S、T、U、V、W、*、Y、Z。小写字母:a、b、c、d、e、f、g、h、i、j、k、l、m、n、o、p
12、、q、r、s、t、u、v、w、*、y、z。注:大、小写字母之间没有明显的区别。阿拉伯数字:0、1、2、3、4、5、6、7、8、9。特殊字符:字符含义%程序开场字符只用于外部的PC程序编制用于参数或注释的符号用于参数或注释的符号用于索引或地址的括号用于索引或地址的括号大于:主程序段=赋值,等于/除;程序段跳过执行*乘+加-减“双引号;字符串标记单引号;特殊数值标记;十六进制数$系统数据标记_下划线,字母属性?保存暂不指定!保存暂不指定.小数点,逗号,参数分隔符;说明、注释开场&文字格式,与空格字符一样Lp程序段完毕Tab分隔符space分隔符空白注:无打印字符可作为空白字符。功能字数控程序是由程
13、序段组成的,每一个程序段是由功能字组成的。数控语言中的一个功能字包含一个地址字符和一个数字或表达一个数值的数字变量。这个功能字的地址字符通常是一个字母。数字变量可以包含一个引导标记符和一个十进制小数。这个引导字符总是出现在地址字符和数字变量之间。正的引导字符+可以省略不写。.1 地址功能字地址有固定地址或可变地址。例如轴*、Y、Z、主轴转速S、进给速度F、圆的半径CR等等。.2 模态地址/非模态地址在编程中,同一地址在出现新的数值以前一直有效的地址叫做模态地址。模态地址在编程中,同一地址直到出现新值的程序段以前一直有效。非模态地址只在本程序段内有效。.3 轴的引申地址在轴的引申地址中,坐标轴名
14、称插入在地址后面的中括号内。这个坐标轴名称代表这根轴。例如:FAU=400;指定轴U的进给速度。.4 扩展地址扩展地址使在一个系统中同时存在几个坐标轴和几个主轴称为可能。一个扩展地址由一个具有引申意义的数字或由一个包含在中括号中的有效名称和一个有“=的算术表达式组成。例如:*7不需要“=,7是一个数值,但在这儿有一个“=号也是允许的。*4=20将值赋给*4轴需要“=CR=7.3两个字母的地址需要“=M3=53*主轴停顿扩展地址表示法只有在以下直接地址中允许使用。*、Y、Z轴地址I、J、K增量参数S主轴转速SPOS,SPOSA主轴位置M辅助功能H辅助功能T刀具顺序号F进给速度在扩展地址表示法中的
15、数字指针可以通过一个有效的M、H、S地址及SPOS和SPOSA来代替。这个有效的地址名称置于中括号中。例如:SSPINU=470SPINU主轴的转速为470rpmMSPINU=3SPINU主轴顺时针旋转TSPINU=7SPINU主轴选择刀具.5 系统固定地址以下地址是系统固定的地址。地址含义地址含义D刀具偏置号N子程序F进给功能P程序编号G准备功能R参数变量H辅助功能S主轴转速L子程序调用T刀具顺序号M辅助功能:主程序程序举例:N10 G54 T9 D2引申轴的固定地址:地址含义A*轴值在轴的程序段中可以变化ACC轴的加速度AF轴的进给FDA轴的手轮进给倍率FL轴的进给速度限制IP插补参数OV
16、RA轴的进给倍率POS轴的定位PO多项式系数POSA程序举例:N10 POS*=100当用引申轴编程时,这根线性运动轴置于封闭的中括号内。.6 地址变量地址也可以用一个地址字母或地址字母以外的具有引申意义的数字或者一个空余的符号定义。变量地址在一个程序的控制中必须是唯一的。一样的地址名称不允许用于不同类型的地址。注意以下地址类型的区别:a. 轴值和终点地址b. 插补参数地址c. 进给速度地址d. 逼近位置地址e. 测量地址f. 轴和主轴的地址g. 变量地址字母有:A、B、C、E、I、J、K、Q、U、V、W、*、Y、Z。用户在机床数据中可以改变这些变量地址的具体含义。例如:*1,Y30,U2,I
17、25,E25,E1=90,具有引申意义的数字序号由一个或两个数字构成,它总是固定的。.7 地址名称这种地址的标记可以通过增加具有特征含义的字母加以扩展。例如:CR圆弧半径SPOS.8 操作/算术功能代码含义+加-减*乘/除,整数/整数=实数;例如:3/4=0.75DIV除,只限于可变化的整数类型整数DIV整数=整数;例:3/4=0MOD模数相除生成一个整除后的余数。例如:3MOD4=3:链操作SIN()正弦函数COS()余弦函数TAN()正切函数ASIN()反正弦函数ACOS()反余弦函数SQRT()平方根ABS()绝对值POT()平方TRUNC()取整数局部ROUND()圆整最后一位四舍五入
