 数控车床编程实例大全
数控车床编程实例大全

《数控车床编程实例大全》由会员分享,可在线阅读,更多相关《数控车床编程实例大全(16页珍藏版)》请在装配图网上搜索。
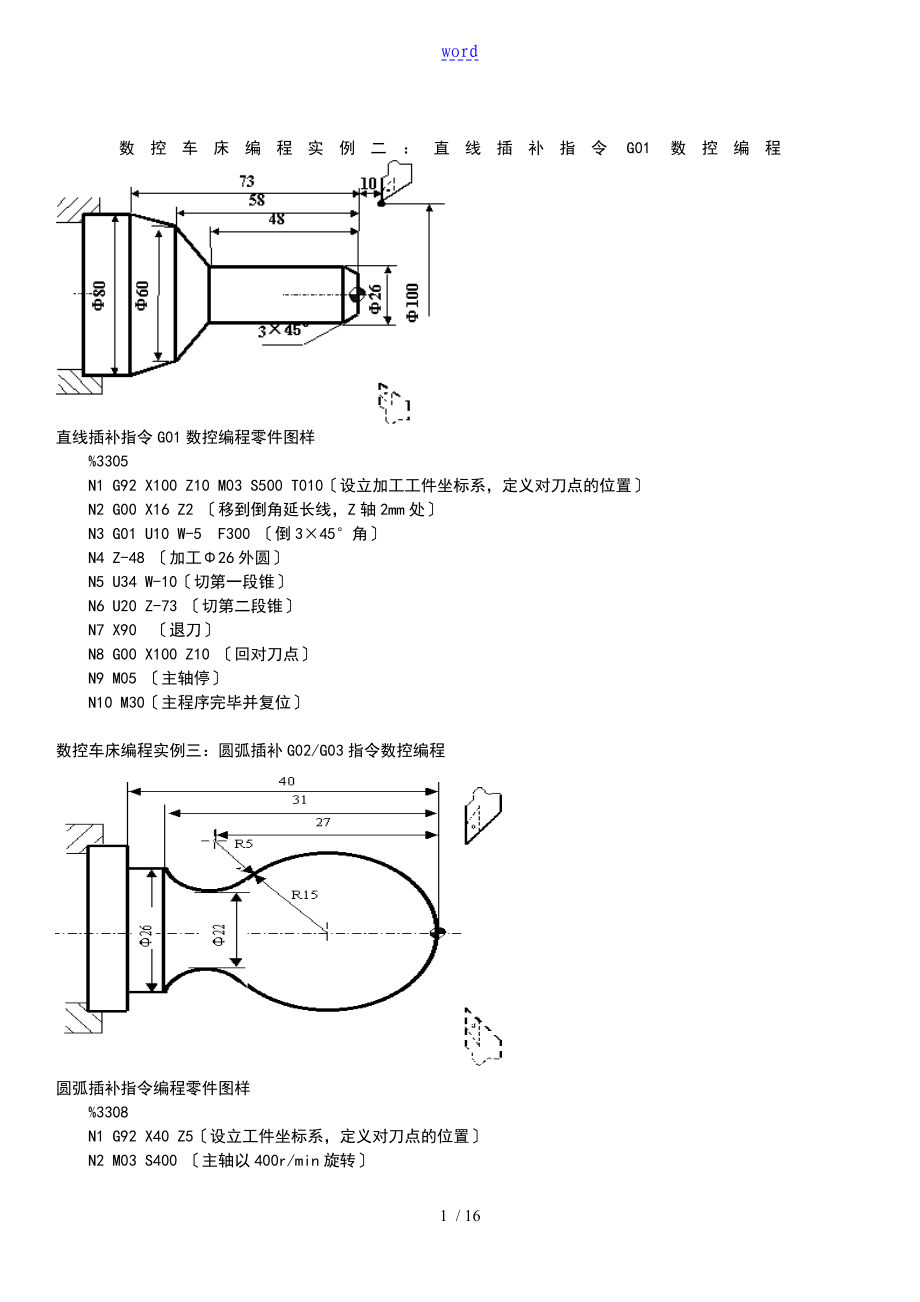
1、word数控车床编程实例二:直线插补指令G01数控编程直线插补指令G01数控编程零件图样%3305N1 G92 X100 Z10 M03 S500 T010设立加工工件坐标系,定义对刀点的位置N2 G00 X16 Z2 移到倒角延长线,Z轴2mm处N3 G01 U10 W-5 F300 倒345角N4 Z-48 加工26外圆N5 U34 W-10切第一段锥N6 U20 Z-73 切第二段锥N7 X90 退刀N8 G00 X100 Z10 回对刀点N9 M05 主轴停N10 M30主程序完毕并复位数控车床编程实例三:圆弧插补G02/G03指令数控编程圆弧插补指令编程零件图样%3308N1 G92
2、 X40 Z5设立工件坐标系,定义对刀点的位置N2 M03 S400 主轴以400r/min旋转N3 G00 X0到达工件中心N4 G01 Z0 F60工进接触工件毛坯N5 G03 U24 W-24 R15 加工R15圆弧段N6 G02 X26 Z-31 R5 加工R5圆弧段N7 G01 Z-40 加工26外圆N8 X40 Z5 回对刀点N9 M30主轴停、主程序完毕并复位数控车床编程实例四:倒角指令数控编程%3310N10 G92 X70 Z10设立坐标系,定义对刀点的位置N20 G00 U-70 W-10从编程规划起点,移到工件前端面中心处N30 G01 U26 C3 F100倒345直角
3、N40 W-22 R3倒R3圆角N50 U39 W-14 C3倒边长为3等腰直角N60 W-34加工65外圆N70 G00 U5 W80回到编程规划起点N80 M30主轴停、主程序完毕并复位数控车床数控编程实例五:倒角指令数控编程二%3310N10 G92 X70 Z10设立坐标系,定义对刀点的位置N20 G00 X0 Z4到工件中心N30 G01 W-4 F100工进接触工件N40 X26 C3 倒345的直角N50 Z-21 加工26外圆N60 G02 U30 W-15 R15 RL=3 加工R15圆弧,并倒边长为4的直角N70 G01 Z-70 加工56外圆N80 G00 U10退刀,离
4、开工件N90 X70 Z10返回程序起点位置M30主轴停、主程序完毕并复位数控车床编程实例六:圆柱数控螺纹编程圆柱数控螺纹编程零件图样%3312N1 G92 X50 Z120设立坐标系,定义对刀点的位置N2 M03 S300主轴以300r/min旋转N3 G00 X29.2 Z101.5 到螺纹起点,升速段1.5mm,吃刀深0.8mmN4 G32 Z19 F1.5 切削螺纹到螺纹切削终点,降速段1mmN5 G00 X40 X轴方向快退N6 Z101.5Z轴方向快退到螺纹起点处N7 X28.6 X轴方向快进到螺纹起点处,吃刀深0.6mmN8 G32 Z19 F1.5 切削螺纹到螺纹切削终点N9
5、G00 X40 X轴方向快退N10 Z101.5Z轴方向快退到螺纹起点处N11 X28.2 X轴方向快进到螺纹起点处,吃刀深0.4mmN12 G32 Z19 F1.5切削螺纹到螺纹切削终点N13 G00 X40X轴方向快退N14 Z101.5 Z轴方向快退到螺纹起点处N15 U-11.96 X轴方向快进到螺纹起点处,吃刀深0.16mmN16 G32 W-82.5 F1.5 切削螺纹到螺纹切削终点N17 G00 X40X轴方向快退N18 X50 Z120 回对刀点N19 M05(主轴停N20 M30 主程序完毕并复位数控车床编程实例七:恒线速度功能数控编程恒线速度功能编程零件图样%3314N1
