《精品资料2022年收藏的第五章数控机床及工业机器人》由会员分享,可在线阅读,更多相关《精品资料2022年收藏的第五章数控机床及工业机器人(7页珍藏版)》请在装配图网上搜索。
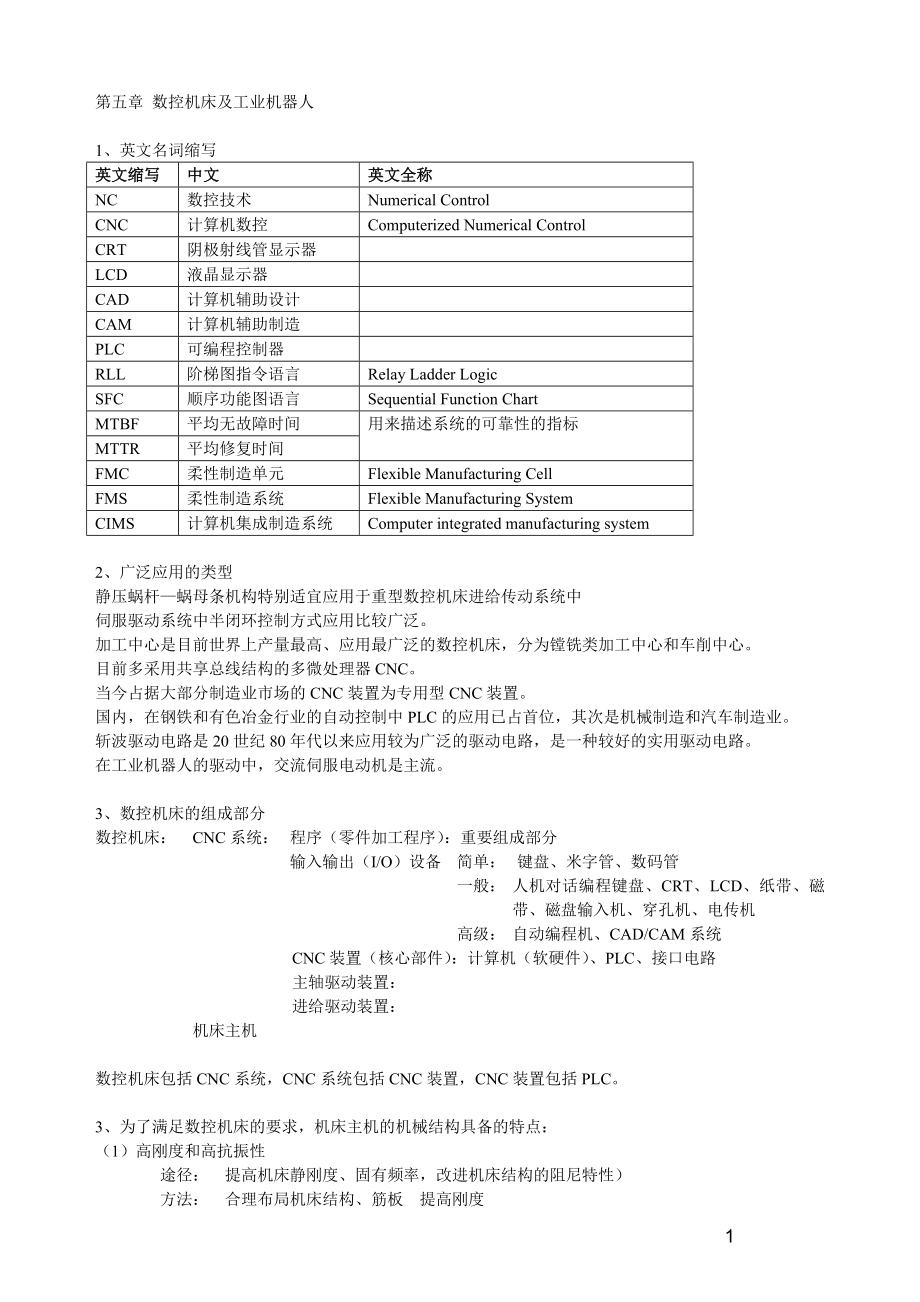
1、第五章 数控机床及工业机器人1、英文名词缩写英文缩写中文英文全称NC数控技术Numerical ControlCNC计算机数控Computerized Numerical ControlCRT阴极射线管显示器LCD液晶显示器CAD计算机辅助设计CAM计算机辅助制造PLC可编程控制器RLL阶梯图指令语言Relay Ladder LogicSFC顺序功能图语言Sequential Function ChartMTBF平均无故障时间用来描述系统的可靠性的指标MTTR平均修复时间FMC柔性制造单元Flexible Manufacturing CellFMS柔性制造系统Flexible Manufact
2、uring SystemCIMS计算机集成制造系统Computer integrated manufacturing system2、广泛应用的类型静压蜗杆蜗母条机构特别适宜应用于重型数控机床进给传动系统中伺服驱动系统中半闭环控制方式应用比较广泛。加工中心是目前世界上产量最高、应用最广泛的数控机床,分为镗铣类加工中心和车削中心。目前多采用共享总线结构的多微处理器CNC。当今占据大部分制造业市场的CNC装置为专用型CNC装置。国内,在钢铁和有色冶金行业的自动控制中PLC的应用已占首位,其次是机械制造和汽车制造业。斩波驱动电路是20世纪80年代以来应用较为广泛的驱动电路,是一种较好的实用驱动电路。
3、在工业机器人的驱动中,交流伺服电动机是主流。3、数控机床的组成部分数控机床:CNC系统:程序(零件加工程序):重要组成部分输入输出(I/O)设备简单:键盘、米字管、数码管一般:人机对话编程键盘、CRT、LCD、纸带、磁带、磁盘输入机、穿孔机、电传机高级:自动编程机、CAD/CAM系统CNC装置(核心部件):计算机(软硬件)、PLC、接口电路主轴驱动装置:进给驱动装置:机床主机数控机床包括CNC系统,CNC系统包括CNC装置,CNC装置包括PLC。3、为了满足数控机床的要求,机床主机的机械结构具备的特点:(1)高刚度和高抗振性途径:提高机床静刚度、固有频率,改进机床结构的阻尼特性)方法:合理布局
4、机床结构、筋板提高刚度具体方法:缩短主轴端部受力悬伸段、采用倾斜床身、主轴箱采用嵌入式结构、立柱构件采用加强筋布局设计、床身采用钢板焊接结构采用新材料、特殊结构提高动刚度、抗振能力具体方法:聚合物混凝图制作机床大件、大件表面采用阻尼涂层(2)机床热变形小方法:采用热对称结构及热平衡措施。具体方法:发热部件采取散热、风冷、液冷;切削部位采取强冷采用热位移补偿。预测变形,建立模型,计算机计算,实时补偿。(3)传动高效率、无间隙、低摩擦方法:导轨多采用:塑料滑动导轨、滚动导轨、静压导轨 进给系统中:滚珠丝杠副、预加载双齿轮齿条结构、静压蜗杆蜗母条机构(4)机械传动机构简化。原因是采用了高性能、宽调速