18、LN()自然对数E*P()指数输入功能.9 地址赋值在编程中,可以给地址赋一个值。赋值的类型根据地址名称的类型而定。在以下情况下,在地址名称和数值之间必须插入一个“=号。a. 地址名称由一个以上字母组成。b. 数值由一个以上常量组成。如果地址名是一个单一的字母和数值只有一个常量,则“=号可以省略。在地址字母的后面加引导字符和分隔符也是允许的。例如:*10将数值10赋给地址*,不需要“=号。*1=10将数值10赋给地址*1,需要“=号。FGROUP*1,Y2通过二维数组参数赋值A*DATA*1A*1在程序中间接地将地址*1的值赋给地址A*。*=10*(5+SIN(37.5)通过带有“=号的算术表
19、达式赋值。.10 重要地址地址含义备注A旋转轴变量B旋转轴变量C旋转轴变量D刀偏顺序号定量F进给速度定量FA轴的进给定量FL轴的进给极限定量G准备功能定量H辅助功能定量I插补参数变量IP插补参数变量J插补参数变量K插补参数变量L子程序调用定量M辅助功能定量N子程序定量OVR倍率定量P程序编号定量PO多项式系数定量POS轴定位定量POSA轴的边界定位定量SPOS主轴定向定量SPOSA在限制区域内主轴定向定量Q轴变量R数学参数定量S主轴转速定量T刀具顺序号定量U轴变量V轴变量W轴变量*轴变量Y轴变量Z轴变量AC圆弧角度变量CR圆的半径变量AP极坐标角度变量RP极坐标半径变量:主程序定量.11 地址
20、名称地址名称也可以用一个单词来描述根据标准DIN66025,在同一个NC程序中,这个单词具有一样的含义,这个地址名称必须是唯一的。同一个地址名称不能用于其它的地址。地址名可以代表以下含义:a. 变量系统变量用户变量b. 常量c. 关键词d. 一些字母表示的DIN地址e. 跳转标记构成规则:a. 一个地址名可以由32个以内的有效字符组成;b. 以下字符有效:i.字母ii.下划线iii.数字c.开头两个字符必须是字母或下划线,编程时操作符号不能插在分隔符之间见后述。例如:CMIRROR,CDON注意:留作专用的关键词不能用于地址名称,在分隔符之间制止使用操作符号。屏幕显示对字符数量有一定的限制,在
21、标准显示配置下,有以下限制:a. 程序名:24个字符b. 轴名:3个字符c. 变量名:32个字符地址名称分配规则为了防止地址名称之间发生冲突,故提供以下遵循规则:a. 所有的以CYCLE或下划线开场的地址名称留作SIMENS循环用。b. 所有的以CLS开头的地址名称留作SIMENS编辑循环用。c. 用户编辑循环的地址名称以CC开头。d. 我们建议用户选择以字母U或*种下划线以及不同于系统、编辑循环和SIMENS循环开头的地址名称。.12 变量名在用于系统的变量中,开头字符采用“$符号。这个字符不能用于用户定义的变量。例如:$P_IFRAME,$AC_F在用引申含义的数字表示的变量中,零可以忽略
22、不写。例如R01可以用R1代替。.13 矩阵名根本变量命名规则也适用于矩阵命名。以矩阵名称表示的算术变量也是有效的。例如:R10=.14 数据类型一个变量可由*一个数值或一些数值或一个字符或几个字符组成,例如一个地址字母。数据允许的类型由定义的变量类型决定,系统变量和预定义的变量数据类型的关系是确定的。根本变量类型/数据类型类型含义取值*围INT整数=2-1REAL实数=1010BOOL布尔运算符:真1和假01,0CHARASCII码0255STRING字符串,字符数量在表示,不超过200字符序列号0255A*IS只用于坐标轴轴数FRAME矩阵,用于坐标偏移、旋转、比例、镜像的几何参数上述根本
