《mazake操作面板操作面板功能键地介绍》由会员分享,可在线阅读,更多相关《mazake操作面板操作面板功能键地介绍(11页珍藏版)》请在装配图网上搜索。
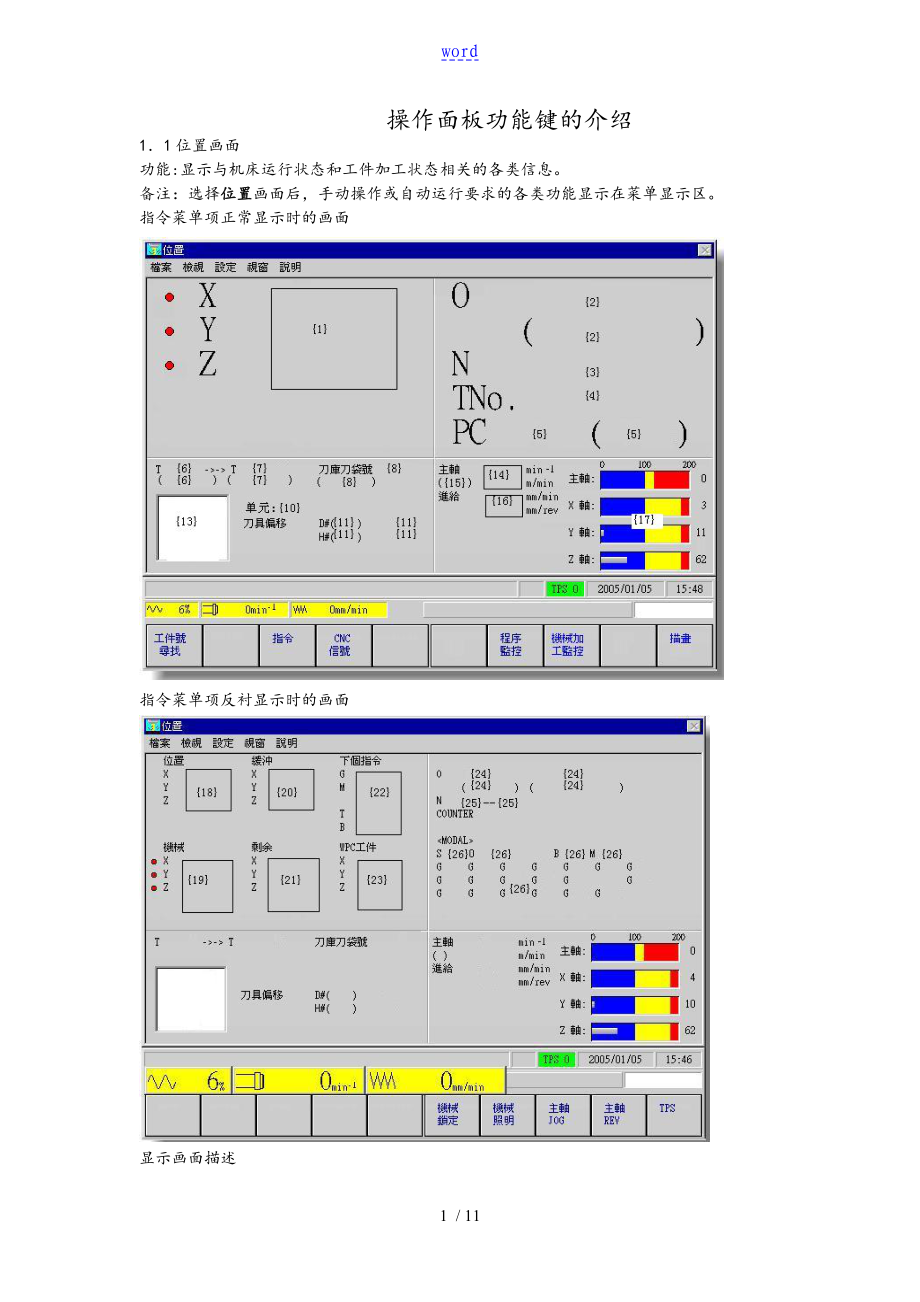
1、word操作面板功能键的介绍11位置画面功能:显示与机床运行状态和工件加工状态相关的各类信息。备注:选择位置画面后,手动操作或自动运行要求的各类功能显示在菜单显示区。指令菜单项正常显示时的画面指令菜单项反衬显示时的画面显示画面描述序号 项 目单位描述1当前位置X,Y,ZMm(inch)工件坐标系中刀尖在各轴的当前位置。4,5,6Mm(inch)或 度工件坐标系中刀尖在各轴的当前位置(带附加轴的情况)2WNo._正在执行的程序的编号WNo. a b(ab) a a工件号 b bMAZATROL或EIA/ISO程序识别码。(数据项a和b,只有在执行子程序时才显示数据。)3UNo._-如果正在执行的
2、程序是MAZATROL程序:UNo. a a :单元编号-如果正在执行的程序是EAI/ISO程序:显示正在执行的序列编号。UNo : a a :序列编号4TNo._当前主轴上所装刀具的编号5PC个加工完了的工件个数及计划加工工件个数(工件数量统计)PC a : (b) a :加工完了的工件个数 b :计划加工工件个数6Tno._-当前主轴上所装刀具编号与名称-如果设定8位T- 命令代码,所用刀具的编号显示在Tno.项下。组号显示在( )中。7Tno._-备用刀具的编号与名称-如果设定8位T- 命令代码,在整个命令组中,Tno项下 显示所用的刀具。 ( b ) a :备用刀具编号 b :备用刀具
3、名称 (或如设定8位T- 命令代码,则为组号。)8刀库刀套编号_-刀库刀套编号和刀具名称( b )a:刀库刀套编号b:刀具名称9托盘编号_所用托盘编号(只有具备托盘交换功能时,才显示此数据。)10单元_当前正在执行的程序单元的名称。UNIT: a a: 单元名称11刀具偏置_刀具直径和长度补偿的编号和数量。T-OFFSET D# ( a ) bD# (a) ba 刀具直径补偿编号a 刀具直径补偿数量b 刀具长度偏置编号b 刀具长度偏置数量12数控转台度数控转台分度角13-安装在主轴上的刀具的图形表示14主轴min主轴每分钟转数m/min(ft/min)主轴线速度15 ( )-所选主轴齿轮挡位1
4、6进给mm/min(inch/min)当前每分钟进给速度。mm/rev(inch/rev)当前每转进给速度。17负载表%各轴负载状态18位置 X, Y, Zmm(inch)刀尖在工件坐标系中的当前位置 4, 5, 6mm(inch)或度刀尖在工件坐标系中的当前位置 (只适用于有附加轴的情况)19机械位置X, Y, Zmm(inch)机床在机床坐标系中的当前位置 4, 5, 6mm(inch)或度机床在机床坐标系中的当前位置 (只适用于有附加轴的情况) 20预读行程X, Y, Zmm(inch)各轴将在下一程序中移动的距离。 4, 5, 6mm(inch)或度附加轴将在下一程序段中移动的距离。(
