 螺丝与螺母基本介绍及螺丝柱的设计要求0620
螺丝与螺母基本介绍及螺丝柱的设计要求0620

《螺丝与螺母基本介绍及螺丝柱的设计要求0620》由会员分享,可在线阅读,更多相关《螺丝与螺母基本介绍及螺丝柱的设计要求0620(15页珍藏版)》请在装配图网上搜索。
1、1.1.螺丝、螺母的基本介绍1.11.1 螺丝的种类:自攻螺丝的螺纹分为粗牙和细牙,一般称为 typeAtypeA 和 typeABtypeAB,绝大多数都用 ABAB 牙。自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。自攻螺丝属于非标。机械螺丝与自攻螺丝的区别 :一是他们的螺纹。机械螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧, 一般多为螺母 或着有螺纹的金属件。机械螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为 6060 度,英制为 5555 度。公制标准以螺距表示、美制和英制标准则以一英寸多少 牙来表示。1.
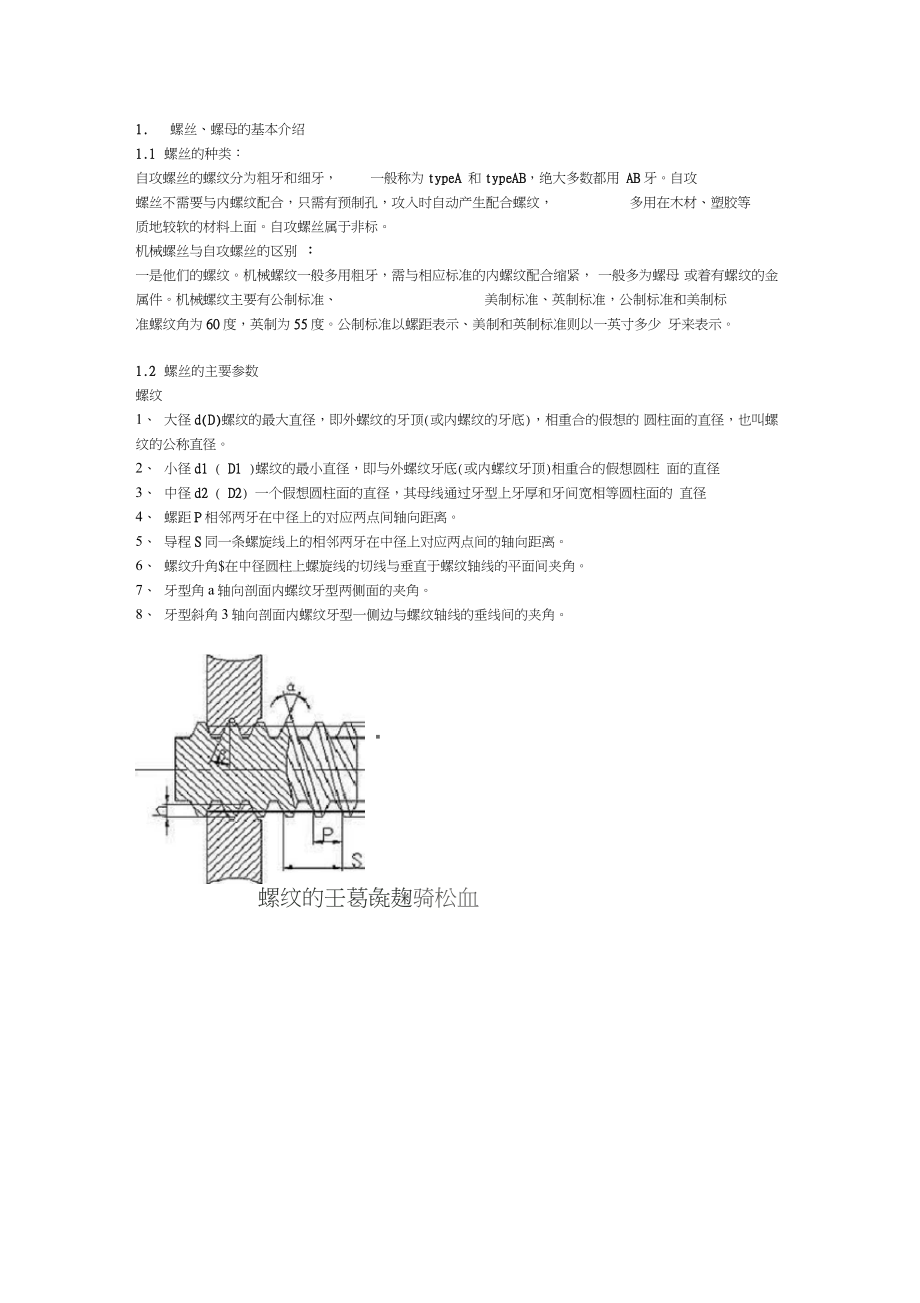
2、21.2 螺丝的主要参数螺纹1、 大径 d(D)d(D)螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的 圆柱面的直径,也叫螺纹的公称直径。2、 小径 d1d1 ( D1D1 )螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱 面的直径3、 中径 d2d2 ( D2D2) 一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的 直径4、 螺距 P P 相邻两牙在中径上的对应两点间轴向距离。5、 导程 S S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。6、 螺纹升角$在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。7、 牙型角a轴向剖面内螺
3、纹牙型两侧面的夹角。8、 牙型斜角3轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。螺纹的壬葛彘麹骑松血1.31.3 螺丝头的形状fITfCHESS (0 BiramG 球面中1i头阳H(乃 平O头TRUSS (T)孑头111iFLATFLAT (K(KH01W側HEXOL?(H)HiCO平航头圈头ASAWAJHERfHR)嵩介决prnBIIJ嘗CAP (C)SW (SQ)也也(0)卩/Mi-nrrop foul、轻囲方*星窥头QDOD1.41.4 螺丝头的槽型r 15L0TT5L0TT少6)6)一曲PHIlLiFSSKEWSSKEWS (+)(+)十字槽seirKEseirKE soci(
