 数控车床编程A类课件
数控车床编程A类课件

《数控车床编程A类课件》由会员分享,可在线阅读,更多相关《数控车床编程A类课件(18页珍藏版)》请在装配图网上搜索。
1、数控车床编程A类数控车床编程数控车床编程数控车床编程A类1、快速定位指令:、快速定位指令:G00数控车床编程A类4)说明:)说明:(1)进给速度:由机床参数对各轴分别设定,不能用程序规)进给速度:由机床参数对各轴分别设定,不能用程序规定,但可由面板上的快速修调旋钮修调定,但可由面板上的快速修调旋钮修调(2)运动轨迹:不一定是直线,要避免撞刀)运动轨迹:不一定是直线,要避免撞刀(3)用途:一般用于加工前快速定位或加工后快速退刀,不)用途:一般用于加工前快速定位或加工后快速退刀,不能用于切削。能用于切削。(4)G00为模态功能,可由为模态功能,可由G01、G02、G03或或G33功能注销功能注销数
2、控车床编程A类2、直线进给指令、直线进给指令G01数控车床编程A类(1) 运动轨迹为直线,可以用来加工圆柱、圆锥、车运动轨迹为直线,可以用来加工圆柱、圆锥、车槽、车断、倒角、平端面、镗孔等结构槽、车断、倒角、平端面、镗孔等结构(2)进给速度由)进给速度由F指定且可以修调。指定且可以修调。(3)G01和和F都是模态代码都是模态代码(4)F可由可由G00注销注销4)说明:)说明:数控车床编程A类3、圆弧插补指令(、圆弧插补指令(G02、G03)1)功能:圆弧插补指令能使刀具在指定平面内按给定的进给速度作圆弧插补运动,切削出圆弧曲线。2)顺逆的判别:数控车床是两坐标的机床,只有X轴和Z轴,在判断逆、
3、顺时,应按右手定则将Y轴也加以考虑。从Y轴的正向向Y轴的负方向看去,判断XZ平面内所加工圆弧曲线的方向,顺时针圆弧插补用G02指令,逆时针圆弧用G03指令。 O Z X G03 G02 O Y Z G03 G02 O X Y G03 G02 X Z Y 数控车床编程A类G02 (G03) X _ Z_ R _ F_ (常用格式)常用格式)3)格式:)格式:1 1、X X、Z Z:圆弧终点的绝对坐标:圆弧终点的绝对坐标2 2、当圆弧圆心角小于、当圆弧圆心角小于180180时,时,R R为正值,当圆弧为正值,当圆弧圆心角大于圆心角大于180180时时,R,R为负值,为负值,3 3、F F为编程的两
4、个轴的合成进给速度。为编程的两个轴的合成进给速度。4 4、在编程时,应事先把刀具定位到圆弧的起点。、在编程时,应事先把刀具定位到圆弧的起点。数控车床编程A类4、螺纹加工指令、螺纹加工指令 G92数控车床编程A类4、螺纹切削循环指令(、螺纹切削循环指令(G92)1)该指令适用于对直螺纹和锥螺纹进行循环切削,每指定一次,螺纹切削自动进行一次循环。2)格式:G92 X_ Z_ F_ X、Z:螺纹切削终点坐标 F:螺纹导程:螺纹导程3)轨迹:数控车床编程A类4)用G92加工螺纹时,由于伺服系统本身具有滞后特性,会在起始段和停止段发生螺纹的螺距不规则现象,故应考虑刀具的引入长度1,和超越长度2。5)因受
5、机床结构及数控系统的影响,车螺纹时主轴的转速有一定的限制。6)螺纹加工中的走刀次数和进刀量(背吃刀量)会直接影响螺纹的加工质量,车削螺纹时的走刀次数和背吃刀量可参考下表数控车床编程A类普通螺纹 牙深:0. 6495P P是螺纹螺距螺 距11.52.02.53.03.54.0牙 深0.6490.9741.2991.6241.9492.2732.598走刀次数和背吃刀量1次0.70.80.91.01.21.51.52次0.40.60.60.70.70.70.83次0.20.40.60.60.60.60.64次0.160.40.40.40.60.65次0.10.40.40.40.46次0.150.4
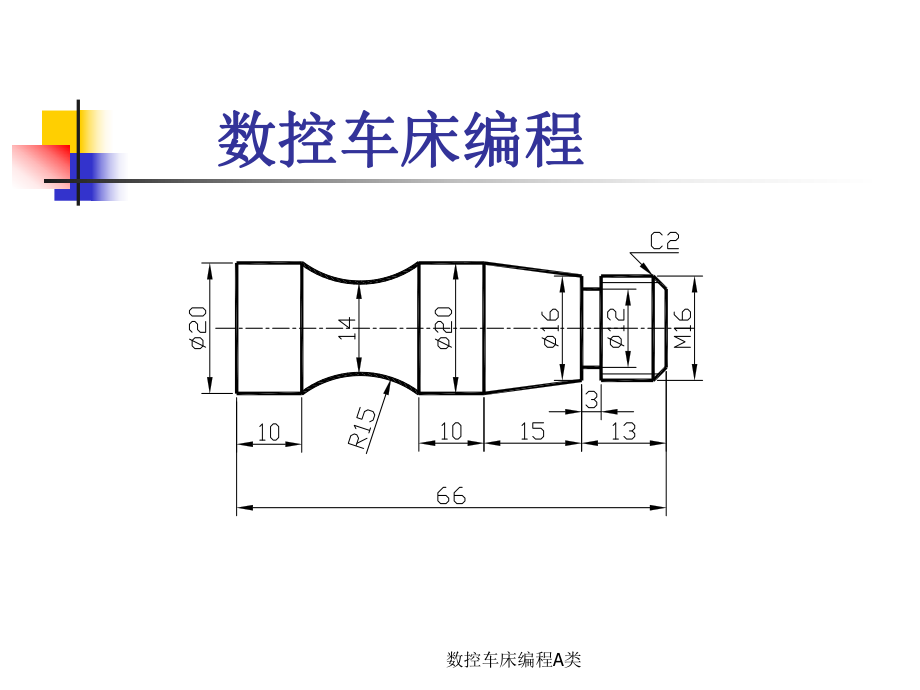