23、类型也可在一个阵列中联合起来使用,也可以使用二维阵列。常量a. 整数常量有引导字符或没有引导字符的整数。例如将一个数值赋给一个地址。例如:*100 将值+100赋给*轴Y-100 将值-100赋给Y轴b. 实数常量实数例如十进制小数,有或没有引导字符的实数,例如将一个数值赋给一个地址。例如:*10.25 将值10.25赋给轴*-10.25 将值-10.25赋给轴*0.25 将值0.25赋给轴*.25 将值0.25赋给轴*,“0”可以省略*=-.1E*-3 将值-0.110赋给轴*注:十六进制常量常量也可以在十六进制格式中用十六进制数表示。字母“A到“F分别代表数字“10到“15。十六进制常量用
24、单引号表示,起始字母为“H,后面跟十六进制数。字母和数字间也可以使用操作符。例如:SMC_TOOL_MANAGEMENT_MASK=HFFFF将十六进制的数值赋给机床数据。字符的数量受到整数类型数据取值*围的限制。二进制常量常量在二进制格式中也可以使用二进制数来表示。在这种情况下,只使用数字“0和“1。二进制常量用单引号表示,起始字母为“B,后面跟二进制数。字母和数字间也可以使用操作符。例如:SMN_AU*FU_GROUP_SPEC=B1000001 0到7位赋值。字符的数量受到整数类型数据取值*围的限制。程序段和程序构造一个NC程序由各个独立的NC程序段组成,一个NC程序段一般由各功能字组成
25、。一个NC程序段包含一个操作步骤的所有需要的数据和一个检测字符“LF换行。注:“LF字符不必手动插入,它一般在你改变行的时候自动生成。.1 程序段长度一个程序段最多包含242个字符包括注释和完毕字符“LF在内。注:在当前的操作程序显示区,一般可以显示三个程序段,每一个程序段不超过66个字符,注释也显示出来。在单独的信息显示区显示机床操作信息。.2 程序段中各个功能字的顺序为了保证程序段构造的清晰性,程序段中功能字一般按以下顺序排列。例如:N10 G_ *_ Y_ Z_ F_ S_ T_ D_ M_ H_各功能字说明地址含义N子程序段的顺序号地址10程序段号G准备功能*、Y、Z位置数据F轴的进给
26、速度S主轴转速T刀具号D刀具偏置号M辅助功能H辅助功能次要注:一些地址在同一程序段中可以屡次使用。例如G_,H_,M_.3 主程序段/子程序段在NC程序中,有两种程序段。a. 主程序段b. 子程序段在以主程序段开场的NC程序局部中,主程序段必须包含所有的完成操作所需要的信息的功能字。注:主程序和子程序之间也可包含主程序段,在此,控制系统不检测主程序段中是否包含所有的完成操作所需要的信息。一个子程序段包含每一个操作步骤的所有需要的信息。.4 NC程序段的顺序号主程序段通过一个主程序段序号来定义。一个NC主程序段的顺序号包含字符“:和一个整数程序段顺序号,这个程序段序号总是出现在程序段的开场。注:
27、主程序段顺序号在一个程序文档中必须是唯一的。例如: :10 D2 F200 S900 M3子程序段通过一个程序段顺序号来定义。一个NC子程序段的顺序号包含字符“N和一个整数程序段顺序号,这个程序段顺序号总是出现在程序段的开头。例如: N20 G1 *14 Y35 N30 *20 Y40为了当系统搜索程序时,只有唯一的结果,子程序段顺序号在一个程序中必须是唯一的。注:主程序段顺序号是任意的,建议采用递增的顺序号。根据实际情况,在程序中也可以不使用程序段顺序号。 NC程序构成一个NC程序由一个主程序段和假设干个子程序段构成。例如::10 D2 F200 S900 M3N20 G1 *14 Y35N
28、30 *20 Y40N40 Y-10在任何程序运行时,不需要执行的程序段可以跳过。跳过不需要执行的程序段通过在该程序段前用字符“/指定。一些连续执行的程序段也可以跳过执行,跳过的程序段局部不执行,下一个没有跳过的程序段继续执行。例如:N10 执行/N20 跳过 N30 执行/N40 跳过/N50 跳过/N60 跳过 N70 执行注:跳过的程序段本身可以通过用户或控制器控制执行。为了控制程序的执行,系统和用户变量也可以用于条件跳转。也可用“;来代替“/,效果一样。.1 跳转标记在一个NC程序中,可以用一个标记来表示跳转。注:在高级编程指南中你将见到更详细的说明。跳转标记名由至少2个最多32个字符