4、asoci(a確)内方S S口fZXAGffiifZXAGffii帧S SO O曲助内赫o o俺 U0U0 3 3无t t恢心SLOnEB&SWESLOnEB&SWESCtSEBSCtSEB 一宇防插口TOra-SETTOra-SETTRL-ftlRCTRL-ftlRC(M(M三貝戰凤车曙TAEPURTAEPUR TORXTORXEESITMiEESITMi (TIE)(TIE) SUOTTEQiPUlLIPSUOTTEQiPUlLIPOOaBIWIOHOOaBIWIOHTRIANGLETRIANGLEmvj.(iR)三甬槽H H DRIVEDRIVE (H)(H)工字檐SPECIALSPEC
5、IAL OIOSSOIOSS00INBEtrTEDINBEtrTED tHIM)tHIM)T T观tTX)tTX)QIM1.51.5 常见螺丝材质a.a.低碳钢b.b. SS-304SS-304c.c. SS-302SS-302d.d.铝合金 50525052d.d.黄铜e.e.青铜f.f.锑铜其中低碳钢用的最为广泛,价格便宜,强度较好,能适应于一般电子产品的要求。当然有时 为了需要更高的机械强度时,就可以考虑用不锈钢SS304,SS304,它的缺点是价格较高。1.61.6 螺丝的表面处理a.a.镀锌b.b.镀镍c.c.镀锡d.d.镀锌绿膜处理. .e.e.镀五彩f.f.抗氧化处理. .1.7
6、1.7 螺母的种类螺母是将两个部件紧密连接起来的零件,通过内侧的螺纹,跟同等规格的螺丝、螺栓连接在一起。螺母和螺丝、螺栓的连接属于可拆卸连接,当把螺母从螺丝、螺栓上旋下后,两个被 连接的部件可分离。1 1)碳钢或不锈钢系列:自锁螺母防松螺母锁紧螺母四爪螺母旋入螺母保险螺母细杆螺钉连接螺母自锁六角盖形螺母 专用地脚螺钉用螺母 六角冕形薄螺母 吊环螺母细牙全金属六角法兰面锁紧螺母全金属六角法兰面紧螺母细牙非金属嵌件六角法兰面锁紧螺母细牙六角法兰面螺母焊接方螺母焊接六角螺母扣紧螺母嵌装圆螺母带槽圆螺母侧面带孔圆螺母端面带孔圆螺母小圆螺母 圆螺母环形螺母蝶形螺母2 2)铜材和无铅铜系列:铜螺母镶嵌铜螺
7、母滚花铜螺母嵌装铜螺母注塑铜螺母等3 3 )合金螺母系列:锌铜合金螺母等1.81.8 六角螺母六角螺母与螺栓、螺钉配合使用,外形呈正六边形,应用广泛,主要分为内六角螺母和外六 角螺母。 1. 9 嵌入螺母采用各种压花线材生产(一般是铅黄铜,如 H59H59、36043604、36023602)制作的铜螺母. .我们日常接触到的的嵌入式滚花铜螺母都采用精密自动车床加工而成。嵌入式滚花铜螺母主要的作业方式是模具注塑套啤或者后埋入,如果采用模具注塑,PA/NYLOY/PETPA/NYLOY/PET 的熔点都在 200200C以上, 嵌入螺母被热熔进塑件后温度迅速变咼,注塑 成型后,塑料体迅速冷却结晶