5、范围的交、直流主轴电动机和伺服电动机4、数控机床的分类(1)刀具和工件建相对运动轨迹:点位控制、轮廓控制(2)伺服驱动系统控制方式:开环不带位置检测反馈装置;使用步进式电动机优点:工作比较稳定,反应快,调试方便,维修简单;缺点:控制精度和速度比较低闭环位置检测反馈装置安装在机床工作台上;优点:精度很高缺点:容易造成系统不稳定,设计和调试难度较大半闭环位置检测反馈装置安装在电动机端头或丝杠的端头优点:精度不如闭环,但稳定性好,调试也比较方便(3)加工方式:金属切削类、金属成型类、特种加工类、其他类(4)CNC装置的功能水平:高、中、低(经济型)5、数控机床的特点:(1)能加工一般机床难以加工或不
6、能加工的复杂型面。(2)可以获得更高的精度和稳定的质量(重复精度好)。(3)具有广泛的适应性和较大灵活性。(4)一机多用。(一台机器可以抵多台各类型一般机床)(5)生产率高。(6)大大减少在制品数量,加速流动资金周转,提高经济效益。(7)可实现精确的成本核算和生产精度安排。(8)改善工作环境,减轻操作者劳动强度。(9)是实现柔性自动加工的主要设备,是发展柔性生产和计算机集成制造的基础。6、CNC装置的功能:基本功能:控制、准备、插补、进给、主轴、辅助、选刀及工作台分度、固定循环选择功能:补偿、字符图形显示、诊断、通信、在线自动编程7、由微处理器的情况来看CNC装置的硬件结构(微处理器是CNC装
7、置的核心)单微处理器多微处理器应用早期的CNC,经济型CNC现代CNC装置定义只有一个微处理器有两个或两个以上微处理器,但只有一个能够控制系统总线。多个微处理器控制方式集中控制,分时处理分管各自任务,形成功能单元(功能模块)结构以总线为中心的计算机结构共享总线结构:主模块,从模块;系统总线上连接公共存储器共享存储器结构:设置多端口存储器,连接多条数据、地址、控制线。电路板结构大板结构:CNC主要功能集中的大印刷电路板,辅助功能模板(小印刷电路板)。模块化结构:标准总线为母板,尺寸相同的功能模板模块化结构:六种基本功能模块,CNC管理、CNC插补、位置控制、存储器、PLC、输入输出及显示PLC类
8、型采用内装型PLC为多采用独立型PLC为多微处理器由运算器和控制器两部分组成,运算器完成算术运算和逻辑运算,控制器负责从存储器读取指令、分析指令,发出控制信号,接受反馈信息,决定下一步操作命令。微处理器的主频和字长决定了微处理器的运算速度。8、由体系结构的开放和封闭情况来看CNC装置的硬件结构CNC装置的开放化主要体现在:系统内部硬、软的公开化。各组成部分之间的接口标准化开放式CNC装置(PCNC系统)组成方式:项目PC连接型CNCPC内藏型CNCCNC内藏型PC全软件型NC连接串行通信连接专用总线连接扩展槽中插专用CNCCNC全部功能由PC完成优点容易实现,可使用通用软件CNC可用,数据传输