5、只适用于有附加轴的情况)21 剩余X, Y, Zmm(inch)各轴在正在执行的程序段中移动的剩余距离。4, 5, 6mm(inch)或度附加轴将在下一程序段中移动的剩余距离。(只适用于有附加轴的情况)22 下个指令 G、M、T、B-在要执行的下一个程序段中预置的G、M、T和B的代码。23X, Y, Zmm(inch)机床坐标系中工件零点位置4, 5, 6mm(inch)或度机床坐标系中工件零点位置(只适用于有附加轴的情况)24 WNo.-正在执行的程序的编号及名称WNo. a b c (a b)(c) 数据a、b、a和b的意思和2中一样。参见2项。 c、c:程序名称 (如果程序名称为48位,
6、只显示前16位。)25 UNo.-当运行中的程序为MAZATROL时UNO. a -a a: 单元编号 a:序列编号-当运行中的程序为EIA/ISO程序时UNO. a -a a: 序列编号 a: 程序段编号26 S、F、B、M、G-显示模态信息-G代码中,组15、20的标题和数据不显示。注 1 :数据项2 0预读行程和2 2下个指令,在以下指令块中不显示。 * 含有G28的程序段 * EOB(程序结束)程序段 MAZATROL程序运行时,当部控制指令与上述命令相吻合时,不显示。注 2 :因为相关刀尖路径自动插入,对于具有直径补偿的外角加工,有时程序中没有的指令也回显示 出来。12机床显示面板图
7、如下:2机床操作面板图如下21操作按钮说明 按钮名称功能左翻页键。切换界面选择键选择相对的显示键的功能。右翻页键。切换界面复位健解除进行中的一个命令操作;清除警报。清除键清除警报或清除所输入的数据数据删除取消光标所指示的所有数据输入键输入数据后按下此键视窗计算机: 按下开然后移动光标选择NC/计算机窗口,按两下关回车键确认与换行上档键此键配合字母键用,调用小字母(用法如电脑的shift)快进倍率键调节各轴快速移动速度的百分比主轴转速率键调节主轴的转速。加工进给率键切削进给倍率键,调节各轴进给移动速度。冷却开关键控制冷却的开与关冷却键选择冷却方式刀库管理键按此键与是ATC刀库相关菜单和第二原点菜
8、单.回原点机械原点,也是回零键有两种回原点方式:、第一次回原点:此键与、Y、Z移动进给键配合使用。2、第2次回原点:此键与机动回零键一起使用。手动快速移动键可以快速手动手轮选择键注:第一次回原点是指机床断电开机后机床回零那一次;第二次回原点是指第一次回零后的所有回原点的操作。单步执行键使程序单步执行手动输入键可以在这进行手动编程移动光标键(上下左右)移动光标下翻页键向上翻面上翻页键向下翻面TAB切换键切换(相当于电脑的键)主轴旋转开控制主轴的开主轴旋转停控制主轴的停机械门锁键控制机床防护门的开与关启动键程序的执行进给停止键程序暂停键机械参数锁设定参数修改打开与锁定编程锁定设定程序修改打开与锁定夹头的松紧开关松开与夹紧夹头VFC键, 把已调节的速度存到程序中辅助功能键,与其它功能键配合一起用。硬盘操作键此键里存储的空间较大,存寄存器运行键存储量较少, 大概是2MB机动回零键与原点键配合使用负X轴移动键 X轴负方向移动进给正X轴移动键 X轴正方向移动进给负Y轴移动键 Y轴负方向移动进给正Y轴移动键 Y轴正方向移动进给负Z轴移动键Z轴负方向移动进给正Z轴移动键Z轴正方向移动进给此功能没有激活此功能没有激活手轮移动方向选择键可按照选择方向,利用手轮移动经X、进给手轮可按照刻度移动出想要的距离,可以精确到um紧急停止按钮遇到紧急情况可按此键终止机床所有动作。11 / 11
 mazake操作面板操作面板功能键地介绍
mazake操作面板操作面板功能键地介绍