8、变硬,如果嵌入螺母温度还处在高温,那就有可能导至铜螺母边攻牙边压花,这样的加工方式可以生产一些非标尺寸的滚花铜螺母,嵌入铜螺母压花的形状可随用户选择,如网纹、八字压花、人字压花等各种滚花纹路。与塑料件接触的地方开始松脱或出现裂缝。不是碳钢螺母。嵌入式铜螺母的外纹滚花有两种方式成形, 行生产,一般这种方式的拉花纹路为直纹,所以在嵌入螺母的注塑中都使用铜材质的螺母而一种是采用铜质的原材料拉花成形后在上设备进另一种是采用光圆的铜材料直接在生产的过程中1 1)注塑套啤模具注塑前把螺母预先固定在模具上,注塑后塑胶凝固将螺母包紧。2 2 )热压安装适合热塑型材料注塑完成后把螺纹嵌件安装进塑料部件。可以用手
9、动或者全自动机器进行安装螺纹嵌件会被加热到塑料的熔化温度。塑料融液会流入螺母的底部槽中。冷却后,不会有应力。特性1 1 短的注塑时间,从而降低塑料件的制造成本2 2 安全,没内应力3 3 高的轴向拉力和抗扭矩性能4 4 可重复旋入3 3)超声波安装适合热塑性塑料超声波安装在超声波下,塑料融化并流入嵌件底部切槽。冷却后,不会有应力。2.常见的螺丝柱类型2.1自攻牙型塑胶螺丝柱塑胶自攻牙型螺丝柱使用的是自攻牙螺丝,在电子产品行业使用广泛,成本低,制造简单。但是不适合于经常需要拆卸的场合,经常拆卸会导致螺丝柱滑牙, 这个跟塑胶的材料也有关系,像一般常用的 ABSABS、PCPC 等主体结构材料上只能
10、拆卸7 7 次左右。2.2镶螺母型塑胶螺丝柱镶螺母型塑胶螺丝柱使用的是机牙螺丝,在数码、手机行业使用较为广泛,制造复杂、成本高、 因为用的机牙螺丝,因此可多次反复拆卸、而且连接可靠性也高。2.32.3 钣金翻边螺丝柱钣金翻边攻牙又叫抽孔、 翻孔,就是在一个较小的基孔上抽成一个稍大的孔,再攻牙,主要用板厚比较薄的钣金加工,增加其强度和螺纹圈数,避免滑牙。制造简单,成本低。3.3.螺丝柱的基本设计原则3.1 塑胶类螺丝柱的设计螺丝柱的作用:螺丝柱是用以装配产品、及支撑承托其它零件之用。 螺丝柱主要分为自攻螺丝柱和镶螺母型螺丝柱。这些应用均要有足够强度支持压力而不致于破裂。螺丝柱的设计在结构设计中是
11、最常见的,但往往也是容易忽略的地方。设计的不当,容易引起打螺钉发白、爆裂、弓 I 发的缩水、滑牙、根部断裂等等不良现象。3.1.13.1.1自攻型螺丝柱1 1 )螺柱的尺寸问题外径和内径的分配多少合适?螺柱与螺钉的配合尺寸怎么给?还有插入件柱孔应如何设计?塑胶螺丝柱参考尺寸. .D D = =公称直径 X X 外径系数,d d = = 公称直径 X X 孔系数S S = =公称直径 X X 螺纹深度系数. .s s 表示螺丝旋入螺丝柱的深度2 2)螺丝柱的内孔设计1刍攻螺丝预孔设计坠考塑胶)理建格Z 02. 32. 62.03.03,5孔径怎求预孔直径A8SL 71. 9玄22.42,52用H
12、IPSL 71.92,2乙42,5PCL 7Z02. 32.42.63,0 -SANrL72. 02” 32.42.6 34PQM1,61, 312.32.4PA2. 02.32.4 n门彳血丁PP2-22号D D 表示螺丝柱外径,d d 表示螺丝柱内径(预孔),h h 表示螺丝柱的咼度,t t 表示产品料厚螺丝柱的形状以圆形为主,其它形状则加工不易螺丝柱高度一般是不会超过支柱直径的两倍半。因过高的支柱会导致塑胶部件成型时困气(长度太长时会引起气孔,烧焦,充填不足等)。螺丝柱的位置不能太接近转角或外侧壁,应与产品外壁保持一段距离:螺丝柱离产品外壁太近会产生缩水痕、空穴、或增加内应力等不良影响。
