 中级数控车床工的全面练习图纸、评分表和程序
中级数控车床工的全面练习图纸、评分表和程序

《中级数控车床工的全面练习图纸、评分表和程序》由会员分享,可在线阅读,更多相关《中级数控车床工的全面练习图纸、评分表和程序(14页珍藏版)》请在装配图网上搜索。
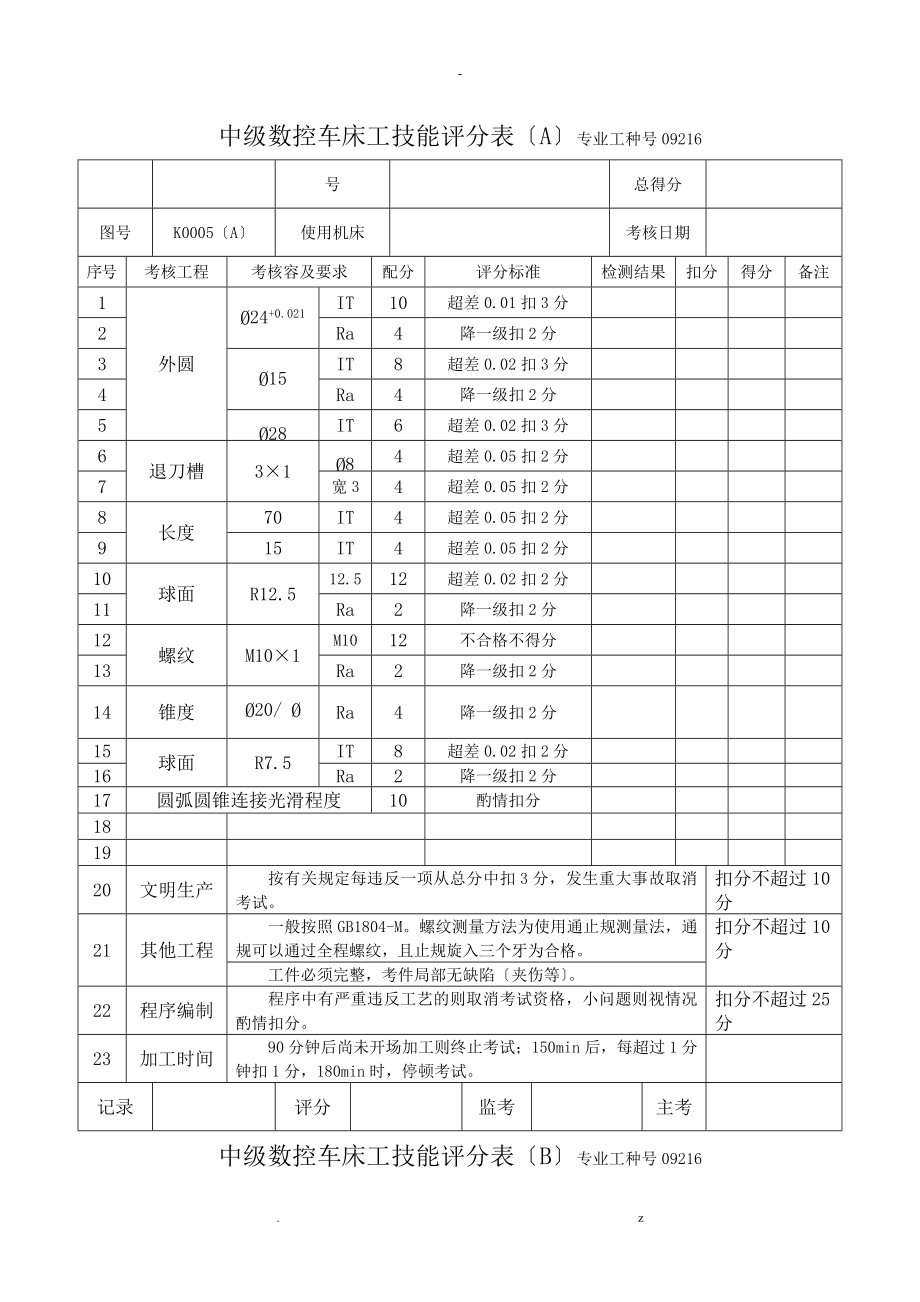
1、-中级数控车床工技能评分表A专业工种号09216号总得分图号K0005A使用机床考核日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆24+0.021IT10超差0.01扣3分2Ra4降一级扣2分315IT8超差0.02扣3分4Ra4降一级扣2分528IT6超差0.02扣3分6退刀槽3184超差0.05扣2分7宽34超差0.05扣2分8长度70IT4超差0.05扣2分915IT4超差0.05扣2分10球面R12.512.512超差0.02扣2分11Ra2降一级扣2分12螺纹M101M1012不合格不得分13Ra2降一级扣2分14锥度20/ 1511Ra4降一级扣2分15球面R7
2、.5IT8超差0.02扣2分16Ra2降一级扣2分17圆弧圆锥连接光滑程度10酌情扣分181920文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。22程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间90分钟后尚未开场加工则终止考试;150min后,每超过1分钟扣1分,180min时,停顿考试。记录评分监考主考中级数控车床工技能评分表B专业工种号0
3、9216号总得分图号K0003B使用机床考核日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆28-0.02IT15超差0.01扣3分2Ra4降一级扣2分3长度70IT8超差0.02扣2分418IT8超差0.05扣2分5球面R82R8215超差0.02扣3分6Ra10降一级扣5分7左右端面倒角1454一边未倒扣2分8两端面Ra8降一级扣2分9螺纹G1/2G18不合格不得分10Ra2降一级扣2分11圆弧圆锥连接光滑程度8酌情扣分121314151617181920文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M
4、。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。22程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间75分钟后尚未开场加工则终止考试;120min后,每超过1分钟扣1分,150min时,停顿考试。记录评分监考主考中级数控车床工技能评分表C专业工种号09216号总得分图号K0002C使用机床考核日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆33+0.021IT16超差0.01扣3分2Ra4降一级扣2分3孔25IT10超差0.02扣2分4Ra2降
