 MACH3系统热键OEM代码表
MACH3系统热键OEM代码表

《MACH3系统热键OEM代码表》由会员分享,可在线阅读,更多相关《MACH3系统热键OEM代码表(13页珍藏版)》请在装配图网上搜索。
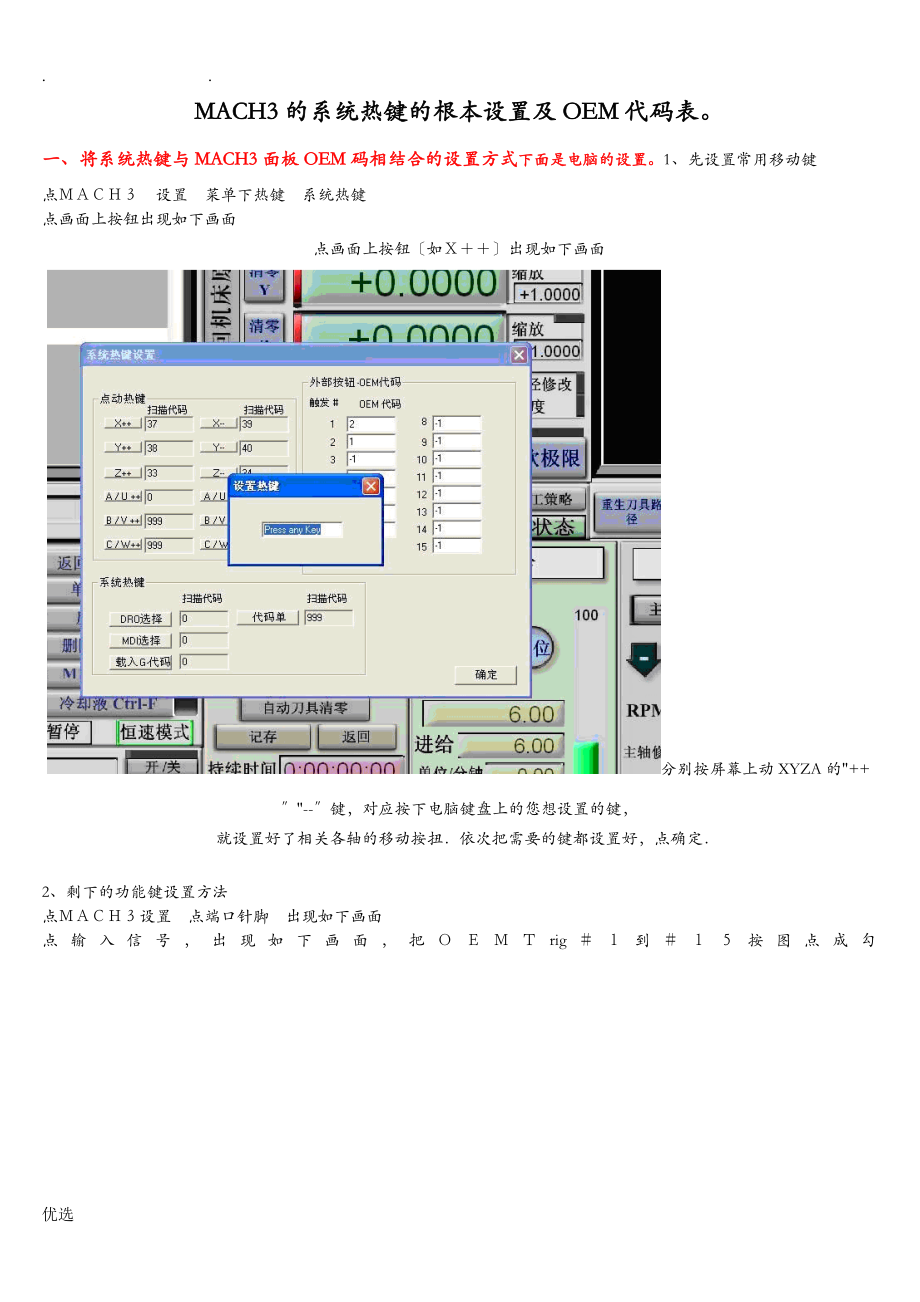
1、. .MACH3的系统热键的根本设置及OEM代码表。一、将系统热键与MACH3面板OEM码相结合的设置方式下面是电脑的设置。1、先设置常用移动键点设置菜单下热键系统热键点画面上按钮出现如下画面点画面上按钮如出现如下画面分别按屏幕上动XYZA的+-键,对应按下电脑键盘上的您想设置的键,就设置好了相关各轴的移动按扭依次把需要的键都设置好,点确定2、剩下的功能键设置方法点设置点端口针脚出现如下画面点输入信号,出现如下画面,把rig到按图点成勾 点otey列的行出现按一下你要设置的键,键盘码就自动填入,依次操作把设置好,记住5各是哪个键设置急停键选top行打勾点otey列按一下键盘键,就把键设置为急停
2、全部输入完成点应用确定退出在进入下面画面 把码写入点确定以上就设置完成了,车床也类似使用时进入手动编程,先点脱机键,按然后把可能使用的指令螺纹指令等输入,执行,在点脱机解除脱机状态手动使用时,随时按小键盘就进入指令输入状态,用光标键选择指令,在用数字键修改指令后,用执行实现准确自动走刀修改坐标或清零,按一下键,用光标选择,数字键修改确认退出这样键盘就可以完成手动操作全部动作,纵横定位自动走刀车罗纹,在也不需要摇机械手轮二、下面举个例子:例如:设置键盘J成循环开场键1.先查表2.设置OEM码3.定义按键盘键完成这个74就是按一下键盘要定义的键,不是填入去的。前面的1000是查表后填写入去的三、附
3、录:下面是国外的关于MACH3的OEM按钮码的资料,功能码有几百个,要什么功能自己定义就可以了。但要注意:在定义时,要记下哪个键是干什么用的。这个列表给出了在DooEmbutton调用中要使用的代码。如果您使用的是1.90之前的mach3版本,那么要在此列表中使用1000以上的buntton,您需要参考已弃用的call-dobutton和相应代码。功能oEMCODE屏幕1选择例如程序运行屏幕1 屏幕2选择例如MDI屏幕选择2 例如,刀具路径屏幕选择3 例如,定位屏幕选择4 例如,诊断屏幕选择5 例如,校正屏幕选择6 例如,表格屏幕选择7 股份100 inc inc坏101 重置interp10
4、2 点动模式切换103 转到平安Z104 home z,然后x,然后y,a,b,c-设置机器坐标105 单位106 马赫坐标107 喂饲108 下料109 主轴顺时针,重置THC高度110 慢跑111 慢点DN112 泛光开关113 薄雾开关114 编辑G代码115 X上的零半径DRO116 Y上的零半径DRO117 Z上的零半径DRO118 软件限制119 刀具长度偏移触摸按钮120 工具选项卡保存121 夹具选项卡保存122 焊炬启用切换123 火炬校准零点124 加载X125 EX到X126 负载量Y127 ECO-Y128 负载Z129 恩克至Z130 拨动式碾磨/转动模式131 刀具