29、字母、数字、下划线组成,开头两个字符必须是字母或下划线,跳转标记后跟一个“:号。注:在一个NC程序中跳转标记必须是唯一的。跳转标记总是在程序段的开头。如果程序段存在序号,则跳转标记在程序段序号后面。.2 注释局部为了便于其它用户和NC编程人员更容易地理解NC程序,建议在程序段中参加相应的编制意图注释。注释插入在程序段的结尾,用一个“;号把注释局部与NC程序段的加工程序局部分开。例如:N10 G1 F100 *10 Y20;NC程序段的注释或N10;Qianyi jingying *ue*iban.N20;qukai 2010-11-24 N50;ci kong yi jia gong.注释可以
30、存贮和在程序运行时显示在当前的程序显示区内。2.2 NC程序构造和内容一个NC程序或零件程序由一系列的描述数控机床刀具连续加工过程的NC程序段组成。有一个关于程序构造的标准是DIN 66025标准。这个程序也叫做“零件程序,因为它包含一个零件加工的全部所需指令。一个NC程序或零件加工程序使工件通过数字控制机床刀具自动运行进展加工成为可能。注:程序名的命名规则一个程序的名称从文件中得来。一个程序名称可以由不超过32个字符字母、数字、下划线组成。但不包含一些分割符号。头两个字符必须是字母。例如:MPF100WELLE只有程序名称的前24个字符可以显示。在操作指南中你将见到更详细的程序存储方面的说明
31、。子程序名在标准DIN 66025有关子程序命名的规定中,可以在具有引申意义的数字前面冠以字母“L“l大写和小写作为子程序名,引申数字前有无“0”字符是有区别的。例如“L01”和“L1”所表达的含义是不一样的。程序完毕在程序的最后一个程序段必须有表示“程序完毕的标记。这些标记有M2、M30、M17或RET。例如:N10 N20 N90 M2;最后一个程序段ORN90 M30;最后一个程序段ORN90 M17;最后一个程序段ORN90 RET;最后一个程序段程序信息为了提供应用户的关于当前程序运行的机床状态信息也可以编制到程序当中去。在NC程序中,信息通过插入键盘字“MSG和后面跟一个含有用双引
32、号标记的信息文本内容的“表示。信息也可以通过程序“MSG去除。例如:N10 MSG“Roughing Contour插入加工信息N20 *_ Y_NN90 MSG;去除N10中的信息报警设置你也可以在NC程序中设置报警信息。报警信息在显示器的一个单独区域显示。在控制过程中报警装置和它所承受到的信号之间的联系取决于报警方式。可以通过插入键盘字“SETAL和后面跟一个含有报警信息序号的圆括号的程序段报警。报警顺序号的有效*围为6000069999。其中序号6000064999是留作SIEMENS循环出错使用的。报警信息总是通过一个单独的程序段设置的。例如:N100 SETAL65000;设置报警号
33、为65000的报警信息第三章刀具运动编程3.1 定义初始条件概述在这一节中,你将了解到一般出现在NC程序开头的常用命令介绍。这些功能的组合方式并不是单一的一种方式,例如:工件平面的选择也可以在NC程序中设置在另一点。这一节和下面的几节让我们来谈一谈一个NC程序的常规构造。我们在这儿首先讨论的程序的开场局部。绝对/相对坐标尺寸编程,G90/G91编程程序格式绝对坐标尺寸编程G90或*=AC_ Y=AC(_) Z=AC_相对坐标尺寸编程G91或*=IC_ Y=IC(_) Z=IC_参数说明* Y Z直线运动轴的名称=AC绝对坐标尺寸非模态=IC相对坐标尺寸非模态功能G90/G91指令和非模态的坐标
34、尺寸AC/IC用于定义系统到达设置点的方式。绝对坐标尺寸,G90 坐标尺寸是参考激活的坐标系原点而得来的坐标尺寸。程序中点的坐标表示刀具将要到达点的位置。例如:在工件坐标系中。相对坐标尺寸,G91坐标尺寸是相对于刀具已经到达的最后一点的坐标。你将以刀具要移动的距离来编程。非模态的绝对尺寸和相对尺寸,AC/IC当G91被激活时,AC可以被用于在指定程序段中允许*根轴可以单独采用绝对尺寸编程。当G90被激活时,IC可以被用于在指定程序段中允许*根轴可以单独采用相对尺寸编程。备注:指令G90、G91一般应用于所有轴在后续的程序段中有效的编程情况。两者均为模态指令。程序举例:刀具移动的通道在绝对坐标系