5、一级扣2分5左端面Ra3.2Ra6降一级扣2分6长度33IT6超差0.05扣2分74IT4超差0.05扣2分813IT4超差0.05扣2分9球面R35R3512超差0.02扣2分10Ra4降一级扣2分11螺纹M201.5M2016不合格不得分12Ra2降一级扣2分13锥度8Ra4降一级扣2分14角度10超0.1扣2分151617181920文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。22程序
6、编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间75分钟后尚未开场加工则终止考试;120min后,每超过1分钟扣1分,150min时,停顿考试。记录评分监考主考中级数控车床工技能评分表D专业工种号09216号总得分图号K0006D使用机床考核日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆35+0.021IT12超差0.01扣3分2Ra2降一级扣2分320-0.025IT10超差0.01扣3分4Ra2降一级扣2分518+0.021IT10超差0.01扣3分6Ra2降一级扣2分7外圆15IT8超差0.02扣2分8Ra2降一级扣2分9
7、长度32IT4超差0.05扣2分1015IT4超差0.05扣2分116IT4超差0.05扣2分12圆30IT6超差0.02扣2分13Ra2降一级扣2分14螺纹M201.5M2012不合格不得分15Ra2降一级扣2分16锥度35/ 2714Ra6降一级扣2分1718形位公差同心度0.0158超差0.01扣2分19左右端面Ra3.24降一级扣2分20文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。2
8、2程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间75分钟后尚未开场加工则终止考试;120min后,每超过1分钟扣1分,150min时,停顿考试。记录评分监考主考中级数控车床工技能评分表E专业工种号09216号总得分图号K0004E使用机床考核日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆28+0.021IT12超差0.01扣3分2Ra4降一级扣2分3孔14+0.035IT12超差0.01扣3分4Ra4降一级扣2分520IT10超差0.02扣2分6Ra2降一级扣2分7右端面Ra3.2Ra4降一级扣2分8长度30IT6超差0.