13、因此,支柱与产品外壁保持一段距离。3 3)螺丝柱的强度问题:加强筋怎么加?尺寸和形状如何定?另外也要考虑到筋位省模的问题。螺丝柱尽量不要单独使用, 应尽量连接至外壁或辅以三角加强筋,目的是加强支柱的强度及使胶料流动更顺畅。(三角加强筋对改善薄壁支柱的胶料流动特别适用)设计螺丝柱时,增加根部 R R 角、增加螺丝柱壁厚在一定程度上加强了螺丝柱的强度,但同时也会有缩水的风险;因此,支柱的设计须要从这两方面取得平衡。4)螺柱的配合问题:(1 1 )螺丝柱的口部倒斜角有利于装配时导正,这样可以避免开始锁螺丝时易锁偏的问题JJLNGNGOI不好嫩朗叨cO田(!罰(2 2 )跟螺丝柱配合的另一柱子口部有一
14、个凹台,起到导向作用,可以减小螺丝一开始时的 应力。有利于两结构件的装配。5)螺丝柱的缩水问题:胶厚不均引起的缩水、应力集中引起断裂等问题的避免和解决措施。 螺丝柱周围可用除去部分肉厚 ( (即开火山口) )来防收缩下陷螺丝柱底部缩水改够启0K凹凹哥叨D 3矗曲3.1.23.1.2镶螺母型螺丝柱的设计1 1)螺丝柱的尺寸问题图中 A A 表示铜螺母的外径,D D 表示螺丝柱的外径,d,d 表示螺丝柱的孔径 螺丝柱的外径应该是铜螺母外径的 1.1.5 5倍,即 D=1.5AD=1.5A。螺丝柱的内径=A-0.5=A-0.5其它的一些设计原则同自攻型螺丝柱。2 2)螺丝柱的品质重点(1 1)螺丝柱
15、的高度尺寸(2 2 )螺母与螺丝柱顶部平齐如果螺母高出螺丝柱顶面,会导致靠螺丝柱连接的两结构件无法装配到位。所以一般都允许螺母比螺丝柱低 0-0.2mm.0-0.2mm. (HYT(HYT 标准为 0-0.15mm)0-0.15mm)(3 3)镶入螺丝柱的螺母能承受2.5kg2.5kg 的扭力和 15kg15kg 的拉力。3.23.2 钣金件螺丝柱的设计(1 1 )钣金件翻边攻牙正常的浅翻边高度一般是材料厚度的一半左右,厚度基本没有变化;如果允许有厚度减薄30-40%30-40%时,可得到比正常翻边高度大高40-60%40-60%的高度,允许减薄 50%50%时,可得最大的翻边高度,当板厚较大
16、时,如2.02.0、2.52.5 等以上的板厚,便可直接攻丝。(2)(2)钣金铆接螺丝柱3.33.3 压铸件螺丝柱的设计螺母和螺1 1) 铸造工艺角铸造工艺角能使金属填充时流动平稳,气体容易排出,并可避免因锐角而产生裂纹。对于需要进行电镀和涂饰的压铸件, 圆角可以均匀镀层,防止尖角处涂料堆积。在锌合金、镁合金、 铝合金压铸件的螺丝柱设计时需要留有R0.5R0.5 的铸造工艺角。2 2) 脱模斜度为了便于从压铸型腔取出铸件,压铸件螺丝柱应具有恰当的脱模斜度。脱模斜度愈小,愈易产生脱型卡模和铸件的变形、裂纹,另外脱模剂的消耗量也会增加。这样,不仅降低了成品率, ,也使压铸作业性恶化。为此,合理设计