5、路径切换132 零x编码器133 零Y编码器134 零Z编码器135 刀具偏移TOG136 夹具关闭137 回家138 第X局部偏移触摸139 Y局部偏移触摸140 零件Z偏移接触141 A局部偏移触摸142 B局部偏移接触143 C局部偏移触摸144 工具X偏移触摸145 工具Z偏移触摸146 Joy油门选择147 触摸Corr启用切换148 自动LIM覆盖切换149 覆盖限制150 SS开启ACT4开关151 保存的152 保存的153 保存的154 单位/转-单位/分钟切换155 将此行设置为下一行以执行156 慢跑跟随157 操纵杆翻开158 操纵杆关闭159 重新生成刀具路径显示16
6、0 在DROS中定义的零x-z到库存转161 坐标模式G90/91162 提高主轴转速163 降低主轴转速164 激光探针启用开关165 当前位置的零激光网格166 Z制止切换167 忽略工具更改切换168 关闭当前文件169 重新加载最后一个文件170 点动增量循环171 去除错误标签172 主轴逆时针拨动173 并行端口编码器3 MPG点动开关174 由MPG 1控制的循环轴175 块删除开关开关176 可选停顿开关开关177 脱机切换178 显示abs机器坐标即翻开macnine坐标179 显示工作+G92坐标即关闭机器坐标180 显示工作坐标即不与G92一起显示181 .拨动轴实际18
7、2 home x,home z转弯184 为MPG 1选择X185 为MPG 1选择Y186 为MPG 1选择Z187 为MPG 1选择A188 为MPG 1选择B189 为MPG 1选择C190 选择点动增量1191 选择点动增量2192 选择点动增量3193 选择点动增量4194 选择点动增量5195 选择点动增量6196 选择点动增量7197 选择点动增量8198 选择点动增量9199 选择点动增量10200 进给超控关闭201 进给超控点动202 馈送覆盖馈送203 点动模式连续与按钮276一样204 点动模式步骤与按钮275一样205 操纵杆翻开206 操纵杆关闭207 去除Z刀具偏
8、移旋转208 去除X刀具偏移旋转209 将库存校正设置为零旋转210 home x home z转弯211 主页X转弯212 原点Z转弯213 显示最近的G代码文件列表214 显示历史记录215 加载G代码216 工具翻转开关转动前/后工具杆217 Z-制止翻开218 Z-制止关闭219 端口位测试集诊断220 防俯冲启用开关221 THC防俯冲关闭222 THC防俯冲开启223 洪水泛滥224 洪涝灾害225 薄雾226 薄雾227 加载教学文件228 刀具路径机器/作业切换229 显示向导选择窗口230 向导完成后加载普通屏幕231 简单复杂屏幕切换232 输出4开233 输出4关闭234
9、 输出5开235 输出5关闭236 输出6开237 输出6关闭238 设置帮助上下文239 定义参考所有轴240 切向切换241 将XYZ保存到G59.254工作偏移242 DO G0G53至G59.254偏移位置243 使用中点选择移动到G59.254244 通过相关的cont/step/mpg切换点动模式245 所有轴上的参考力246 等速进给开关247 CV输出248 CV馈电249 禁用X轴上的移动250 禁用Y轴上的移动251 禁用Z轴上的移动252 禁用A轴上的移动253 禁用轴B上的移动254 禁用轴C上的移动255 机器坐标切换256 发动机离线257 发动机在线258 选择X