9、05扣2分910IT6超差0.05扣2分10球面R10R1012超差0.02扣2分11Ra2降一级扣2分12螺纹M241.5M2416不合格不得分13Ra2降一级扣2分14形位公差同心度0.0158超差0.01扣220文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。22程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间75分钟后尚未开场加工则终止考
10、试;120min后,每超过1分钟扣1分,150min时,停顿考试。记录评分监考主考中级数控车床工技能评分表F专业工种号09216号总得分图号K0020F使用机床考核日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆34-0.025IT12超差0.01扣3分2Ra4降一级扣2分3孔24+0.021IT12超差0.01扣3分4Ra2降一级扣2分515+0.018IT12超差0.01扣3分6Ra2降一级扣2分7退刀槽41.54超差0.05扣2分84超差0.05扣2分9长度65IT4超差0.05扣2分1045IT4超差0.05扣2分1115IT4超差0.05扣2分12螺纹M301.5M
11、3016不合格不得分13Ra2降一级扣2分14锥度1:10Ra4降一级扣2分15角度6超0.1扣2分16右端面Ra3.24降一级扣2分17两边倒角1454一边未倒扣2分181920文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。22程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间75分钟后尚未开场加工则终止考试;120min后,每超过1分钟扣1分
12、,150min时,停顿考试。记录评分监考主考中级数控车床工技能评分表G专业工种号09216号总得分图号K0021G使用机床考核日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆28-0.016IT12超差0.01扣3分2Ra2降一级扣2分326-0.013IT10超差0.01扣3分432IT8超差0.02扣2分5Ra2降一级扣2分6退刀槽20204超差0.02扣2分7宽44超差0.05扣2分8长度14IT4超差0.05扣2分916IT4超差0.05扣2分104IT4超差0.05扣2分11球面S34IT12超差0.02扣2分12Ra2降一级扣2分13螺纹M241.5M2416不合
13、格不得分14Ra2降一级扣2分15锥度5Ra4降一级扣2分16角度6超0.1扣2分17右端面Ra3.24降一级扣2分181920文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。22程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间75分钟后尚未开场加工则终止考试;120min后,每超过1分钟扣1分,150min时,停顿考试。记录评分监考主考中级数控
14、车床工技能评分表H专业工种号09216号总得分图号K0022H使用机床考核日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆30-0.021IT12超差0.01扣3分2Ra4降一级扣2分334IT10超差0.02扣2分4Ra4降一级扣2分528IT8超差0.02扣2分6Ra4降一级扣2分7孔16+0.027IT10超差0.01扣3分8Ra4降一级扣2分9圆24IT8超差0.02扣2分10Ra2降一级扣2分11长度64-0.05IT4超差0.02扣2分12140.021IT4超差0.02扣2分1313IT4超差0.02扣2分14螺纹M201.5M2016不合格不得分15Ra2降一
15、级扣2分16右端面Ra3.24降一级扣2分17181920文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。22程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间75分钟后尚未开场加工则终止考试;120min后,每超过1分钟扣1分,150min时,停顿考试。记录评分监考主考中级数控车床工技能评分表I专业工种号09216号总得分图号K0023I使用机床