17、和选取压铸件的脱模斜度是十分重要的。压铸件螺丝柱的脱模斜度的选取主要与铸造合金的种类和螺丝柱的高度有关,铸造斜度不计入公差范围内。各类合金铸件螺丝柱的铸造斜度铸件内腔深度 mmmm铸件材料66686881081010151015152015202030203030603060l./Jhr-2螺纹规籽:M2.5I皿5M4材5M6M8di2.303. IB3.63 4-.70 5,587.45Z40 2&3.307060d2Z20 Z603.063,484,8 5.387J52.30 Z703*60 +?50 507.304.2事5.05.8?8.31013.3入探度t5锌合金2 2 30302
18、21 1 45451 1 30301 1 15151 10 0 4545铝合金4 43 330303 32 230302 21 130301 11515铜合金15 54 43 330303 312 2303012 21 130301 13 3)压铸件自攻牙螺丝孔设计下表推荐了不同尾部形状的自攻牙螺丝用于不同五金材料的预孔参考值。因材料和加工方法不同,预孔值也必须相应改变。(预孔尺寸的偏差为 H12H12)自攻蛭建邊计辱弩f生金wmwm度预孔贏密钢不桃彳紳?L莊損压孔径铠孔或光带冲和冲孔誠根压乱桂蝕虱貳光滔冲扎冲孔更徨诂孔匱径冲孔更翟0.400.400.4i0.4iiTwiTw0.0. 6060
19、i. i. wjwj1 1占0 00. BO.1.401.400.0. 7575i.cai.ca1,651,651.701.701.501.501.9C1.9CL8QL8QST2ST20.0. 4040CO.CO. 46)46)0.0. 6060迄一刘o.o. sasatZ.WJ)tZ.WJ)2.202.200.950.952.202.202.20ISOISO2.302.302.302.30(乙期(B.(B. WW0.400.402.W(0,461(0,4612,802,802 2的fl.fl. 60602.2. 70702.J42.J4a a BDBD2.802.802.2. 70702.
20、WO.?5O.?5 00002.2. aoao2 2;6060药)2.2. fl-Qfl-Q2.2. &6&62.32.31.1. 50502.2. 95952.702.701901903.3. 05052.802.802.70(3,(3,的nfeSftirnfeSftir - - IrTrLD-Ml.IrTrLD-Ml.3 3 25-3525-35乎4 4)压铸件螺丝柱品质重点:(1 1 )螺丝柱的高度尺寸(2 2 )螺丝孔的孔径压铸件比塑胶硬度高得多,对螺丝孔的尺寸精度要求较高,过小容易滑牙,过大会导致螺丝难打进甚至会出现螺丝断裂的现象。对于压铸件的有喷油、 电镀等表面处理工艺的, 我们更需严格把关,因为供应商通常在表面 处理时没对螺丝孔进行有效的防护措施,致使螺丝孔偏小。(3 3 )螺丝柱上的披锋压铸件是由压铸模高温高压铸造出来的,因此螺丝柱上很容易产生披锋,披锋也往往对装配产生很大的影响,所以来料检验时需控制好。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
