《低温用钢的焊接工艺》由会员分享,可在线阅读,更多相关《低温用钢的焊接工艺(2页珍藏版)》请在装配图网上搜索。
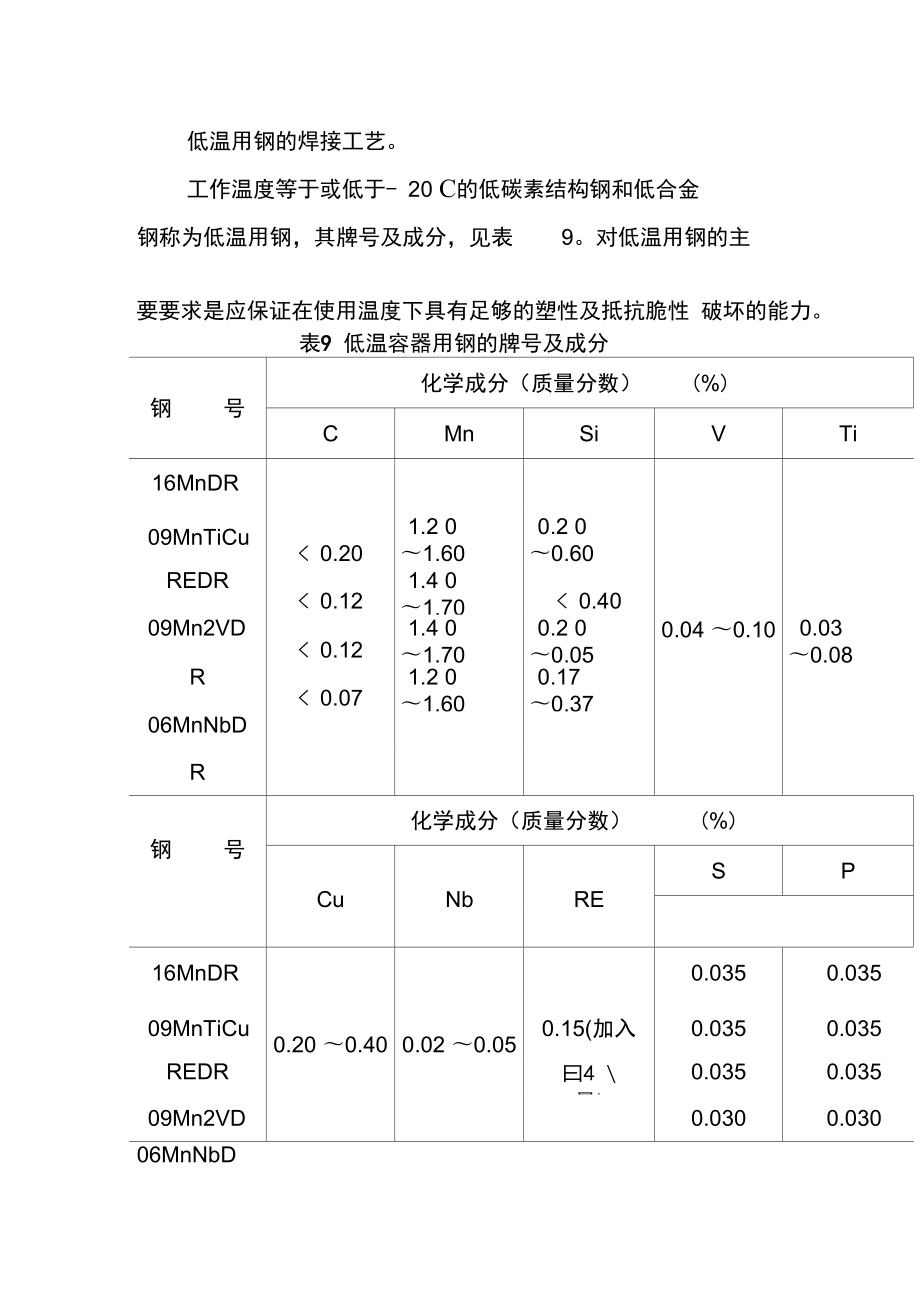
1、低温用钢的焊接工艺。工作温度等于或低于- 20 C的低碳素结构钢和低合金 钢称为低温用钢,其牌号及成分,见表9。对低温用钢的主要要求是应保证在使用温度下具有足够的塑性及抵抗脆性 破坏的能力。表9 低温容器用钢的牌号及成分钢号化学成分(质量分数)(%)CMnSiVTi16MnDR09MnTiCu 0.201.2 0 1.600.2 0 0.60REDR 0.121.4 0 1.70 0.4009Mn2VD 0.121.4 0 1.700.2 0 0.050.04 0.100.03 0.08R 0.071.2 0 1.600.17 0.3706MnNbDR化学成分(质量分数)(%)钢号CuNbRE
2、SP16MnDR0.0350.03509MnTiCu0.20 0.400.02 0.050.15(加入0.0350.035REDR曰4 量)0.0350.03509Mn2VD0.0300.03006MnNbDR低温用钢由于含碳量低,淬硬倾向和冷裂倾向小, 所以焊 接性良好。焊接时,为避免焊缝金属及热影响区形成粗晶组 织而降低低温韧性,要求采用小的焊接线能量,焊接电流不 宜过大,宜用快速多道焊以减轻焊道过热,并通过多层焊的 重热作用细化晶粒,多道焊时要控制层间温度不得过高,如焊接06MnNbDR低温用钢时,层间温度不得大于300 C焊接低温用钢的焊条,见表 10。表10焊接低温用钢焊条焊条牌号焊条型号主 要 用 途J506GE5016G焊接40 C工作的16MnDR 钢J507GRE5015GW707TW70-7C焊接70C工作的 09Mn2V 及 09MnTiCuReW707Niu钢W907NiE5515C1焊接70 C工作的低温钢及 2.5%Ni钢W107NiE5515C2焊接90 C工作的3.5%Ni钢TW10-7C焊接一100 C工作的 06MnNb、06AINbCuNu及3.5%Ni钢低温用钢焊后可进行消除应力热处理,以降低焊接结构的脆断倾向
 低温用钢的焊接工艺
低温用钢的焊接工艺