16、考核日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆34-0.016IT12超差0.01扣3分2Ra4降一级扣2分330-0.016IT10超差0.01扣3分4圆25+0.025IT10超差0.01扣2分5Ra4降一级扣2分6外圆锥30 / 5Ra2降一级扣2分7角度8超0.1扣2分8长度57IT4超差0.05扣2分915IT4超差0.05扣2分10深度16IT4超差0.05扣2分1110IT4超差0.05扣2分12圆锥24 / 5Ra2降一级扣2分13角度8超0.1扣2分14螺纹M201.5M2014不合格不得分15Ra2降一级扣2分16左右端面Ra3.2角度4降一级扣2分
17、17宽5槽沟两侧面Ra3.24降一级扣2分181920文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。22程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间75分钟后尚未开场加工则终止考试;120min后,每超过1分钟扣1分,150min时,停顿考试。记录评分监考主考中级数控车床工技能评分表J专业工种号09216号总得分图号K0024J使用机床考核
18、日期序号考核工程考核容及要求配分评分标准检测结果扣分得分备注1外圆34-0.025IT12超差0.01扣3分2Ra4降一级扣2分326IT10超差0.02扣2分4Ra2降一级扣2分5圆22+0.025IT10超差0.01扣3分6Ra4降一级扣2分7右端面凹槽30 / 262IT8超差0.02扣2分8Ra2降一级扣2分9长度53IT6超差0.05扣2分1010IT4超差0.05扣2分11弧面R4R48超差0.05扣2分12Ra2降一级扣2分13螺纹M201.5M2018不合格不得分14Ra2降一级扣2分15两边倒角1454一边未倒扣2分16右端面Ra3.24降一级扣2分17181920文明生产按
19、有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分21其他工程一般按照GB1804-M。螺纹测量方法为使用通止规测量法,通规可以通过全程螺纹,且止规旋入三个牙为合格。扣分不超过10分工件必须完整,考件局部无缺陷夹伤等。22程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分23加工时间75分钟后尚未开场加工则终止考试;120min后,每超过1分钟扣1分,150min时,停顿考试。记录评分监考主考. z-K0005A把手01234G0 *100 Z100M3 S600T0101外圆刀G0 *30 Z2G73 U11 R11G73 P1 Q2
20、 U0.8 F100N1 G0 *8 Z2G1 Z0*9.8 Z-1Z-15*13*15 W-1Z-25G2 *15 Z-35 R7.5G1 *20 Z-46G3 *24 Z-62 R12.5N2 G1 Z-75G0 *100 Z100M5M0M3 S2000T0101外圆刀G0 *30 Z2G70 P1 Q2 F80G0 *100 Z100M5M0M3 S500T0202切槽/切断刀G0 *17 Z-15G94 *8 R0 F20G0 *100Z100M5M0M3 S600T0303螺纹刀G0 *12 Z5G92 *9.5 Z-13 F1*9.2*8.9*8.8*8.8G1 F100G0 *
21、100 Z100M5M0M3 S500T0202切槽/切断刀G0 *30 Z-70+刀宽G94 *2 R0 F20G0 *100Z100M5M30K0002C旋钮O1234G0 *100 Z100M3 S500T0101外圆刀G0 *35 Z2G71 U1 R1G71 P1 Q2 U0.8 F100N1 G0 *0G1 Z0G3 *23.75 Z-2.05 R35G3 *25.23 Z-3.005 R1G1 *28 Z-21.7*33 W-1.3N2 Z-38G0 *100 Z100M5M0M3 S2000T0101外圆刀G0 *35 Z2G70 P1 Q2 F80G0 *100 Z100M5
22、M0M3 S500T0202切槽/切断刀G0 *35 Z-33+刀宽G94 *2 R0 F20G0 *100Z100M5M0调头M3 S500T0303镗孔刀G0 *18 Z2G71 U0.5 R0.5G71 P3 Q4 U-0.8 F80N3 G0 *27G1 Z0*25 Z-1Z-4*21.5*18.7 W-1.5Z-17N4 *18G0 Z150M5M0M3 S1000T0303镗孔刀G0 *18 Z2G70 P3 Q4 F60G0 Z150M5M0M3 S500T0404螺纹刀G0 *18 Z5G92 *19 Z-14 F1.5*19.2 *19.4*19.6*19.8*20*20G1