35、中是以工件的零点为参考点的。圆弧插补中心点坐标I和J在绝对坐标系中的每一个程序段中被指定,圆的中心点坐标用相对尺寸编程,而不考虑G90/G91的状态。N10 G90;绝对尺寸编程N20 G0 *45 Y60 Z2;到达起始点N30 G1 Z-5 F500;刀具进给N40 G2 *20 Y35 I=AC45 J=AC35;圆弧中心点的绝对坐标旋转轴绝对尺寸DC、ACP、A编程程序格式A=DC(_) B=DC(_) C=DC(_)或A=ACP(_) B=ACP(_) C=ACP(_)或A=A(_) B=A(_) C=A(_)参数说明A B C将要运动的旋转轴名称DC绝对尺寸,直接逼近终点位置ACP
36、绝对尺寸,顺时针方向逼近终点位置A绝对尺寸,逆时针方向逼近终点位置功能利用上述参数你可以定义旋转轴按各种不同的方式逼近指定位置。利用DC的绝对尺寸编程旋转轴在绝对坐标系中以沿着最近的方向逼近程序指定的位置。旋转轴运动通过的区域不超过180。利用ACP的绝对尺寸编程旋转轴在绝对坐标系中以顺时针方向逼近程序所指定的位置。利用A的绝对尺寸编程旋转轴在绝对坐标系中以逆时针方向逼近程序所指定的位置。注:0360旋转*围必须在机床数据中指定模态记忆。G91或IC必须在程序中指明,以使旋转轴在程序中以大于360的角度旋转。你可以在前面的表达中看到更多的有关说明。注:旋转轴的正向旋转方向顺时针或逆时针可以在机
37、床数据中设定。备注:你也可以用DC、ACP、A将主轴定向到指定位置。例如:SPOS=DC45程序举例:在具有旋转工作台的机床上:刀具是静止的,刀具通过工作台以顺时针方向旋转270加工一个圆弧槽。N40 G0 C=DC(0);旋转工作台定位在0位置上N50 G1 Z-5;刀具进给N60 C=ACP270;刀具切圆弧槽公制/英制尺寸编程,G70/G71程序指令:G70/G71指令说明:G70 英制尺寸G71 公制尺寸功能依据产品图纸的尺寸,你可以对用英制和公制尺寸交替标注的工件进展编程。说明你可以通过这个指令通知控制系统转换以下几何尺寸所需偏差的单位系统,然后直接输入它们的几何尺寸。a. 位置坐标
38、*、Y、Zb. 中点坐标I1、J1、K1插补参数I、J、K和圆编程的半径CRa. 螺纹导程b. 运动编程TRANSc. 极半径RP所有其它参数如进给速率、刀具偏置或零点偏置的设置通过定义机床数据的测量系统来完成。程序举例在默认设置为公制单位的情况下,进展公英制转换。N10 ;默认设置为公制单位N20 *90N30 G70 G1 *2.75 Y3.22 F500;以英制单位的尺寸逼近程序指定位置,直到G71被激活之前G70一直有效。N40 *1.18 Y3.54N100 G71 *20 Y30;以公制单位的尺寸逼近程序指定位置。设置零点偏置,G54G599编程格式调用指令:G54/G55/G56
39、/G57或G505G599注销指令:G53或G500或SUPA指令说明G54G57调用14个零点偏置G500注销,直到下一个G54G599指令出现G53非模态注销,包括程序偏置SUPA非模态注销,包括程序偏置和手轮偏置DRF,外部的零点偏置和预先设置的零点偏置功能零点偏置把根本坐标系的原点与所有轴的工件原点联系起来。对于工件的不同装夹位置,零点偏置可以通过一个G指令指定一个程序零点以简化编程。说明设置偏置值在控制面板上,键入以下工作台的零点偏置值。a. 偏置坐标b. 工作台的旋转角度c. 需要的比例因子详细说明请看操作指南的有关内容。激活零点偏置在NC程序中,零点偏置通过指令使机床坐标系转变为
40、工件坐标系。在下一个NC程序段中,所有的位置参数及刀具的移动是参考当前设置的工件原点。注:可以设置4个有效的零点偏置。例如,在多个工件的加工操作中,可以设置4个工件装夹位置。附加可设置的零点偏置,G505G599这些指令对于需要设置附加的零点偏置是非常有效的,这些指令使你可以创立多达100个零点偏置,这是对G54G57指令所设置的4个零件偏置的一个补充。注销零点偏置指令G500可以注销所设置的零点偏置。指令G53或指令SUPA常用于可编程的程序段注销或零点偏置的注销。备注在程序开场的默认设置中,例如G54或G500可以在机床数据中被设置。程序举例在这个例子中:在一个工作台上装夹3个工件,通过G