9、快,系统相应快充分保证系统性能,软件通用性强,编程处理灵活硬件通用性强,编程处理灵活缺点CNC不能实现开放化通信速度慢,相应速度慢不能用通用PC,PC开发程序受限制难利用现有CNC资源,可靠性不高难实现实时处理,难保证系统性能,难利用现有CNC资源9、CNC装置的两类控制数字控制(NC控制),实现各坐标轴运动的控制高速轨迹信息(刀具补偿处理、进给速度处理),插补计算,位置控制,伺服系统实现协同移动顺序控制(辅助控制),完成各种应答动作低速辅助信息,包括辅助功能M、主轴转速功能S、刀具功能T10、PLC的组成硬件:基本组成部分(最小系统):CPU、存储器(系统、用户)、输入接口、输出接口、电源I
10、/O扩展部分:为系统扩展输入、输出点数而设计外部设备:主要是为设计和调试PLC的应用程序而设,包括:编程器、EPROM、磁带机、打印机、监视器软件:系统软件:通常被固化在ROM中应用软件:通常在RAM中,用锂电池掉电保护;不经常变动的应用程序可固化在EPROM中11、PLC的基本技术指标存储器容量、扫描速度、I/O点数、编程语言12、PLC的特点(1)控制程序可变,具有良好的柔性(2)采用面向过程的语言,编程方便。使用RLL语言和SFC语言(3)功能完善(4)扩充方便,配置灵活(5)系统构成简单,安装调试方便(6)可靠性高13、数控机床中所使用的PLC类型特点比较内装型PLC独立型PLC性能指
11、标由从属的CNC装置的性能、规格来确定可根据数控机床对控制功能的要求,灵活选购或自行开发通用型PLC与CNC共用微处理器、具有专用微处理器可以扩大CNC的控制功能与CNC其他电路同装在一个机箱内,共用一个电源和地线可与CNC其他电路制作在同一块印刷电路板上,也可以做成附加印刷电路板没有单独配置的I/O接口电路,使用CNC装置本身的I/O接口电路要进行PLC与CNC装置的I/O连接,PLC与机床侧的I/O连接造价低,性价比高性价比不如内装型PLC14、在CNC装置以外的PLC应用类型(领域或途径)顺序控制和开关逻辑控制、闭环过程控制、组合数字控制、组成多级控制系统、工业机器人的控制15、伺服驱动
12、系统的分类进给伺服系统:控制机床各坐标轴的切削进给运动;包括速度控制和位置控制主轴伺服系统:控制主轴旋转运动和切削过程中的转矩和功率;一般只以速度控制为主辅助伺服系统:控制刀库、料库等辅助系统;一般多采用位置控制16、数控机床对伺服驱动系统的要求:进给伺服系统:高精度;快速响应,无超调;调速范围宽;低速大转矩;可靠性高主轴驱动系统(特殊要求):主轴驱动和进给驱动同步;具有恒线速切削功能;具有高精度的停位控制功能;角度控制功能17、步进电动机的优点(1)转速主要取决于脉冲的频率,移动的总位移取决于总的脉冲数。(2)步距误差不长期积累。(3)控制性能好,在一定的频率范围内运行时,任何运动方式都不会