10、轴上的编码器点动259 选择Y轴上的编码器点动260 选择Z轴上的编码器点动261 选择A轴上的编码器点动262 选择轴B上的编码器点动263 选择C轴上的编码器点动264 选择步骤值1265 选择步骤值2266 选择步骤值3267 选择步骤值4268 选择步骤值5269 选择步骤值6270 选择步骤值7271 选择步骤值8272 选择步骤值9273 选择阶跃值10274 设置点动模式步骤与按钮205一样275 设置点动模式控制与按钮204一样276 增加进料速度277 减量进料率278 反向运行279 切换到上次使用的向导280 由MPG 2控制的循环轴281 在MPG 2上切换锥形模式28
11、2 切换双MPG标志283 切换MPG的换向模式284 返回暂停状态285 记住暂停状态286 切换快速进纸的覆盖287 当前作物停留时间288 .设置Formlas289 制止X轴的点动290 制止Y轴的点动291 制止Z轴的点动292 制止轴的点动293 制止B轴点动294 制止C轴点动295 执行螺钉校准程序296 无条件作物现在任何停留297 保存的298 切换旁路进纸启用OEM DRO 122中的值299 切换当前工具在前面的工具柱中300 oemtriggers的代码在settriggermacro中运行宏301 循环MPG点动模式302 设置MPG点动模式=速度303 设置MPG
12、点动模式=速度/步进304 设置MPG点动模式=执行单个EAXCT步骤305 设置MPG点动模式=执行多个准确步骤306 推到点动X+307 推到点动X-308 推到慢跑Y+309 推到慢跑Y-310 推到点动Z+311 推到点动Z-312 推到慢跑A+313 推到慢跑A-314 校准MPG315 保存工具表316 保存工时偏移表317 拖开工具路径进展缩放切换318 拖开工具路径进展平移切换319 显示向导选择对话框320 运行新设备向导321 紧急救援-仅测试仪使用322 切换屏幕50的可见性323 关闭模式工具触摸X轴324 切换使用主轴步进线控制焊炬电压325 关闭模式工具触摸Z轴32
13、6 选择MPG点动模式327 未知的328 推到点动B+329 推到点动B-330 推到慢跑C+331 推到点动C-332 切换轴DROS显示距离333 关闭X点动334 关闭Y点动335 关闭Z点动336 关闭点动337 切换B点动关闭338 关闭C点动339 在当前位置设置临时软限制最小值340 在当前位置设置临时软限制最大值341 保存的343 - 347 关闭菜单栏的显示348 翻开菜单栏的显示349 将主轴速度增加值不是%转动350 将主轴速度降低值不是%转动351 慢跑X和轴+ +在一起泡沫机器352 慢跑X与轴一起泡沫塑料机353 慢跑和轴+ +在一起泡沫机器354 慢跑和轴一起泡沫机器355 循环开场1000 暂停进给保持1001 重绕1002 停顿1003 单一的1004 简历1005 编辑文件1006 零所有1007 零x1008 零y1009 零z1010 零A1011 零B1012 零C1013 进料率复位1014 估计作业1015 从这里跑1016 哥托斯1017 坐标系1018 验证1020 重置1021 参考文献X1022 参考文献1023 参考文献Z1024 参考文献A1025 参考文献B1026 参考C1027 操纵杆开关1028 软限制切换1029 半径跟踪开关1030 慢跑肘节1031 优选
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