41、54G56设置零点偏置来加工该工件。工件的加工程序为子程序L47。N10 G54;调用第一个零点偏置N20 L47;运行程序,在这种情况下采用子程序N30 G55;调用第二个零点偏置N40 L47;运行子程序N50 G56;调用第三个零点偏置N60 L47;运行子程序选择工件平面,G17G19程序调用格式G17或G18或G19指令说明G17 工作平面*/Y 进给方向ZG18 工作平面Z/* 进给方向YG19 工作平面Y/Z 进给方向*注:可以用下面方法助记* YZ *Y Z17 18 19功能在轮廓加工中,工作平面的指定也可以定义以下功能:a. 刀具半径补偿平面b. 根据刀具类型、刀具长度在进
42、给方向上进展补偿c. 圆弧插补平面说明建议在程序的开场局部定义工作平面。为了使在加工过程中,刀具的长度和半径的正确控制成为可能。当刀具补偿用G41和G42定义时,工作平面必须被指定。在标准的系统设置中,G17*/Y平面总是处于默认状态。倾斜面加工在用ROT指令旋转的坐标系中,你可以使坐标轴跟倾斜面一致,这个工作平面也跟着旋转。倾斜平面内的刀具长度补偿刀具长度补偿总的来说总是参考固定点、非旋转的工作平面。注:可以用CUT2D、CUT2DF来选择补偿平面。备注:该数控装置对于工作平面的空间定义提供了方便的坐标转换功能。程序举例“通用接近方式定义工作平面,调出刀具类型和刀具偏置,激活刀具补偿轨迹,运
43、行加工程序。关于铣削刀具加工的例子:N10 G17 T5 D8;G17调出工作平面,在这种情况下,T、D刀具参数调出N20 G1 G41 *10 Y30 Z-5 F500;半径补偿在*/Y平面N30 G2 *22.5 Y40 I50 J40;圆弧插补和刀具半径补偿在*/Y平面限制工作区域编程,G25/G26编程格式G25 *_ Y_ Z_;在同一NC程序段中编程G26 *_ Y_ Z_;在同一NC程序段中编程WALIMON,WALIMOF指令说明G25 *_ Y_ Z_;设定限制工作区域的最小值,值在狭义轴中设定。G26 *_ Y_ Z_;设定限制工作区域的最大值,值在狭义轴中设定。WALIM
44、ON;激活工作区域限制WALIMOF;注销工作区域限制值在根本坐标系中设定。功能这些指令允许你设置保护区域,以防刀具运动时超出工作区域边界。说明刀具的参考点定义当刀具长度补偿被激活时,刀具的顶点为参考点,否则参考点是刀具装夹的参考点。如果刀具的位置在指定的工作区域之外或离开工作区域,程序将停顿运行。可编程的工作区域限制,G25/G26最大工作区域限制和最小工作区域限制分别在每一根机床轴上定义,这些值在程序运行后立即生效并且在控制系统重新启动和复位时不丧失。注:在根本坐标系中,各机床轴的工作区域可单独应用。即可以单独定义一根轴的工作区域激活/注销工作区域限制指令WALIMON激活用指令G25/G
45、26定义的所有轴的工作区域限制。注:指令WALIMON是缺省设置,因此只有当工作区域限制被注销后才需要它编程。指令WALIMONF用于注销所有轴的工作区域限制。轴设置的数据定义了有工作区域限制的轴的有效性。备注G25/G26也可用于用地址S表示的主轴转速限制编程。程序举例在一台车床的工作区域中,一个保护区域被定义。这个保护区域保护着一些装置例如刀架、测量装置等不被破坏。缺省设置:WALIMONN10 G25 *-80 Z30;定义各独立坐标轴的最小工作区域限制N20 G26 *80 Z330;定义各独立坐标轴的最大工作区域限制N100 WALIMOF;注销工作区域限制N110 G1 *100;