6、G92 X40 Z5设立坐标系,定义对刀点的位置N2 M03 S400主轴以400r/min旋转N3 G96 S80 恒线速度有效,线速度为80m/minN4 G00 X0刀到中心,转速升高,直到主轴到最大限速N5 G01 Z0 F60 工进接触工件N6 G03 U24 W-24 R15 加工R15圆弧段N7 G02 X26 Z-31 R5 加工R5圆弧段N8 G01 Z-40 加工26外圆N9 X40 Z5 回对刀点N10 G97 S300取消恒线速度功能,设定主轴按300r/min旋转N11 M30主轴停、主程序完毕并复位数控车床编程实例八:G80指令数控编程G80指令数控编程零件图样%3
7、317M03 S400主轴以400r/min旋转G91 G80 X-10 Z-33 I-5.5 F100 加工第一次循环,吃刀深3mmX-13 Z-33 I-5.5加工第二次循环,吃刀深3mmX-16 Z-33 I-5.5加工第三次循环,吃刀深3mmM30主轴停、主程序完毕并复位数控车床编程实例九:G81指令编程,点画线代表毛坯。G81切削循环数控编程实例零件图样%3320N1 G54 G90 G00 X60 Z45 M03选定坐标系,主轴正转,到循环起点N2 G81 X25 Z31.5 K-3.5 F100加工第一次循环,吃刀深2mmN3 X25 Z29.5 K-3.5每次吃刀均为2mm,
8、N4 X25 Z27.5 K-3.5 每次切削起点位,距工件外圆面5mm,故K值为-3.5N5 X25 Z25.5 K-3.5加工第四次循环,吃刀深2mmN6 M05主轴停N7 M30主程序完毕并复位数控车床数控编程实例十:G82指令数控编程,毛坯外形已加工完成。G82切削循环数控编程实例零件图样%3323N1 G55 G00 X35 Z104选定坐标系G55,到循环起点N2 M03 S300主轴以300r/min正转N3 G82 X29.2 Z18.5 C2 P180 F3第一次循环切螺纹,切深0.8mmN4 X28.6 Z18.5 C2 P180 F3第二次循环切螺纹,切深0.4mmN5
9、X28.2 Z18.5 C2 P180 F3第三次循环切螺纹,切深0.4mmN6 X28.04 Z18.5 C2 P180 F3第四次循环切螺纹,切深0.16mmN7 M30主轴停、主程序完毕并复位数控车床数控编程实例十一:外径粗加工复合循环编制图所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm半径量。退刀量为1mm,X方向精加工余量为0.4mm,Z方向精加工余量为0.1mm,其中点划线局部为工件毛坯。G71外径复合循环数控编程实例零件图样%3327见图N1 G59 G00 X80 Z80选定坐标系G55,到程序起点位置N2 M03 S400主轴以400r/min正转N
10、3 G01 X46 Z3 F100刀具到循环起点位置N4 G71U1.5R1P5Q13X0.4 Z0.1粗切量:1.5mm精切量:X0.4mm Z0.1mmN5 G00 X0精加工轮廓起始行,到倒角延长线N6 G01 X10 Z-2精加工245倒角N7 Z-20精加工10外圆N8 G02 U10 W-5 R5精加工R5圆弧N9 G01 W-10精加工20外圆N10 G03 U14 W-7 R7精加工R7圆弧N11 G01 Z-52精加工34外圆N12 U10 W-10精加工外圆锥N13 W-20精加工44外圆,精加工轮廓完毕行N14 X50退出已加工面N15G00 X80 Z80回对刀点N16