23、 F100G0 Z150M5M30;K0004E端盖O1234镗孔刀G0 *100 Z100M3 S500T0202G0 *13 Z2G71 U0.5 R0.5G71 P1 Q2 U-0.8 F80N1 G0 *25G1 Z0*22.3 Z-1.5Z-10*20Z-15G3 *14 Z-20 R10N2 Z-30G0 *100 Z100M5M0M3 S1000T0202镗孔刀G0 *13 Z2G70 P1 Q2 F60G0 *100 Z100M5 M0M3 S600T0303螺纹刀G0 *21 Z5G92 *22.5 Z-8 F1.5*22.7*22.9*23.1*23.3*23.5*23.7
24、*24*24G1 F100G0 Z100*100M5M0M3 S500T0101外圆刀G0 *30 Z2G71 U1 R1G71 P3 Q4 U0.8 F100N3 G0 *28N4 G1 Z-35G0 *100 Z100M5M0M3 S20000T0101外圆刀G0 *30 Z2G70 P3 Q4 F80G0 *100 Z100M5M0M3 S500T0404切槽/切断刀G0 *30 Z-30+刀宽G94 *13 R0 F20G0 *100Z100M5M30K0020F锥体O1234G0 *100 Z100M3 S500T0202镗孔刀G0 *14 Z2G71 U0.5 R0.5G71 P1
25、 Q2 U-0.8 F100N1 G0 *26G1 Z0*24 Z-1Z-15*22*19 Z-45N2 *15G0 Z150M5M0M3 S1200T0202镗孔刀G0 *14 Z2G70 P1 Q2 F60G0 Z150M5M0M3 S500T0101外圆刀G0 *35 Z2 G71 U1 R1 G71 P3 Q4 U0.8 F100N3 G0 *28G1 Z0*30 Z-1Z-20*34N4 Z-70G0 *100 Z100M5 M0 M3 S2000T0101外圆刀G0 *35 Z2G70 P3 Q4 F80G0 *100 Z100M5 M0T0303(螺纹刀)S450 M3G0 *3
26、2 Z5G92 *29.7 Z22 F1.5*29.4*29.1*28.8*28.5*28.4*28.3G0 *100 Z100 M5M0M3 S500T0404切槽/切断刀G0 *35 Z-20G94 *27 F20G0 Z-50G94 *31 F20G0 Z-69G94 *30 F20*32 R2.5*14 R0G0 *100Z100M5M30K0022H多阶套O0001 G0 *100 Z100 S500 M3T0303(孔刀)G0 *18.6 Z0G71 U0.8 R0.5G71 P1 Q2 U0.6 F60N1 G0 *26G1 Z0*24 Z1Z5*21N2 *19 W1G0 *1
27、00 Z100 M5M0S800 M3T0303(孔刀)G0 *18.6 Z2G70 P1 Q2 F60G0 *100 Z100 M5M0T0404(螺纹刀)S450 M3G0 *17.6 Z5G92 *19 Z22 F1.5*19.3*19.5*19.7*19.8*19.9*20G0 *100 Z100 M5M0M3 S500T0101(外圆刀)G0 *35 Z2G71 U1 R1G71 P3 Q4 U1 F100N3 G0 *28G1 Z0*30 Z1Z10*33*34 W0.5N4 Z69G0 *100 Z100 M5M0M3 S500T0202切槽/切断刀G0 *36 Z(24+刀宽)G94 *28.4 F15W2W4W6.5W9*28.2 W(14刀宽)*33 R1.5G0 W(14刀宽)G94 *33 R1.5 F15G0 *36 Z(51+刀宽)G94 *28.4F15W2W4W6.5W9*28.2 W(14刀宽)*33 R1.5G0 *100 Z100 M5M0M3 S500T0202切槽/切断刀G0 *36 Z(64+刀宽)G1 *26 F15*28W1*26 W1*14*36 F100G0 *100 Z100 M5M30. z
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