46、接近工作区域限制N120 G1 *0;继续加工N130 WALIMON;激活工作区域限制返回参考点程序格式G74 *1=0 Y1=0 Z1=0 A1=0独立的NC程序段编程指令说明G74 返回参考点*1=0 Y1=0指定机床轴*1、Y1返回参考点功能当机床接通电源时在增量位置测量系统中使用,所有轴的直线运动必须首先返回它们的参考点。只有满足上述条件后,直线运动轴才能被编程。在NC程序中,用指令G74可以使机床运动轴接近参考点。说明直线运动轴返回参考点的速度在机床数据中予以设定,不需要编程指定。数控系统自动检测这些轴运动的方向。注:机床轴的地址*1、Y1、Z1等等在程序中指定。对于用G74指令返
47、回参考点的轴的运动可以不用程序指定。注销运动用指令TRAFOOF程序举例:当测量系统变化时,接近刀具运动的参考点,初始化工件零点。N10 G74 *1=0 Y1=0 Z1=0 C1=0 LF;直线运动轴和旋转运动轴接近参考点N20 G54;零点偏置N30 G0 *_ Y_ Z_;快速运动编程3.2 运动指令编程概述运动指令编程在这一节中,所有的用于加工零件轮廓的运动指令将逐一被介绍。你可以用这些指令编程加工直线和圆弧。一条螺旋线可以通过这两个轮廓指令的组合编程加工出来。在一个加工过程开场之前,你需要将刀具定位在可以防止刀具或工件被破坏的位置。刀具起始点直线运动总是从上一次到达点的位置到程序中指
48、定点的位置,这个定义的位置也是下次运行的起始位置。运动轴的数量根据系统配置的不同,在一个程序段中最多可以设置8个运动轴。这些轴可以是路径轴、同步运动轴、位置轴、主轴等等。注:在一个程序段中,一个轴的地址只能出现一次。这些指令可以在直角坐标系或极坐标系中编程。用极坐标运动指令编程,G110、G111、G112、AP、RP程序格式极坐标定义G110、G111或G112 *_ Y_ Z_G110、G111或G112 AP=_ RP=_利用极坐标进展运动编程G0 AP=_ RP=_G1 AP=_ RP=_G2 AP=_ RP=_G3 AP=_ RP=_命令及参数说明G110极坐标尺寸,参考上一点坐标的
49、位置G111极坐标尺寸,在工件坐标系中的绝对尺寸G112极坐标尺寸,参考上一次设定的有效极点AP=极角,角度取值*围为0360,角度参考垂直于工件平面的轴RP=极半径单位可以为inch或mm注:所有三个指令必须在程序段中单独编程。功能当一个工件是以原点为中心点、角度和半径的形式标注尺寸时,例如钻孔模式,这些极坐标指令就可以让你直接用图纸上的坐标尺寸进展编程。说明运动指令通过极坐标指定位置可以用运动指令G0、G1、G2和G3进展运动编程。工件平面极坐标在用G17G19指令选择的工作平面是有效的。圆柱坐标系垂直于工件平面的第三几何轴,也可以在笛卡儿坐标系中被定义。这种定义方式使工件的几何参数在圆柱
50、坐标系中编程成为可能。极点定义G110、G111、G112极点可以在笛卡儿坐标系或极坐标系中定义。G指令G110、G111、G112常用于为坐标尺寸的参考点提供一个唯一的定义方式,相对尺寸与绝对尺寸AC/IC对于用这些G指令定义的系统没有影响。注:如果没有极点被定义,激活的工件坐标系的原点将被使用。极角AP取值*围是0360。对于绝对坐标输入方式,这个角度参考工件平面的水平轴。例如用G17定义的工作平面的*轴。角度旋转的正方向为逆时针方向。当采用相对坐标输入时AP=IC,上一次编程的角度位置成为这一次角度编程的参考位置。直到新的极点定义或工作平面改变以前,这个极坐标角度将一直被系统保存。极半径
51、RP极半径极半径用公制或英制单位表示的绝对尺寸的绝对值来定义。直到新的极半径输入以前,极半径RP将一直被系统所保存。一般应用:在NC程序中,你可以在极坐标系与笛卡儿坐标系之间来回转换。备注:在NC程序中,你可以在极坐标系与笛卡儿坐标系之间来回转换。程序实例制作一个钻模:孔的位置在极坐标系中定义。每一个孔用同样的加工时序来加工:钻预孔、钻削至接近尺寸、扩孔等。这个加工时序以一个子程序的形式存储在系统中。N10 G17 G54定义工作平面*/Y,定义工件零点N20 G111 *43 Y38定义极点N30 G0 RP=30 AP=18 Z5到达刀具起始点,圆柱坐标位置N40 L10调用子程序进展加工