11、 M05主轴停N17 M30主程序完毕并复位数控车床编程实例十二:内径粗加工复合循环编制图所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm半径量。退刀量为1mm,X方向精加工余量为0.4mm,Z方向精加工余量为0.1mm,其中点划线局部为工件毛坯。G71内径复合循环数控编程实例零件图样%3328见图N1 T0101换一号刀,确定其坐标系N2 G00 X80 Z80到程序起点或换刀点位置N3 M03 S400主轴以400r/min正转N4 X6 Z5到循环起点位置G71U1R1P8Q16X-0.4Z0.1 F100内径粗切循环加工N5 G00 X80 Z80粗切后,到换刀
12、点位置N6 T0202换二号刀,确定其坐标系N7 G00 G42 X6 Z5 二号刀参加刀尖园弧半径补偿N8 G00 X44 精加工轮廓开始,到44外圆处N9 G01 W-20 F80精加工44外圆N10 U-10 W-10 精加工外圆锥N11 W-10精加工34外圆N12 G03 U-14 W-7 R7 精加工R7圆弧N13 G01 W-10 精加工20外圆N14 G02 U-10 W-5 R5 精加工R5圆弧N15 G01 Z-80精加工10外圆N16 U-4 W-2精加工倒245角,精加工轮廓完毕N17 G40 X4 退出已加工外表,取消刀尖园弧半径补偿N18 G00 Z80退出工件内孔
13、N19 X80 回程序起点或换刀点位置N20 M30 主轴停、主程序完毕并复位数控车床编程实例十三:有凹槽的外径粗加工复合循环编制图所示零件的加工程序,其中点划线局部为工件毛坯。G71有凹槽复合循环数控编程实例零件图样%3329N1 T0101换一号刀,确定其坐标系N2 G00 X80 Z100到程序起点或换刀点位置M03 S400主轴以400r/min正转N3 G00 X42 Z3到循环起点位置N4G71U1R1P8Q19E0.3F100有凹槽粗切循环加工N5 G00 X80 Z100粗加工后,到换刀点位置N6 T0202 换二号刀,确定其坐标系N7 G00 G42 X42 Z3二号刀参加刀
14、尖园弧半径补偿N8 G00 X10精加工轮廓开始,到倒角延长线处N9 G01 X20 Z-2 F80精加工倒245角N10 Z-8精加工20外圆N11 G02 X28 Z-12 R4精加工R4圆弧N12 G01 Z-17精加工28外圆N13 U-10 W-5精加工下切锥N14 W-8精加工18外圆槽N15 U8.66 W-2.5精加工上切锥N16 Z-37.5精加工26.66外圆N17 G02 X30.66 W-14 R10精加工R10下切圆弧N18 G01 W-10精加工30.66外圆N19 X40退出已加工外表,精加工轮廓完毕N20 G00 G40 X80 Z100取消半径补偿,返回换刀点
15、位置N21 M30主轴停、主程序完毕并复位数控车床编程实例十四:编制图所示零件的加工程序:要求循环起始点在A(80,1),切削深度为1.2mm。退刀量为1mm,X方向精加工余量为0.2mm,Z方向精加工余量为0.5mm,其中点划线局部为工件毛坯。G72外径粗切复合循环数控编程实例零件图样%3332N1 T0101换一号刀,确定其坐标系N2 G00 X100 Z80到程序起点或换刀点位置N3 M03 S400主轴以400r/min正转N4 X80 Z1到循环起点位置N5 G72W1.2R1P8Q17X0.2Z0.5F100外端面粗切循环加工N6 G00 X100 Z80粗加工后,到换刀点位置N7
16、 G42 X80 Z1参加刀尖园弧半径补偿N8 G00 Z-56精加工轮廓开始,到锥面延长线处N9 G01 X54 Z-40 F80精加工锥面N10 Z-30精加工54外圆N11 G02 U-8 W4 R4精加工R4圆弧N12 G01 X30精加工Z26处端面N13 Z-15精加工30外圆N14 U-16精加工Z15处端面N15 G03 U-4 W2 R2精加工R2圆弧N16 Z-2精加工10外圆N17 U-6 W3精加工倒245角,精加工轮廓完毕N18 G00 X50退出已加工外表N19 G40 X100 Z80取消半径补偿,返回程序起点位置N20 M30主轴停、主程序完毕并复位数控车床编程