6、0.40.47次0.20.20.48次0.150.39次0.2数控车床编程A类7)螺纹切削循环指令编程举例)螺纹切削循环指令编程举例G00 X25 Z0;G92 X19.1 Z-23 F2; X18.5 X17.9 X17.5 X17.4G00 X100 Z100 M09; 数控车床编程A类编程举例毛坯毛坯:26100材料:材料:尼龙数控车床编程A类1、工艺分析1)装夹方案:三爪卡盘,毛坯伸出卡爪70mm2)刀具选择T0101:外圆车刀,刀尖角35度T0202:切槽刀,刀宽3mmT0303:螺纹刀3)加工路线:粗车20全长粗车螺纹外径粗车锥面粗车R15圆弧面精车外形车退刀槽车螺纹切断数控车床编
7、程A类2、程序编制O1234*(程序号)M03 S800*(主轴正传,转速为800r/min)T0101*(换1号刀)G00 X24 Z2*(开始粗车20外圆,分三到车完,留0.5mm精车余量)G01 Z-69 F200*(第一刀,切出24长度为69的圆柱面)G00 X26 Z2*(退刀)G00 X22 Z2*(进刀)G01 Z-69 F200*(第二刀,切出22长度为69的圆柱面)G00 X24 Z2*(退刀)G00 X20.5*(进刀)G01 Z-69*(第三刀, 切出20.5长度为69的圆柱面)G00 X22 Z2*(退刀)G00 X18*(开始粗车螺纹表面,分两刀完成,留0.5mm余量
8、)G01 Z-13*(第一刀,切出28长度为13的圆柱面)G00 X20 Z2*(退刀)G00 X16.5 Z2*(进刀)G01 Z-13*(第二刀,切出16.5长度为13的圆柱面)数控车床编程A类G00 X18*(开始粗车锥面,分两刀完成,留0.5mm余量)G01 X20.5 Z-28*(第一刀)G00 Z-13*G00 X16.5*G01 X20.5 Z-28*(第二刀)G00 X22 Z-38*(粗车圆弧表面,分两刀完成,留0.5mm余量)G02 X22 Z-56 R15*(第一刀)G00 Z-28*G01 X20.5*G02 X20.5 Z-56 R15*(第二刀)G00 X22 Z2
9、*(退刀)M03 S1000*G00 X12*(精车开始)G01 Z0*G01 X15.9 Z-2 F100*(倒角,螺纹外径应比公称直径小0.10.3mm)G01 X15.9 Z-13*数控车床编程A类G01 X15.9 Z-13*(精车螺纹外径)X16*(精车端面)X20 Z-28*(精车锥面)Z-38*(精车20长度为10的圆柱面)G02 X20 Z-56 R15*(精车R15圆弧面)G01 Z-69*(精车左端20圆柱面)G00 X50 Z50*(快速退刀到换刀点)T0202*(换2号刀:切槽刀)M03 S500*G00 X18* Z-13*(定位到切槽位置)G01 X12 F30*(
10、切槽)G04 X1*(暂停)G00 X50*(退出退刀槽)G00 Z50*(退刀到换刀位置)数控车床编程A类T0303(换3号螺纹刀)M03 S400*(开始车螺纹)G00 X25 Z5*(快速定位到循环起点)G92 X15.2 Z-11 F1.5*(第一刀车0.8mm)X14.6* (第二刀车0.6mm)X14.2* (第三刀车0.4mm)X14.05* (第四刀车0.15mm)G00 X50 Z50*(退刀到换刀点)T0202*(换槽刀、车断工件)M03 S500*G00 X26*Z-69*(定位到切断位置)G01 X0 F30*(切断工件)G00 X30*(退出工件)M05*(主轴停止)G28 X0 Z0*(快速返回参零点)M30*(程序结束)
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