52、N50 G91 AP=72快速运动到下一点,极角是相对坐标尺寸,极半径为程序段N30中极半径值,这个极半径值被系统所记忆,不需要重新定义N60 L10调用子程序进展加工N70 AP=IC72快速运动到下一点N80 L10调用子程序进展加工N90 AP=IC72快速运动到下一点N100 L10调用子程序进展加工N110 AP=IC72快速运动到下一点N120 L10调用子程序进展加工N130 快速移动指令,G0程序格式G0 *_ Y_ Z_G0 AP=_ RP=_参数说明*、Y、Z在笛卡儿坐标系中的终点坐标AP=在极坐标系中的终点的极角RP=在极坐标系中的终点的极半径功能你可以用这个快速移动指令
53、使刀具快速定位、工件的来回运动或者使刀具快速接近换刀点。注:这个指令的功能不能用于对工件的切削加工。说明用指令G0编程的刀具运动是尽可能以最高的速度移动快速移动。在机床数据中,快速移动速度对于每一根轴单独定义。如果几根轴同时进展快速移动,则快速移动的速度取决于在每根轴的移动路径中需要时间最长的那根轴的移动速度。备注指令G0是一个模态指令。程序实例指令G0常用于刀具到达运动的起始位置或换刀点、退刀点等。N10 G90绝对坐标输入N20 G0 *30 Y20 Z2到达起始位置N30 G1 Z-5 F1000刀具进给N40 *80 Y65直线插补运动N50 Z2N60 G0 *-20 Y100 Z1
54、00退刀直线插补运动编程,G1程序格式G1 *_ Y_ Z_ F_G1 AP=_ RP=_ F_参数说明*、Y、Z笛卡儿坐标系中的终点坐标AP=极坐标系中的终点的极角RP=极坐标系中的终点的极半径F进给速度mm/min功能利用G1指令编程,刀具可以沿着平行于机床轴的方向运动,也可以倾斜一个角度运动,还可以用于一些空间定位,直线运动插补使诸如3D平面、槽的加工成为可能。说明刀具以进给速度F沿着直线从当前的起始位置向程序指定的终点移动。工件沿着这条路径被加工。你既可以在笛卡儿坐标系中或也可以在极坐标系中用该指令编程逼近程序指定点。备注指令G1是一个模态指令。主轴转速S和旋转方向M3/M4对于机床加
55、工必须预先指定。FGROUP可以同时给一组轴定义进给速度。你将在第5节中见到更详细的介绍。程序实例加工一个槽:刀具在*/Y方向上从起始点移动到终点,Z轴也同时进给。N10 G17 S400 M3;选择工作平面,主轴启动N20 G0 *20 Y20 Z2;到达起始位置N30 G1 Z-2F100;进刀深度N40 *80 Y80 Z-15;沿着一条倾斜的直线运动N50 G0 Z100 ;退到换刀点圆弧插补,G02/G03,CIP程序格式G02/G03 *_ Y_ Z_ I_ J_ K_G02/G03 AP_ RP_ G02/G03 *_ Y_ Z_ CR_G02/G03 *_ Y_ Z_ AR_G
56、02/G03 I_ J_ K_ AR_CIP *_ Y_ Z_ I1_ J1_ K1_指令和参数说明指令指令及参数说明G02沿顺时针圆弧轨迹运动G03沿逆时针圆弧轨迹运动CIP通过中点进展圆弧插补* Y Z直角坐标系中的终点坐标I J K直角坐标系中的圆心坐标相对于*、Y、Z方向AP=极坐标系中的极角RP=极坐标系中的极半径CR=圆弧半径AR=圆弧角度I1= J1= K1=直角坐标系中的中点坐标相对于*、Y、Z方向功能圆弧插补可以加工一个整圆也可以加工一段圆弧。加工说明指定工作平面数控系统为了确定圆弧的旋转方向G02是顺时针、G03是逆时针,需要用指令G17G18指定工作平面。一般来说,建议在加工程序的开场局部指定工作平面。除此之外,你也可以在选择的工作平面外加工圆弧不带圆弧角度及螺旋参数。在这种情况下,你所指定轴的终点决定圆弧平面。考前须知G2/G3是模态指令。FGROUP可以被用于指定进给轴的运动。你在5章中看到详细的说明。数控系统提供了一系列不同的圆弧运动的编程方法,是你可以根据不同的图纸标注方式选择编程方法。你将在下面的篇幅中见到详细的说明。I、用圆弧中心点及终点坐标编程圆弧运动由以下参数描述:a 直角坐标系中的终点坐标*、
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