17、实例十五:编制图所示零件的加工程序:要求循环起始点在A(6,3),切削深度为1.2mm。退刀量为1mm,X方向精加工余量为0.2mm,Z方向精加工余量为0.5mm,其中点划线局部为工件毛坯。G72内径粗切复合循环数控编程实例零件图样%3333N1 G92 X100 Z80设立坐标系,定义对刀点的位置N2 M03 S400主轴以400r/min正转N3 G00 X6 Z3到循环起点位置G72W1.2R1P5Q15X-0.2Z0.5F100内端面粗切循环加工N5 G00 Z-61精加工轮廓开始,到倒角延长线处N6 G01 U6 W3 F80精加工倒245角N7 W10精加工10外圆N8 G03 U
18、4 W2 R2精加工R2圆弧N9 G01 X30精加工Z45处端面N10 Z-34精加工30外圆N11 X46精加工Z34处端面N12 G02 U8 W4 R4精加工R4圆弧N13 G01 Z-20精加工54外圆N14 U20 W10精加工锥面N15 Z3精加工74外圆,精加工轮廓完毕N16 G00 X100 Z80返回对刀点位置N17 M30主轴停、主程序完毕并复位数控车床编程实例十六:编制图所示零件的加工程序:设切削起始点在A(60,5);X、Z方向粗加工余量分别为3mm、0.9mm; 粗加工次数为3;X、Z方向精加工余量分别为0.6mm、0.1mm。其中点划线局部为工件毛坯。G73数控编
19、程实例零件图样%3335N1 G58 G00 X80 Z80选定坐标系,到程序起点位置N2 M03 S400主轴以400r/min正转N3 G00 X60 Z5到循环起点位置N4 G73U3W0.9R3P5Q13X0.6Z0.1F120闭环粗切循环加工N5 G00 X0 Z3 精加工轮廓开始,到倒角延长线处N6 G01 U10 Z-2 F80精加工倒245角N7 Z-20精加工10外圆N8 G02 U10 W-5 R5精加工R5圆弧N9 G01 Z-35精加工20外圆N10 G03 U14 W-7 R7 精加工R7圆弧N11 G01 Z-52 精加工34外圆N12 U10 W-10精加工锥面N
20、13 U10退出已加工外表,精加工轮廓完毕N14 G00 X80 Z80返回程序起点位置N15 M30主轴停、主程序完毕并复位数控车床编程实例十七:用螺纹切削复合循环G76指令编程,加工螺纹为ZM602,工件尺寸见图,其中括弧内尺寸根据标准得到。G76循环切削数控编程实例零件图样%3338N1 T0101换一号刀,确定其坐标系N2 G00 X100 Z100到程序起点或换刀点位置N3 M03 S400主轴以400r/min正转N4 G00 X90 Z4到简单循环起点位置N5 G80 X61.125 Z-30 I-1.063 F80加工锥螺纹外外表N6 G00 X100 Z100 M05到程序起
21、点或换刀点位置N7 T0202换二号刀,确定其坐标系N8 M03 S300主轴以300r/min正转N9 G00 X90 Z4到螺纹循环起点位置N11 G00 X100 Z100返回程序起点位置或换刀点位置N12 M05主轴停N13 M30主程序完毕并复位车床编程实例十八:考虑刀尖半径补偿,编制图所示零件的数控加工程序。刀具园弧半径补偿G42数控编程实例零件图样%3345N1 T0101 换一号刀,确定其坐标系N2 M03 S400 主轴以400r/min正转N3 G00 X40 Z5 到程序起点位置N4 G00 X0 刀具移到工件中心N5 G01 G42 Z0 F60 参加刀具园弧半径补偿,