13、丢步。18、步进电动机的种类:反应式、电磁式、永磁式、永磁感应子式。19、步进电动机主要性能指标:步距精度、最大静转矩、启动频率、连续运行频率。20、步进电动机驱动电源应当满足的要求:(1)电源的相数、通电方式、电压、电流应与步进电动机的基本参数相适应。(2)能满足步进电动机起动频率和运行频率的要求(3)工作可靠,抗干扰能力强(4)成本低、效率高,安装和维护方便CNC装置的插补脉冲环形分配器功率驱动器步进电动机21、永磁直流伺服电动机的转子类型普通型:采用斜槽,还有虚槽特点:(1)低速时输出的转矩大,惯量比较大(2)能与机械传动系统直接相连,减少机械振动、噪声和齿隙误差(3)转子热容量大,电动
14、机的过载性能好(4)调速范围宽(5)惯量大,为满足快速响应的要求,加大加速转矩,需要加大电源容量(6)转子温升高,会传到机械上,影响精度小惯量型:无槽转子:包子形的绕组绕在光滑的圆柱体上;气隙磁密高、无齿槽效应空心杯形转子:漆包线编成杯形,无铁芯;轻巧、惯量极小、气隙较大、工艺难度大印刷绕组转子:绕组印制在圆形绝缘薄板上;惯量很小、低速运转性能好特点:转子惯量小,适合于快速响应的伺服系统22、直流主轴电动机、永磁直流伺服电动机、永磁同步交流伺服电动机工作曲线比较23、直流伺服电动机速度控制方法直流主轴电动机的速度控制:改变转子绕组电压(恒转矩调速);改变励磁电流调速(恒功率调速)。永磁直流伺服
15、电动机的速度控制:晶闸管调速系统;晶体管脉宽调制调速系统24、交流伺服电动机速度控制方法交流主轴电动机的速度控制:将被控变量由矢量转换为标量,交流矢量的直流标量化永磁同步交流伺服电动机的速度控制:改变电源的频率调速25、工业机器人的组成操作机:末端执行器、手腕、手臂、机座驱动装置:电动、液动、气动控制系统:开环和闭环;决策级、策略级、执行级26、工业机器人的分类:(1)按坐标形式分:PPP、RPP、RRP、RRR(2)按驱动方式分:电力驱动、液压驱动、气压驱动(3)按控制方式分:点位控制、连续轨迹控制(4)按使用范围分:可编程序的通用机器人、固定程序的专用机器人27、工业机器人的主要特性参数(
16、1)坐标型式:PPP、RPP、RRP、RRR(2)运动自由度数目(3)各自由度的动作范围:决定工作空间的形状和大小(4)各自由度的动作速度:(5)额定负载(6)精度:包括位姿精度、位姿重复性、轨迹精度、轨迹重复性28、工业机器人的编程方式:示教编程方式:手把手示教编程、示教盒示教编程语言编程方式:动作级语言(直接记录动作)对象级语言(描述操作物体间关系)任务级语言(对任务目标直接下命令)29、柔性制造系统的基本功能:自动加工功能、自动搬运功能、综合软件功能30、柔性制造系统的组成:加工系统:加工中心、加工中心与数控机床混合物流系统:工件与刀具夹具的输送、装卸;仓库存储信息流系统:信息流处理、储存、传输31、柔性制造系统柔性功能的体现:随机加工能力、容忍故障能力、工作和生产能力的柔性、系统生产纲领的柔性7
 精品资料2022年收藏的第五章数控机床及工业机器人
精品资料2022年收藏的第五章数控机床及工业机器人