22、工进接触工件N6 G03 U24 W-24 R15 加工R15圆弧段N7 G02 X26 Z-31 R5 加工R5圆弧段N8 G01 Z-40 加工26外圆N9 G00 X30 退出已加工外表N10 G40 X40 Z5 取消半径补偿,返回程序起点位置N11 M30 主轴停、主程序完毕并复位车床编程实例十九:用数控宏程序编制如下列图抛物线Z=X2/8在区间0,16内的程序。数控宏程序编制例图%8002#10=0;X坐标#11=0;Z坐标M03 S600WHILE #10 LE 16G90 G01 X#10 Z#11 F500#11=#10*#10/8ENDWG00 Z0 M05G00 X0世纪
23、星车床数控系统功能测试程序:%0001g92 x100 z80 ;考机程序WHILE TRUEt0101M08m03 s460g00 x60 z5g81 x0 z1.5 f800g81 x0 z0g00 x100 z80t0202;M00g00 x60 z3g80x52.6 z-133 f800G01X53G01G42X40n1 g00 x10.6 z3g01 x20.6 z-2 f600z-28g02 x30.6 z-33 r5g01 z-43g03 x42.6 z-49 r6g40 g00 x60 z-50G00 G42 X50n3 g01 x44.1 f600x36.6 z-65z-73
24、g02 x40.6 z-75 r2N4 g01 x60g00 g40 x100 z80t0303;M00g00 x58.6 z-65m98 p0002 l7G90 g00 x70 z3g01 G42 x10 f600x20 z-2z-28g02 x30 z-33 r5g01 z-43g03 x42 z-49 r6g01 z-53x36 z-65z-73g02 x40 z-75 R2g01 x44x46 z-76z-83g02 z-113 r25g03 x52 z-122 r15g01 z-133g01 x60g00 G40 x100 z80 ;m05t0404;M00M03 S220g00 x
25、30 z5g82 x19.3 z-20 r-3 e1 c2 p120 f3G82 x18.9 Z-20 R-3 E1 C2 P120 F3x18.7 Z-20 R-3 E1 C2 P120 F3x18.7 Z-20 R-3 E1 C2 P120 F3g76 c2 r-3 e1 a60 x18.7 z-20 k0.65 u0.1 v0.1 q0.6 p240 f3g00 x100 z80M09m05ENDWm30%0002g91 g01 g42 z-5 f1060z-13g02 z-30 r25g03 x6 z-9 r15g01 x4g00 z57g01 G40 x-12m99数控车床编程实例一
26、:加工半径数控编程加工半径数控编程零件图样%3110 主程序程序名N1 G92 X16 Z1设立坐标系,定义对刀点的位置N2 G37 G00 Z0 M03移到数控子程序起点处、主轴正转N3 M98 P0003 L6调用数控子程序,并循环6次N4 G00 X16 Z1 返回对刀点N5 G36取消加工半径数控编程N6 M05 主轴停N7 M30 主程序完毕并复位%0003 数控子程序名N1 G01 U-12 F100进刀到切削起点处,注意留下后面切削的余量N2 G03 U7.385 W-4.923 R8加工R8园弧段N3 U3.215 W-39.877 R60加工R60园弧段N4 G02 U1.4 W-28.636 R40加工切R40园弧段N5 G00 U4 离开已加工外表N6 W73.436回到循环起点Z轴处N7 G01 U-4.8 F100调整每次循环的切削量N8 M99 数控子程序完毕,并回到主程序16 / 16
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
